 聚乙烯管道接口的质量控制
聚乙烯管道接口的质量控制

《聚乙烯管道接口的质量控制》由会员分享,可在线阅读,更多相关《聚乙烯管道接口的质量控制(6页珍藏版)》请在装配图网上搜索。
1、聚乙烯燃气管道接口的质量控制摘要:聚乙烯燃气管道接口缺乏有效的无损检测技术手段,其接口质量需要通过正确选择焊接工艺和焊接机具、 加强焊接过程控制、 强化自检和验收手段、 加强人员的管理与控制来得 以保证。关键词:聚乙烯;管道接口;质量控制:焊接机具年检:1前言聚乙烯燃气管道具有使用寿命长、耐腐蚀、焊接性能好、高柔韧性、流通能力大、施工 速度快、经济性好等优良性能, 同样管道的焊口不合格会导致整个管网使用寿命短,甚至会导致安全隐患。相对于钢管、铸铁管而言更适合于做埋地燃气管道。聚乙烯管道也有其不足之处,其接口不像钢管一样具有无损检测技术手段来验证合格与否就是其中之一。所以要求通过严格的质量控制措
2、施来保证聚乙烯管道接口质量合格,这样才能发挥出聚乙烯管道的优势,推动聚乙烯管道事业的发展。本文从以下几个角度来分析聚乙烯燃气管道接口的质量控 制措施,以供同行参考。2焊接工艺和焊接机具的选择聚乙烯燃气管道的连接,是整个聚乙烯管道安装过程中最重要工序,连接技术的优劣, 直接关系到燃气管网系统的运行效果和使用寿命。正确选择焊接工艺和焊接机具是保证聚乙烯管道接口质量的先决条件。聚乙烯管道之间按其连接方式的不同,一般分为热熔连接和电熔连接两种。电熔连接技术及电熔焊机已经运用多年,技术成熟,自动化程度较高,操作简单,受环境、人为因素影响较少,接头较为牢固可靠,但管件加工工艺复杂, 成本较高。 热熔连接是
3、将需要连接管材的管端贴靠加热板上,使管端加热至熔融程度,然后迅速除去加热板,把已熔融的两端相互对接在一起,施加一定的压力,达到所规定的时间,直到接头冷却。热熔连接受环境、人为因素影响较多,接头质量没有电熔连接的可靠,但成本较低。我国在最初使用聚乙烯管道作为燃气管道时大多数采用手动/半自动热熔连接,由于受 人为因素影响很大,出现了很多接头焊不牢的质量事故,这在各地燃气公司均有类似案例。 后来部分地区采用电熔连接,情况得到改善。为降低工程成本,推动聚乙烯管道事业的发展,做到既安全又经济,国外一直在研究将人为因素影响降到最低的热熔连接机具,并在1990年开始应用全自动热熔对接焊机,目前国内也在大力推
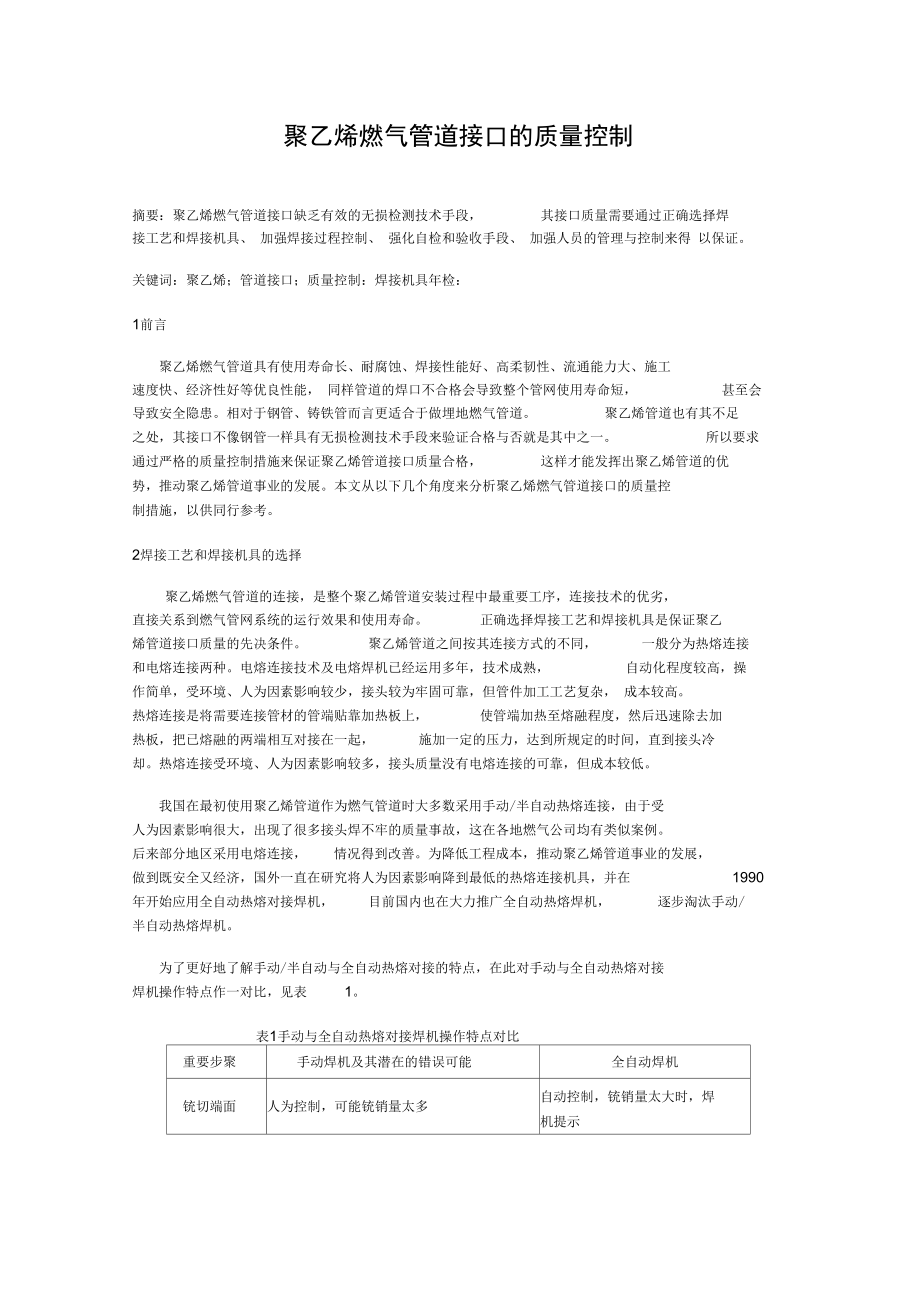
4、广全自动热熔焊机,逐步淘汰手动/半自动热熔焊机。为了更好地了解手动/半自动与全自动热熔对接的特点,在此对手动与全自动热熔对接 焊机操作特点作一对比,见表1。表1手动与全自动热熔对接焊机操作特点对比重要步聚手动焊机及其潜在的错误可能全自动焊机铳切端面人为控制,可能铳销量太多自动控制,铳销量太大时,焊 机提示检查端面人为控制,可能有台阶,端面不平自动控制,端面平滑检查管道平 直人为控制,可能跳过此步自动控制检查加热板 温度人为控制,可能在不适当的温度开始 焊接自动控制,温度不合适不开始 焊接加压成边人为控制,压力可能错误自动控制初始卷边形 成人为控制,可能不准自动控制自动检测管道位移量,成边时 间
5、根据环境温度调整吸热时间人为控制时间,可能不准自动控制抽板人为控制,因时间长,可能造成实际 的焊接温度太低或损伤熔合面自动弹出,典型时间2秒之内检查是否夹 持牢固人为控制,微小的滑脱可能无法察觉, 影响接合面的压力自动控制,任何滑脱都会提示熔接压力人为控制,可能压力不准自动控制冷却加压及 冷却时间人为控制,可能不准因保压不够,可能压力偏低或冷却时 间不够自动控制,压力低于10%自 动加压如冷却时间不够焊机 会提示记录各参数人为记录,可信度差从表中可以看出,对于影响对接焊口的重要因素如焊接温度、管道端面对齐情况、焊接 压力、焊接时间、冷却时间和焊接顺序等,手动/半自动焊机不但过分依赖焊工的责任心
6、和 经验,而且有责任心和经验也不一定能控制好,稍为做不好一点,就会产生一个不合格焊口,而不合格的焊口将对整个管线系统带来不可评估的破坏。自动化程度高的全自动热熔对接焊机则由计算机控制温度、 压力、时间、顺序等焊接参数,准确度高。实践证明焊接质量可靠, 接头牢固,可以与电熔焊接媲美。为了保障输送易燃易爆燃气的聚乙烯管网的安全性能,应淘汰手动/半自动热熔焊机, 取代为全自动热熔对接焊机。但全自动热熔对接焊机也有其局限性,就是只能用于管材与管材之间的热熔对接,不能用于三通、弯头等管件与管件或管件与管材的连接,而且一般只适用于地面上的连接,在沟里连接时要求工作面条件比较苛刻而较少采用。管道壁厚小导致熔
7、接面较小也不适合用热熔对接。下面几种情况建议均采用电熔连接: 管道壁厚v 10mmB勺连接(2) 管件与管件或管件与管材的连接,如连接三通、弯头、大小头等(3) 必须在管沟里完成的连接口(4) 不同材质、牌号管材之间的连接(5) 新旧管网的连接(6) 带气管网的碰口或修补除了以上几种情况, 其余可采用全自动热熔对接连接, 可降低工程成本, 做到物美价廉。 综合来说, 选择聚乙烯管道焊接工艺时首先要考虑可靠性, 然后考虑经济性; 选择焊接机具 则要选用自动化程度高的机具, 对于热熔连接则一定要使用全自动热熔对接焊机, 方可保证 接口质量。3 焊接过程的控制确定完焊接工艺和焊接机具后,就要严格按照
8、焊机说明和操作步骤以及有关聚乙烯焊接 质量控制要点来施焊。 接口质量的好坏主要是在焊接过程中形成的,因此, 严格的焊接过程管理控制是聚乙烯管道接口质量的最有力保证。下面是聚乙烯管道焊接过程的质量控制要 点。(1) 电熔连接 焊工应按有关规定进行考试,取得政府职能部门颁发的 PE电熔焊工资格证方可施焊; 在寒冷气候(5C以下)和大风、雨环境下进行连接操作时,应采取保护措施或调整 连接工艺; 通电加热的电压和加热时间应符合电熔连接机具和电熔管件生产厂的规定; 管道末端必须切成直角并清除碎屑及附着物; 用洁净棉布等擦净管材、管件连接面上的污物; 标出插入深度,用专用刮刀将插入端表面表皮刮除,须彻底刮
9、净; 用专用夹具夹住校直待连管道,防止熔合过程管道移动; 熔合过程和冷却时间内不得碰动管道,移离机身的管子应有十分钟的冷却时间。(2) 全自动热熔对接 焊工应按有关规定进行考试,取得政府职能部门颁发的PE热熔焊工资格证方可施焊; 在寒冷气候(一5C以下)和大风、雨环境下进行连接操作时,应采取保护措施或调整 连接工艺; 电压应符合热熔对接机具的规定; 发热板应保持非常清洁,没有污染物、尘埃及聚乙烯熔化物。为清除发热板上余下尘 埃,在每天进行第一次焊接前或转换不同直径管材作焊接前及使用其他方法清洁发热板之 后,都应以卷边形成清洁法来清洁发热板; 两段管道须对齐平放,可移动一方用滑动支架承托; 用干
10、净棉布等将管末端表面及内外壁抹净; 自动铣削完后, 以视觉检查铣削面的质量, 并严格执行焊接的五个阶段操作完成, 即: 预热卷边阶段:吸热阶段:转换阶段(提取加热板):焊接阶段:冷却阶段: 焊接过程和冷却时间内不得碰动管道,移离机身的管道应有十分钟的冷却时间。4 接口验收控制实践证明,聚乙烯燃气管道最易损坏和泄漏的部位,就是管道接口,工程成功与失败的 关键就是管道连接质量的好坏。 所以严格的接口质量验收对地下燃气管道工程十分重要。钢管焊口可以采用无损探伤抽查检验, 而聚乙烯管道接口则需要做破坏性试验才能检查内部质 量。聚乙烯管道接口的无损检测技术目前在德国、美国、 法国等国家处在初始阶段,主要
11、是根据超声波的反射波形来判断接口的熔接是否存在缺陷,各个国家仪器仪表不一样, 反射波形也不一样, 对接口的质量判断标准也不一样, 就算是同一台仪器仪表检测, 也需要经验很 丰富的检测师才能判断熔接口的好坏。因此,目前PE管的无损检测方法在各个国家都比较难推行。从以往经验来看,钢管焊接技术已很成熟,再加上无损探伤抽查检验,对钢管连接 口的质量还是有很大的保障, 而对于聚乙烯管来说, 电熔连接和全自动热熔对接技术相对手 动半自动连接技术已有很大程度的改善, 已基本保障了接口的质量, 但缺乏无损检测手段, 终究难令人完全放心,特别是针对一些责任心不高的焊接。因此,聚乙烯管道连接完后,应加强施工自检和
12、第三方验收, 并适当抽取一定比例的接口切开进行内部检查。 验收可采取以 下方法:(1) 检查全部焊接口的焊机焊接数据打印记录。(2) 外观质量自检应 100 进行。外观质量检查可按下面检查要点进行。热熔对接: 检查卷边是否正常均匀,使用卷边测量器测量其宽度应在指定的大小范围内; 割除卷边后,检查卷边底部、管道的焊接界面不应有污染物; 检查卷边底部的焊接界面不应出现熔和不足而造成的裂缝; 将卷边向背后屈曲,不应出现熔和不足而造成的裂缝; 检查两端管道在接口上应对准成一直线。电熔连接: 检查管件两端管道的整个圆周应有刮削痕迹; 检查熔合过程中的熔解物没有渗出管件; 检查管件应处于两边管道定位线的中
13、间; 检查熔合指示针 ( 如有此装置 ) 已经升起; 检查管道与管件已经对准成一直线。(3) 对于全自动热熔对接的焊口,验收人员应抽取一定数量的焊口割除卷边,按上面的检查要点来检查接口质量。抽查数量不得少于10%,且每个焊工的抽查数量不少于5个。(4) 每个工程均应做接口破坏性试验,如果是电熔连接,应抽取3%焊口,建议不少于1个;如果是全自动热熔对接,应抽取 5%的焊口,且每个焊工不少于3个。破坏性试验可把焊口切成4条甚至更多,检查内部熔合情况, 未完全熔合视为不合格,也可做拉伸试验,看拉伸强度是否满足要求。(5) 接口质量如不合格,应对该焊工的接口进行加倍抽检,再发现不合格,则对该焊工 施工
14、的接口全部进行返工。通过以上验收方法,如果合格,则聚乙烯管道接口质量可信度可认为与钢管焊口差不多。5人员管理与控制:无论哪一种连接工艺均存在一定程度的人为因素,所以焊工是否取得相应的上岗证及是否有责任心对接口质量有很大影响。熟练操作焊机,掌握焊接要领,并要求具有高度责任心,对焊接管材、管件采取必要的加工,每一步按要求认真操作,不能马虎,才能保证一个完全合格的接口。人员管理与控制还包括一些如施工质检、设计、监理、监督、检测等其他的相关技术人员,认真检查与验收,完善施工质量保障措施,做到以人为本,规范化操作,加强设备材料、施工机具的管理,根据CJJ63_2008聚乙烯燃气管道工程技术规程热熔对接连
15、接设备应定期校准和检定,周期不宜超过一年。加强施工过程、验收的控制,从各个方面保证聚乙烯 燃气管道接口的质量。6结语聚乙烯燃气管道接口质量检验只能是外观检查或破坏性试验,缺乏有效的无损检测技术手段,其接口质量只有通过提高施工工艺技术水平和施工过程控制以及加强验收来保证。因此,正确选择焊接工艺和焊接机具,加强焊接过程控制,强化自检和第三方验收,加强人员的管理和控制,提高施工人员的技术水平和责任心,是我们为保证聚乙烯燃气管道接口质量而必须做到的。依据质量控制五要素:人,机,料,环,法。我公司经国家特设总局核准的 焊工考试机构,同时也成立了焊接设备检测机构,可为客户做好最优质的服务,也为燃气行业做好
16、安全的保障。5771001803090012095 5790368228596330825771001803090012386 5761373997357606965771001803090013594 5780775799025155125771001803090012387 5771649826018180515771001803090012138 5721311921589183265771001803090012359 5790368223610760535771001803090012356 5761352861437917425771001803090012355 57508786
17、970469327917088100343355274 10122994432583337917088100343355275 10186673293883200817088100343356107 10158115250150052217088100343356108 10100018005987173217088100343354295 10107419414268701717088100343356184 10187866086962880217088100343356185 10177583117408667417088100343356109 10108601437357284617088100343356110 10115220721601491617088100343355237 10102704160570270917088100343355238 10122936486142541417088100343356169 10186220440263571817088100343354928 101760654089788804
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
