《危险辨识--中频炉》由会员分享,可在线阅读,更多相关《危险辨识--中频炉(3页珍藏版)》请在装配图网上搜索。
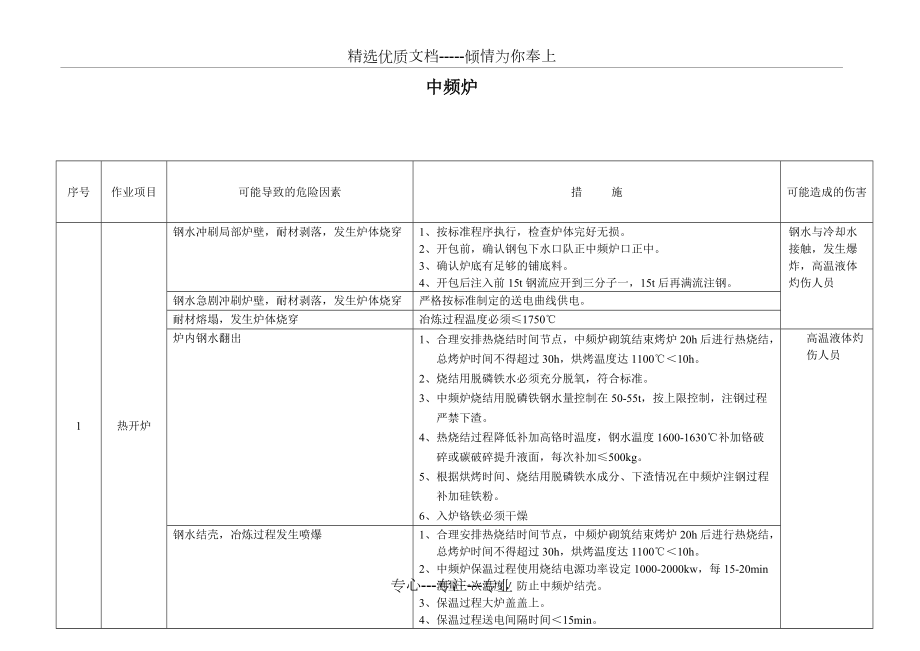
1、精选优质文档-倾情为你奉上中频炉序号作业项目可能导致的危险因素措 施可能造成的伤害1热开炉钢水冲刷局部炉壁,耐材剥落,发生炉体烧穿1、按标准程序执行,检查炉体完好无损。2、开包前,确认钢包下水口队正中频炉口正中。3、确认炉底有足够的铺底料。4、开包后注入前15t钢流应开到三分子一,15t后再满流注钢。钢水与冷却水接触,发生爆炸,高温液体灼伤人员钢水急剧冲刷炉壁,耐材剥落,发生炉体烧穿严格按标准制定的送电曲线供电。耐材熔塌,发生炉体烧穿冶炼过程温度必须1750炉内钢水翻出1、合理安排热烧结时间节点,中频炉砌筑结束烤炉20h后进行热烧结,总烤炉时间不得超过30h,烘烤温度达110010h。2、烧结
2、用脱磷铁水必须充分脱氧,符合标准。3、中频炉烧结用脱磷铁钢水量控制在50-55t,按上限控制,注钢过程严禁下渣。4、热烧结过程降低补加高铬时温度,钢水温度1600-1630补加铬破碎或碳破碎提升液面,每次补加500kg。5、根据烘烤时间、烧结用脱磷铁水成分、下渣情况在中频炉注钢过程补加硅铁粉。6、入炉铬铁必须干燥高温液体灼伤人员钢水结壳,冶炼过程发生喷爆1、合理安排热烧结时间节点,中频炉砌筑结束烤炉20h后进行热烧结,总烤炉时间不得超过30h,烘烤温度达110010h。2、中频炉保温过程使用烧结电源功率设定1000-2000kw,每15-20min测量一次温度,防止中频炉结壳。3、保温过程大炉
3、盖盖上。4、保温过程送电间隔时间15min。2装料炉料潮湿,入炉过程发生喷爆1、中频炉炉长必须炉炉查看所用物料是否潮湿。2、中频炉用铬铁潮湿时不得继续冶炼,停炉等待。3、中频炉用铬镍生铁潮湿时不得继续冶炼镍钢。4、雨雪天气时,若中频炉物料未发现明显潮湿,中频炉装炉及测温取样过程注意安全。料篮装铬镍生铁前必须确认炉内无溶液;使用抓纲机向炉内加铬废时,抓钢机不得上中频炉承重小平台,少量多次向炉内添加物料,抓钢机机械手不得触碰敲击炉衬耐材;测温取样时必须穿戴好防护用品炉料粉率太大,钢水大翻或喷爆1、中频炉室炉长炉炉确认铬铁粉率情况,发生粉率大时及时通知作业区及原料,更换成粉率小的铬铁。2、使用粉率偏
4、大的铬铁时,中频炉装入量达到30t时,铬铁少量多次加入,每次加入量2t,熔化完全后方可下一批料,严禁在未完全熔化的情况下加入铬废或高铬。装料速度太快,钢水大翻或喷爆1、冶炼铬钢时,加铬废钢时,必须保证炉内铬铁完全熔化再加入。2、冶炼镍钢时,炉内铬铁完全熔化后再补加铬铁。3、少量分批添加剩余高铬时,每次补加高铬2t,每次补加的高铬完全熔化后方可加入下一批高铬,加料过程注意观察液位变化。3送电熔化钢水急剧冲刷炉壁,耐材剥落,发生炉体烧穿1、 装料前确认炉况,炉衬薄或有明显缺陷时,禁止装炉2、 冶炼过程温度必须17503、每次设定重新设定温度前,必须测温,根据测量温度,设定送电前初始温度。4、必须保证炉体电子秤称量准确。冶炼过程钢水翻出1、 禁止强氧化性炉料入炉。2、 禁止潮湿原料入炉。3、 入炉原料粉率必须符合要求,禁止一次性加入1t以上粉状物。4、 加料过程符合要求。5、 保温过程送电间隔时间15min。1、4出钢出钢过程钢水喷出1、设置安全隔离,及时制止无关人员等进入作业现场2、出钢前测温,并目测炉料完全化清3、出钢前检查炉体出钢侧炉衬无损伤出钢过程钢水溢出1、倾动速度不能太快。2、出钢槽必须畅通。3、出钢前测温,并目测炉料完全化清5停炉、拆炉打炉炉盖落下打击施工人员1、设置机械支撑 ;2、设专人监护3、施工前专人检查液压系统4、施工时禁止处理液压系统。专心-专注-专业
 危险辨识--中频炉
危险辨识--中频炉