 混凝土泵的装配
混凝土泵的装配

《混凝土泵的装配》由会员分享,可在线阅读,更多相关《混凝土泵的装配(19页珍藏版)》请在装配图网上搜索。
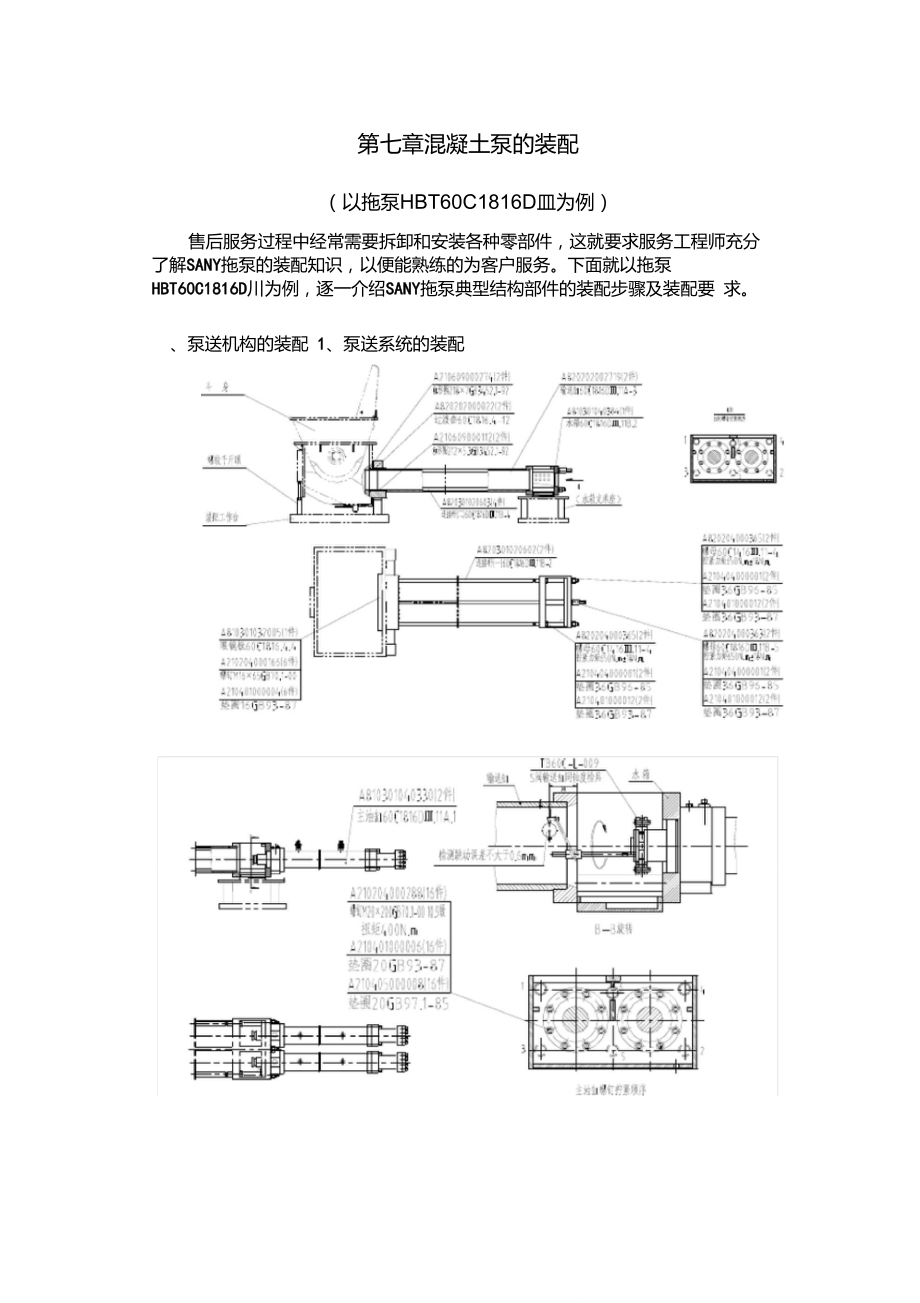
1、第七章混凝土泵的装配(以拖泵HBT60C1816D皿为例)售后服务过程中经常需要拆卸和安装各种零部件,这就要求服务工程师充分 了解SANY拖泵的装配知识,以便能熟练的为客户服务。下面就以拖泵 HBT60C1816D川为例,逐一介绍SANY拖泵典型结构部件的装配步骤及装配要 求。、泵送机构的装配 1、泵送系统的装配装配顺序装配内容控制内容检验项目检验内容检验要求检验方法10安装拉杆:将拉杆(二)共4件分别拧入 料斗螺孔中并拧紧。注意拉杆的一端在 拧入料斗之前涂二硫化钼润滑脂。过渡套内孔及配合面无锈蚀、灰尘目测、手摸20安装输送缸:拉杆拧入料斗 螺孔端涂二硫化钼润滑脂查看1)检查输送缸内壁是否有划
2、痕和镀层 脱落。选配长度一致的两输送缸为一组 进行装配(误差小于或等于0.20mm)。2)在两件输送缸前端和 0形圈槽中涂上 黄油,在槽中装入 0形圈212X5.3各1 件。输送缸选配长度一致误 差 w0.20mm3)吊装输送缸,有0形圈的一端装入料 斗孔中,输送缸的润滑脂孔朝上,摆平 摆正、不得碰伤。与水箱连接处修平光滑目测、手摸无划痕和镀层脱落目测、手摸30安装拉杆:将拉杆(一)共2件分别拧入 料斗螺孔中并拧紧。注意拉杆的一端在 拧入料斗之前涂二硫化钼润滑脂。0形圈涂黄油装 平摆正查看40安装水箱:润滑脂孔朝上查看1)检查输送缸和水箱孔口是否有毛刺, 若有应将毛刺修磨平整。水箱与输送缸连接
3、处修平光滑目测、手摸2)分别在输送缸后端面和外圆面、水箱 两孔端面和孔内清洗、风干、涂乐泰567 密封胶。后端面和 外圆面涂乐泰567密封胶清洗、风干、涂胶查看3)将水箱吊至水箱支承座上,对正6件拉杆穿入,并将输送缸对正水箱口装入 到位,用螺母 M36、垫圈将水箱与拉杆连接紧固。螺母拧紧顺序K向视 图,预紧力矩 M36 : 650Nm 18Nm。螺母M36预紧力控制650Nm18Nm扭矩扳手50在主油缸前端油孔上装上螺塞。主油缸无划痕和镀层脱落目测、手摸在水箱和两主油缸的结合面上清洗、风与水箱连光滑,清目测、手摸干、涂乐泰567密封胶。接处表面洗、风干、涂胶进油口平面朝下查看60吊装主油缸,使
4、两缸进油口平面朝下; 将主油缸160直径端对正水箱上的 160孔装入并使螺孔对正。螺塞涂乐泰567密封胶清洗、风干、涂胶70用螺钉 M20X 200GB70.1-00 10.9 级、 垫圈20GB93垫圈20GB970.1各16件, 将两件主油缸与水箱连接紧固。螺钉螺纹部分清洗风干涂 277胶,拧紧力矩为400N.m土 10N.m,拧紧螺钉顺序 严格按图进行。水箱与主油缸连接表面光滑,清 洗、风干、 涂胶目测、手摸80按右上图检查主油缸对输送缸的圆跳动误差:螺钉M20涂乐泰277锁固胶清洗、风干、涂胶查看1)将测量表座固定在主油缸的活塞杆 上。装上百分表。预紧力控制400Nm10Nm扭矩扳手2
5、)将表头调至输送缸内距缸口30mm处与输送缸内圆面接触,将表调零;用扳 手缓慢均匀旋转主油缸活塞杆,圆跳动检 测主油缸对输送缸误 差 w0.60mm打表观察表值变化,并作记录。其最大变动 量不应超过0.6mm,方可进入下一步装 配。否则应进行调整,直到合格2、泵送机构的装配BlIMHi1!7 UYfFx r 真.1 .IS* 曜I亍 I;H3-S:*.ir f-L:i -“rm:i airv. :,_-.n.L._-口/隽l-t JJ nQ装配顺序装配内容控制内容检验项目检验内容检验要求检验方法10用螺钉 M24X 55GB70垫圈24GB93各2件,将料斗立板与连接座连接(但不紧固);用螺钉
6、 M24X 55GB70垫圈24GB93各4件,将料斗支承板与料斗固定座面板连接(但不紧固)。20将泵送机构送至底架安装位置。30调整泵送机构使水箱两边与底架对应 边等距,保持水平。将吊耳的连接板与 底架预装,吊耳的吊板与水箱预装,泵送机构对中与底架两侧面左右偏差小于2mm卷尺使螺孔对正,吊耳正好挂住底架上的支 座上(允许在吊耳与水箱之间加垫片来 保证吊耳与底架的安装螺孔位置 )。配焊焊缝焊缝光滑、平整、美观查看40将吊耳的连接板和吊板配焊牢固。无焊接缺 陷50用螺栓 M16X 45GB5783垫圈、橡胶垫 圈各12件,将吊耳与水箱连接紧固。螺栓用Loctite755清洗风干后涂螺栓M16X4
7、5预紧力控制200Nm10Nm扭矩扳手Loctite567 密封胶,螺钉均匀拧紧、分步到位。拧紧力矩为 200 10N.m。与水箱连接螺栓涂乐泰567密封胶清洗、风干、涂胶查看60用螺栓 M16X45GB5783垫圈各 6件,将吊耳与底架连接紧固。拧紧力矩为200 10Nm70先将吊挂装置的组件:固定扳、U形螺栓、螺母在主油缸上预装好,然后调整 吊挂装置的位置,直至固定板、主油缸吊架安装板与底架横梁贴合确认位置无误后,将主油缸吊架安装板与 底架横梁焊牢。80将螺栓M16X 30套上垫圈拧进,稍稍得 力,再拧紧螺母M12,然后拧紧螺栓M16 X 30,最后装上双螺母均拧紧。螺钉M 16X 30预
8、紧力控制200Nm10Nm扭矩扳手螺纹处清洗风干涂螺纹锁固胶后紧固。双螺母涂乐泰277锁固胶清洗、风干、涂胶查看90待泵送机构位置确定后,将连接座和底 架料斗座板与底架配焊牢固。配焊焊缝焊缝光滑、平整、美观查看100将料斗与底架的连接螺钉 M24X 55GB70(6件)紧固。无焊接缺 陷螺钉 M 24预紧力控700 20 Nm扭矩扳手X 55制110按泵送机构部装工艺中的方法检测输 送缸对主油缸的同轴度,其值应小于 0.7mm,否则调整合要求。输送缸与主油缸圆跳动检 测误 差 w0.60mm打表120安装排水装置:1)将接头60C1816.11-9缠好生料带并套上0形圈后拧紧在水箱底部的排水口
9、 上。0形圈装配时应涂少量黄油,0形圈涂黄油装平摆正查看放平摆正。2)将弯头拧紧在上述接头上。生料带缠绕方向与螺纹旋饶方向同查看3)接头、水管缠好生料带后与球阀连 接紧固。4)最后将球阀与弯头连接紧固、S管的装配装配顺序装配内容控制内容检验项目检验内容检验要求检验方法10安装过渡套:将2件过渡套外表面涂黄 油对正料斗孔装入,用铜棒均匀敲打直 至过渡套端面与斗身内壁齐平。过渡套内孔及配合面无锈蚀、灰尘目测、手摸20安装眼镜板(根据客户需要选择相应的眼镜板装配):1)修磨光滑眼镜板孔堆焊处与料斗孔 不重合的部分。0形圈涂黄油装平摆正查看2)眼镜板与料斗的结合面应贴合良好、 控制在0.1mm之内。3
10、)将环形槽抹干净涂满黄油, 装入0形 圈两件。眼镜板与料斗的 结合面贴合良好、 间隙小于0.1mm塞尺4)用螺钉 M16X 65GB70.1-00、垫圈各 6 件将眼镜板紧固于料斗后墙板内表面上。螺纹涂乐泰277胶,拧紧力矩200 10Nm螺钉M16X65涂乐泰277锁固胶清洗、风 干,涂螺纹 锁固胶查看30安装S管预紧力控制拧紧力矩为 200 10N.m扭矩扳手1)S管与耐磨套为定位过渡配合,有最大过盈0.05mm或最大间隙0.068mm,装 配前先将耐磨套放入加温炉加温,炉耐磨套装配前加温炉温200至210 C 之间查看温控制在200至210 C之间,保温60至 65min。保温60至75
11、min查看2)将S管的直管外圆面除去水份、油污, 在S管的直管外圆表面涂满 603胶,将 加温过的耐磨套装在 S管的直S管直管外圆面去水份、油污、涂603胶查看管上,装到位。3)用螺栓M12、螺母、垫圈将刮板按图 示拧紧在S管下方。螺栓M16X65涂乐泰277锁固胶清洗、风 干,涂胶后 紧固查看、扳手试4)将橡胶弹簧装在 S管摆动端的管颈 内。5)将尼龙轴承、Yx形密封圈和J形密封 圈按图中位置及方向装入大轴承座内 孔槽中;将防尘圈和密封圈按图中密封圈、防尘圈不得扭曲,装反查看7)将S管吊入料斗,使S管向出料口前 移,当轴头端能进入后墙板孔中时,将 切割环(根据客户需要选取相应的切割环)套装在
12、S管上,使S管、切割 环与眼镜板贴合。0形圈涂黄油装平摆正查看8)将带轴承的轴承座装在后墙板孔中, 使两个润滑脂进油孔在左、右水平上斜 10位置,用螺钉 M12垫圈各8件紧固。润滑脂孔位置小轴承座左、右水平 上斜10 处查看9)将派克0形圈安装在端面轴承套内孔 槽中;在轴头花键处涂上润滑油。大轴承座左、右水平 上斜15 处查看10)吊起S管,使轴头平行悬在轴承孔 中,在端面轴承套内外圆面上涂上润滑 油,并装入轴头与轴承之间。11)将摇臂上与中心线对称重合的键槽 装配在S管轴头上端花键齿中心线与 S 管中心线对称重合的花键齿上。轴承座螺钉M12X25 GB70紧固扳手12)将0形圈涂黄油,装在异
13、形螺母胶 圈槽中,将异形螺母拧入轴头螺纹孔 中,拧到底下。13)在S管耐磨套上和轴承座内孔中涂 足润滑油,将轴承座装入料斗孔与S管之间,使两个润滑脂进油孔处在水平异形螺母 调节S管与切割 环端口之间隙约为4mm卡尺上斜15位置。间间隙14)用扳手转动异形螺母,使 S管压缩 橡胶弹簧,直至S管与切割环端口之间 间隙为4mm左右,使异形螺母既岀料口螺钉M24X160拧紧力矩700 18N.m扭矩扳手能拧紧也能拧松为宜。此时,用一只限 动螺钉M8X 12GB70通过异形螺母的缺 口拧在摇臂螺纹孔中,对异形螺母限动。橡胶堵装到位查看15)将岀料口装在轴承座前端,使螺栓 孔对正轴承座的半圆缺。用螺钉M2
14、4垫圈各6件,将岀料口固定在料斗前墙板上,螺钉拧紧力均匀。限动螺钉M8X12GB70不可缺装查看16)用螺钉M5将压环、橡胶垫固定在 小轴承座上,压环的底部安装螺钉可不 装,只装其它七个螺钉,螺钉头处装上橡胶堵;用螺栓 M8将压板、橡胶 垫固定在大轴承座上,并装上橡胶堵, 堵住螺钉头孔。三、搅拌机构的装配1IIJtlIIUD-iriGijDll *lh|gnns-i-皐上ur 1.-斛畑ya祐茴=1 ?圧:小.*二:上* t 由装配顺序装配内容控制内容检验项目检验内容检验要求检验方法10在两件密封盖中装入内包骨架唇型密 封和防尘密封圈,装配时应涂黄油润 滑。0形圈涂黄油装平摆正查看20在两件轴
15、承座中各装一只 0形圈,仿日 密封圈,轴承垫环和轴承,装配时均应 油润滑,轴承的滚道和滚动体上应涂满黄油。各轴承装配抹净、涂黄 油或润滑 油查看30在搅拌轴两端装上0形圈,将搅拌轴按 图示位置放入料斗两侧孔中。40在密封垫的两面均匀涂上 567密封胶,装在密封盖的结合面上。用螺钉M5将密封挡圈和压环分别固定在两件各密封圈装配涂黄油密封盖上,将带密封件的密封盖两件, 分别从搅拌轴的两端套入到轴套位置, 注意密封圈不得卷边,使两密封盖上的密封垫与料斗结合,对正螺孔, 各用4件螺栓M8X16紧固。再将橡胶 堵塞入压环(二)的孔中保护螺钉头。密封盖螺栓 M8X16拧紧力矩为 23 2Nm扭矩扳手50在
16、搅拌轴的两端各装一只轴套, 使轴套 上的螺钉孔对正搅拌轴上的螺纹孔, 各 用两只螺钉M5X 8GB70将轴套固定,拧紧螺钉。轴套螺栓 M5X8 - GB70.1紧固扳手试60转动搅拌轴应无卡滞现象。70将一件组合有轴承和封严圈的轴承座安装在料斗左侧板上,同时使搅拌轴的 轴颈进入轴承内孔,用螺栓 M12搅拌轴承座螺栓M12X35拧紧力矩为 80 5Nm扭矩扳手垫圈各6件,将轴承座固定在料斗侧板 上,螺栓暂不拧紧。80将螺栓 M8X 25-8.8GB5783、垫圈各 1件套入轴端压板一起装在搅拌轴左端, 使压板压在轴承内圈的端面,拧紧螺栓 M8X25紧固扳手试螺栓。90将另一件组合有轴承和封严圈的
17、轴承 座安装在料斗的右侧板上, 使轴承套在 轴颈上,用螺栓M12垫圈各6件,搅拌装置转动灵活性灵活、应无卡滞现象用手扳动将轴承座固定在料斗侧板上。100此时转动搅拌轴无明显卡滞现象时, 则 将左右轴承座的固定螺栓均匀拧紧。螺 栓对角拧紧、分步到位,拧紧力矩为 80 5 N.m。端盖密圭寸 垫涂乐泰567密封胶查看110在两件端盖密封垫两面涂上乐泰 567密 封胶。120将一个密封垫贴在左边端盖结合面上, 一起装在左轴承座端面,用螺钉M8紧固端盖。密圭寸端盖螺钉M8紧固扳手试130在右边密封端盖中装入毡圈、挡圈,在 结合面上贴上密封垫,一起装在右轴承 座端面,用螺钉 M8X 20(6件)固定密圭
18、寸端盖。马达座进油口位置朝下方右侧查看140将马达座装在料斗右侧板凸园上, 使润 滑脂进油管安装槽口朝下方右侧, 用螺 钉、垫圈各8件固定,均匀拧紧。150测量马达座的安装孔及端面对搅拌轴 中心线的跳动误差,径跳最大允许值为 0.32mm,端跳最大允许值为马达座的安装1 )中心线 跳动跳动 w0.32mm杠杆百分表0.16mmt允许通过调整保证。孔对搅拌轴2)右端面 跳动跳动 w0.16mm杠杆百分表160应保证花键轴和花键套与液压马达花 键孔内端面之间有 2-3mm轴向间隙,不 允许预紧安装,检查花键轴及花键盘套端面与液压马达花键孔内端面之间间隙为A-B=2 3mm花键轴和花键170在花键套
19、内外键齿上涂满润滑脂,装在 花键轴上。再将液压马达对正花键安装 在马达座上,用螺钉 M10 (12件),套与液压马达之间间隙2 3mm深度游标尺将液压马达紧固。螺钉对角拧紧、分步 到位,拧紧力矩应均匀花键孔内端面游标卡尺180安装叶片:1)在搅拌轴上安装搅拌叶片座,左、右 叶片不得错位,按图示旋转方向,两 边料往中间送方为正确。转动搅拌液压马达螺钉M10X90紧固扳手试轴应无蹩力转不动现象。2)用螺栓 M12X 55GB5783-00 10.9 级、 垫圈、螺母各8件,将搅拌叶片座紧固 在搅拌轴上。拧紧力矩为 115搅拌叶片座1 )旋转方向两边料往 中间送为 正确查看10N.m(拧紧前螺栓、螺
20、母清洗风干后涂 螺纹锁固胶)。2)螺栓M12X 55拧紧力矩为 115 10Nm扭矩扳手四、主动力系统的装配装配顺序装配内容控制内容检验项目检验内容检验要求检验方法10将柴油机吊至托架平台上。联接螺栓涂乐泰277锁固胶清洗、风干、涂胶目测、手摸20用螺钉M16垫圈16GB93各4件,将前 支撑(1件)、右前支撑(1件)分别与双 板减震器SH500B两孔)连接紧固。螺钉M16预紧力情况拧紧力矩200 10Nm扭矩扳手30用螺钉M16垫圈16GB93各4件,将后 支撑(1)、后支撑与双板减震器SH500B(两孔)(2件)连接紧固。螺栓M12预紧力情况拧紧力矩85 5Nm扭矩扳手40将上述支撑座与减
21、震器的连接件,分别用螺栓 M12X 50、螺栓 M12X 60、垫圈、螺母按图示安装紧固于柴油机上。50用螺钉 M16X40GB70、垫圈 16GB93各8件将主动力系统的减震器与底板连接、紧固。60将联轴器的内花键盘用螺钉M10X35GB70.1-00、垫圈 10GB93-87 按图示 紧固柴油机上。联轴器1)螺钉M10X 35清洗、风干、涂胶查看拧紧力矩45 3Nm扭矩扳手70三联泵主轴上涂黄油,将联轴器的外花 键套用铜棒均匀敲击,至主轴轴肩处后 用螺钉M16(清洗涂锁固胶)2)锁紧螺钉M16清洗、风干、涂胶查看将其拧紧锁固。拧紧力矩290 10Nm扭矩扳手3)花键涂上润滑 脂查看80安装
22、泵座用螺钉 M10X25GB70.1-00和垫圈各12件将泵座与柴油机动力输岀端固定座连接紧固。拧紧力应均匀。泵座1 )端面跳动泵座端面 指定位置 的跳动磁力表架、百分表值最大不超过0.8mm90检查:将百分表座吸附在弹性联轴器的 端面上,表头调到距轴中心180mm左右 处,旋转柴油机输岀轴,2)螺钉M10X 25拧紧力矩45 3Nm扭矩扳手测量泵座端面指定位置的跳动值最大不超过0.8mm三双联泵螺钉M20X拧紧力矩扭矩扳手与泵座5055015N100将主油泵上联轴器的外花健套涂上润 滑脂,然后插入联轴器花键套孔中并使 主油泵配合止口完全装入泵座孔中,用螺钉 M20 X 50GB70.1 和垫
23、圈20GB93-87各4件将主油泵与泵座连接 紧固(二硫化钼润滑脂为宜)。主油泵的M口测压接头涂密封胶查看110在主油泵的M 口上拆下螺堵,装上测压 接头。螺纹处清洗风干涂螺纹密封胶后 紧固。五、油配管的装配LE WME iIHL f讣祝曲3a&装配顺序装配内容控制内容检验项目检验内容检验要求检验方法10当胶管从库房领岀后,各规格、型号的 胶管必须分区固定摆放在货架上,随用随取。禁止随意扔放、践踏胶管,各元器件规格、型号正确检查以免损坏胶管。状态无锈蚀、灰 尘,有封堵查看20装配前应清点各种阀、胶管、接头等各 液压元件的规格、型号和数量,尤其是 高、低压胶管和接头的规格型号标识标识清楚、 齐备
24、,查看不可搞错。各零部件应无破损和外观缺 陷,并有检验部门的合格证方能进行装 配。30各液压件必须清洗干净、无锈蚀、灰尘 和油污。所有钢管、胶管装配前曾用大 排量清洗机冲洗管腔。各液压油钢管长度满足胶管装配所需余量卷尺检查和液压元件在装配和转运过程中应将 外露的孔口部位用堵盖或封贴胶纸封 口(如图1所示)外观酸洗、磷 化,无毛 朿0、裂纹查看40钢管配管时长度应适当, 偏短时会使连 接胶管装配过紧绷直,或导致胶管弯曲 半径偏小而降低胶管的使用寿命;截面变化小查看偏长时会使连接胶管装配偏长,或导致 胶管弯曲半径偏大而产生冲击和干涉。 因此,应保证配制好的钢管能让使软管有5%左右的余量(如图2所示
25、)。 弯管只能采用切割机并在工装上下料, 不能使用氧割,下料后应去毛胶管接头部位外观质量密封圈完好查看刺并清洗;弯管时截面变化应控制在 10%以 内。管接头锥形表面无缺陷查看50钢管焊接前应倒坡口,焊接时与接头对 接位置应准确,不可错边从而影响钢管 截面、降低钢管的强度,也影响配焊焊缝光滑、美 观,无焊接 缺陷查看钢管的外观(如图 3所示)。焊缝连续 无假焊、虚焊、漏焊,焊后打磨焊缝至 光滑、美观,其外观呈凸起状,不可凹陷(如图4所示),否则应重新配 管或补焊。同时,钢管应无裂纹。管路走向美观,不相互干涉查看60装配过程中经热整形或配焊的所有钢 管必须重新经过酸洗、磷化、冲洗、高 压气嘴吹净后
26、,方可进行下步装配。70两根或多根钢管并行时,应保证钢管相 互平行,并用管夹固定(如图 5所示)。管夹螺钉清洗、风 干、涂锁固查看管夹螺钉装配时应清洗、风干、胶涂少量螺纹锁固胶后紧固。80法兰装配前,应确保结合面清洁干净, 避免污染物混入液压油;0形圈装配时 应涂少量黄油,放平摆正,不得扭曲,损坏;紧固螺栓应对角拧紧,分 步到位。0形圈涂黄油装 平,不得扭 曲查看90胶管装配紧固后应避免呈螺旋扭曲状态(如图6、图7所示)。胶管如果在此 状态下工作,一方面容易产生冲击、震动,影响系统压力的稳定性;另一方 面胶管在变应力的作用下, 受力条件恶 化,承载能力降低,从而缩短其法兰结合面清洁,无异 物查
27、看使用寿命。因此,胶管紧固后要检查胶 管上的标志线是否扭曲。螺栓对角拧紧, 分步到位扳手100为改善液压油的流动性和提高胶管的 有效性,应尽可能保证胶管有足够大的 弯曲半径,避免在小于最小弯曲半径的情况下装配胶管(如图 8所示)胶管标志线是否扭曲不扭曲查看110严禁只用一把扳手装配胶管。在装配胶 管时,应采用两把扳手进行装配,其中 一把叉住固定接头不动,另一把弯曲半径大于最小曲率半径查看、测量扳手叉住活接头转动直至紧固(如图9所示)120常用管接头靠油口端拧紧力矩连接,装配时,未标注紧固力矩大小的,按常 用管接头油口端拧紧力矩表规接头密封情况按要求拧 紧,无泄漏扭矩扳手、呆扳手定的大小装配,并用红色油性笔在两连 接件上划一连续红色线段作标记。标记线红色线段或白色线段查看130常用管接头靠胶管、钢管端拧紧力矩连 接,装配时,未标注紧固力矩大小的, 按常用接头相连接时的螺纹拧紧力矩表规定的大小装配并用红色油性笔在两连接件上划一连续红色线段作标记。紧固件预紧力控制按装配工艺要求执行扭矩扳手140已标注紧固力矩大小要求的螺栓或螺 钉,严格按工艺执行,并用白色油性笔 在两连接件上划一连续白色线作标标记线红色线段或白色线段查看记;未标注紧固力矩大小的,按常用 螺栓预紧力矩表规定的力矩大小,并 用红色油性笔在两连接件上划一连续红色线段作标记。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
