 门机焊接工艺
门机焊接工艺

《门机焊接工艺》由会员分享,可在线阅读,更多相关《门机焊接工艺(9页珍藏版)》请在装配图网上搜索。
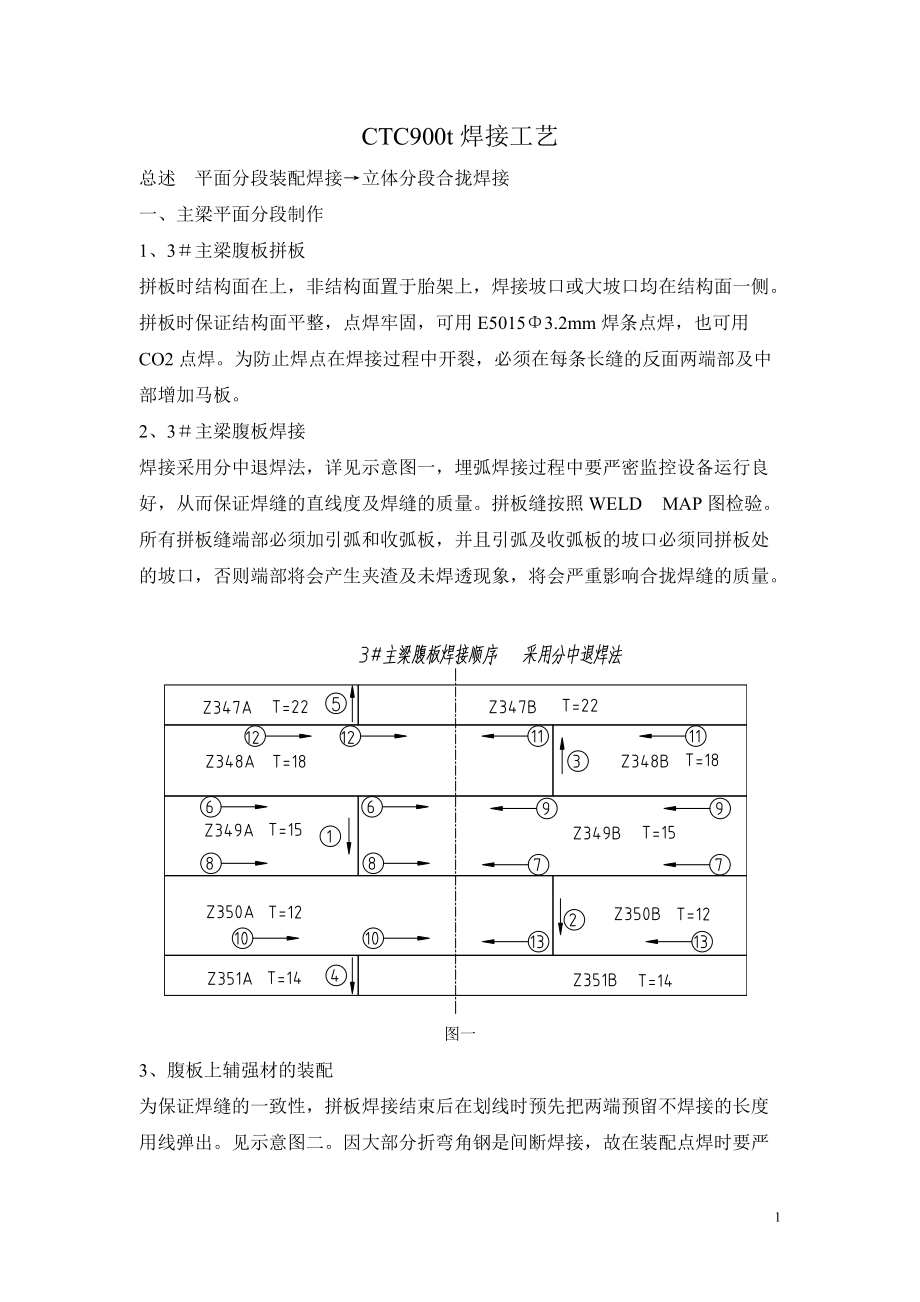
1、CTC900t焊接工艺总述 平面分段装配焊接立体分段合拢焊接一、 主梁平面分段制作1、3主梁腹板拼板拼板时结构面在上,非结构面置于胎架上,焊接坡口或大坡口均在结构面一侧。拼板时保证结构面平整,点焊牢固,可用E50153.2mm焊条点焊,也可用CO2点焊。为防止焊点在焊接过程中开裂,必须在每条长缝的反面两端部及中部增加马板。2、3主梁腹板焊接焊接采用分中退焊法,详见示意图一,埋弧焊接过程中要严密监控设备运行良好,从而保证焊缝的直线度及焊缝的质量。拼板缝按照WELD MAP图检验。所有拼板缝端部必须加引弧和收弧板,并且引弧及收弧板的坡口必须同拼板处的坡口,否则端部将会产生夹渣及未焊透现象,将会严重
2、影响合拢焊缝的质量。图一3、腹板上辅强材的装配为保证焊缝的一致性,拼板焊接结束后在划线时预先把两端预留不焊接的长度用线弹出。见示意图二。因大部分折弯角钢是间断焊接,故在装配点焊时要严格按图中所示距离进行点固焊接,为提高生产效率和保证质量,可用薄板制作成锯齿形模板再利用弹线的方法弹出固定距离,然后进行点焊及焊接。见示意图三。T排预先小装配焊接校正后再与腹板装配。图二图三4、腹板上辅强材的焊接(1)、腹板上折弯角钢及T排件号见下图四,焊接时请注意连续焊接与间断焊接的要求,具体焊缝要求详见图示说明。图四件号20、21、22、23、24、25折弯件为间断焊接,焊角为a3.5;件号18、19折弯件为间断
3、焊接,焊角为a4;件号16为连续焊接,焊角为a4,件号8、13、15为T排连续焊,焊角为a4;(2)、辅强材焊缝检查要求无论是间断焊接还是连续焊接,起弧与收弧处的弧坑必须填满,否则极易产生弧坑裂纹。件号16与腹板的焊接检查要求:一端150mm长连续焊接,且最末端50mm长需要碳刨坡口,并清根焊透表面做磁粉或渗透检查,见图示意件11及件15T排与腹板焊接检查要求:件11一端150mm长、件15两端各150mm长焊缝需要碳刨清根,表面做渗透检查。见图示意5、内底板焊接及检查要求(1)、主梁3至8分段下翼缘板分为外底板与内底板,件号91在3起始位置与8收尾位置焊缝有特殊要求,在板宽方向1900mm和
4、长度方向两侧各200mm长现场焊接时碳刨坡口,焊缝需要做表面渗透检查。具体见图(2)、内底板合拢位置焊接及检查要求外底板合拢焊接后,每处接缝上有内底板覆盖,内底板与内底板对接处焊缝需要UT100%,角焊缝在对接两端部各150mm长需要表面渗透检查。二、 立体分段焊接为保证主梁合拢尺寸,所有分段的尺寸严格按装配工艺要求制作,胎架上高度相对高度要保证,即腹板在胎架上与水平夹角要保证,否则将影响隔板与腹板的装配间隙,从而将影响焊接质量及增大焊接变形。1、立体分段制作状态见图所有主梁内侧板搁置在胎架面上,与下翼缘焊接位置处14mm板开V型坡口且开在内侧即结构面,与上翼缘焊接位置即22mm板开K型坡口,
5、大坡口放在内侧即结构面。反之外侧腹板的坡口开在外侧即非结构面。坡口形式见图A、B、C、D 2、立体分段的焊接顺序总体采用分中退焊法,外侧焊缝可采用埋弧焊焊接,内侧可采用CO2或埋弧焊。总体焊接原则为先焊大收缩缝后焊小收缩缝,然后焊立角焊,最后焊平角焊。腹板与上下翼缘板的两端部预留400长不焊接,在现场合拢调节后焊接。3、主梁合拢状态时的腹板焊接合拢缝的腹板坡口均在内侧,即结构面,平面分段制作完成后按要求修割余量。三、 装配及定位焊要求在焊缝装配前必须清除水、锈、油等杂物,应严格按装配间隙制作,不得随意扩大和缩小间隙,定位焊缝与正式焊接接头一样要求预热的需预热,不得有缺陷。四、 焊接质量要求所有焊缝在焊前焊后报验,焊前需预热的按要求进行,预热要求见下表Thickness(mm)厚度3t2020t3838t6565tTemp.(0C)温度00C 100C650C1100C有探伤要求的按WELDING MAP图制作。焊接参数按照WPS要求。本工艺为主梁3段的详细说明,其它分段参照此分段。CTC900t门机焊接工艺 编制 校对 审核 南通中远船舶钢结构有限公司技术工艺部9
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
