 灯座塑料模具设计
灯座塑料模具设计

《灯座塑料模具设计》由会员分享,可在线阅读,更多相关《灯座塑料模具设计(15页珍藏版)》请在装配图网上搜索。
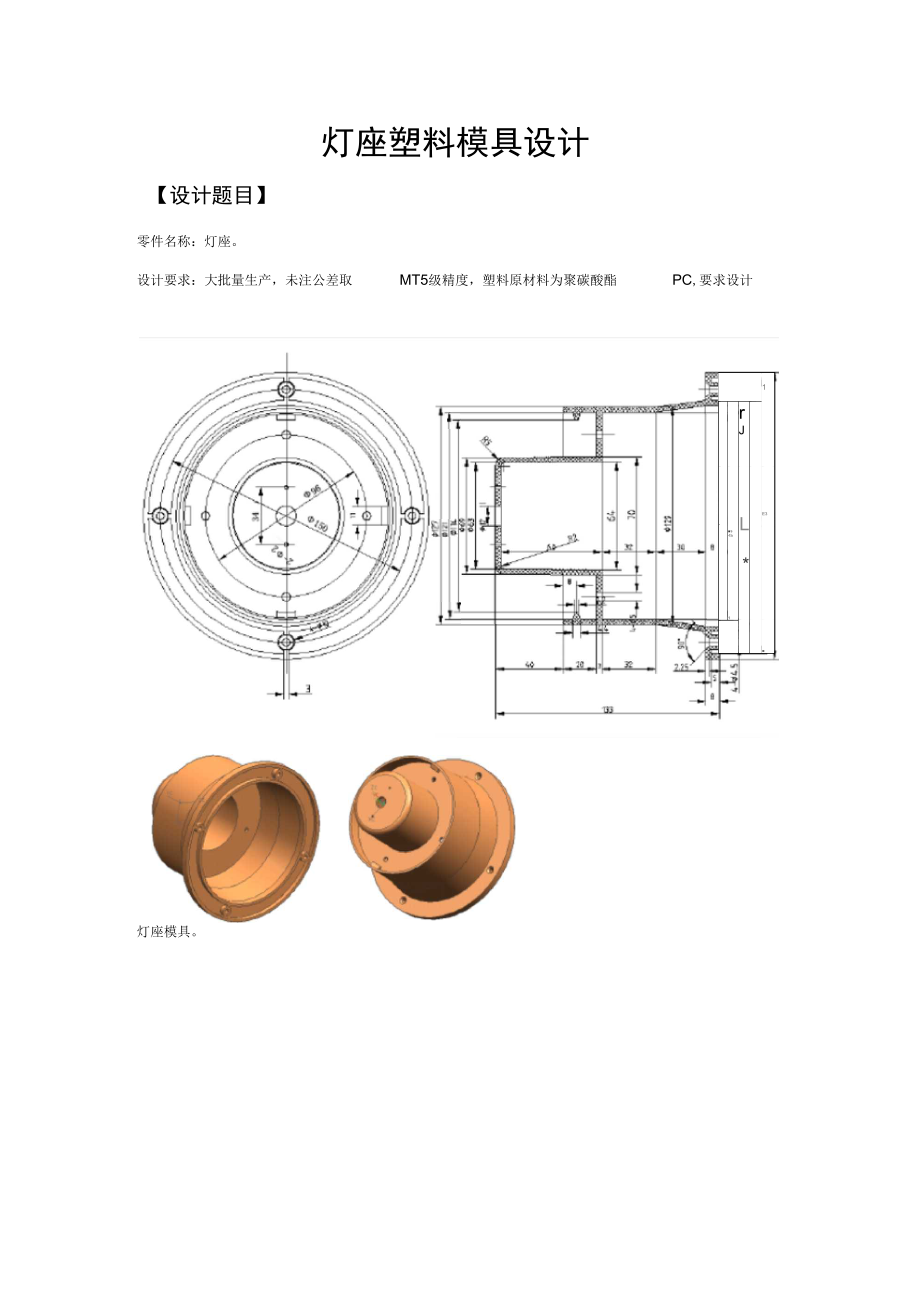
1、灯座塑料模具设计【设计题目】零件名称:灯座。设计要求:大批量生产,未注公差取MT5级精度,塑料原材料为聚碳酸酯PC,要求设计灯座模具。1rJ-s-fa1L*E3摘要(略)对全文内容进行简要概括,字数应该控制在150200字左右。关键词 (略)35左右1引言日用品,有时采用精度和强度不太高的塑料传动,由于塑料具有可塑性强,密度小、比强度高、结缘性、化学稳定性高、外观多样的特点,因而受到越来越多的厂家及人民的喜 爱。塑料工业是新兴的工业,是随着石油工业的发展而应而生的,目前塑料制件几乎已经进入一切工业部门以及人民日常生活的各个领域1。随着机械工业电子工业,航空工业、仪器仪表工业和日常用品工业的发展
2、,塑料成型制件的需求量越来越多,质量要求也越来越高, 这就要求成型塑件的模具的开发,设计制造的水平也须越来越高。本文也就对日用品中的灯座模具设计过程进行阐述。2塑件的工艺性分析2.1塑件的原材料分析聚碳酸酯PC的结构特点是:线型结构非结晶型材料,透明;使用温度:小于130C,耐寒性好,脆化温度-100 C;化学稳定性:有一定的化学稳定性,不耐碱、酮、酯等;性能 特点:透光率较高,介电性能好,吸水性小,但水敏性强(含水量不得超过0.2%),且吸水后会降解。力学性能很好,抗冲击抗蠕变性能突出,但耐磨性较差;成型特点:熔融温度高(超过3300C才严重分解),但熔体粘度大,流动性差(溢边值为0.06m
3、m,流动性对温度变化敏感,冷却速度快,成型收缩率小,易产生应力集中2。根据上面的原材料的特点再结合所制造塑件的形状得到以下结论:1 .熔融温度高且熔体粘度大,对于大于200g的塑件应用螺杆式注射机成型,喷嘴宜用敞开式延伸喷嘴,并加热,严格控制模具温度,一般在701200为宜,模具应用耐磨钢,并淬火。2 水敏性强,加工前必须干燥处理,否则会出现银丝、气泡及强度显著下降现象。3 易产生应力集中,严格控制成型条件,塑件成型后需退火处理,消除内应力;塑件壁不宜厚,避免有尖角、缺口和金属嵌件造成应力集中,脱模斜度宜取2。2.2 塑件的尺寸精度分析该塑件尺寸精度无特殊要求,所有尺寸均为自由尺寸,可按MT5
4、查取公差,其主要尺寸公差标注如下(单位均为mn):塑件外形尺寸:(略)孔尺寸:(略)孔心距尺寸:(略)2.3 塑件表面质量分析该塑件要求外形美观,色泽鲜艳,外表面没有斑点及熔接痕,粗糙度可取Ra0.4卩mb而塑件内部没有较高的表面粗糙度要求。2.4 塑件的结构工艺性分析(1)从图纸上分析,该塑件的外形为回转体,壁厚均匀,且符合最小壁厚要求。(2)塑件型腔较大,有尺寸不等的孔,如12、4-10、4-4.5、4-5它们均符合最小孔径要求。(3)在塑件内壁有4个高2.2 ,长11的内凸台。因此,塑件不易取出。需要考虑侧抽装置。 结论:综上所述,该塑件可采用注射成型加工。2.5 确定成型工艺参数查阅相
5、应的表格得出工艺参数见下表,试模时可根据实际情况作适当调整。表2.1 成型工艺参数预热和干燥温度t/ C 110120成型时间注射时间2090时间t /h812保压时间0 5料筒温度t/ C后段210240冷却时间2090中段230280总周期40 190聚碳酸脂前段240285螺杆转速n/(r min-1)28喷嘴温度t/ C240-250方法红外线灯模具温度t/ C70 (90:120后处理温度t/ C鼓风烘箱100110注射压力p/Ma80 130时间r/h8123成型零部件的设计3.1 型腔尺寸的确定型腔可采用整体式或组合式结构。由于该塑件尺寸较大, 最大达0 170mm且形状复杂,有
6、锥面过渡。若采用整体式型腔,加工和热处理都较困难。所以,采用拼块组合式,型腔的底部大面积镶拼结构。查有关手册3得PC的收缩率为Q =0.5 %0.7 %,故平均收缩率为:Scp=( 0.5+0.7 ) %/2=0.6 % =0.006,根据塑件尺寸公差要求,模具的制造公差取Z=A/ 3。表3.1型腔尺寸已知条件:平均收缩率 SCP =0.006mm模具的制造公差取 Z=A/ 3。类别零件图号模具/、零 件 名 称塑件尺寸计算公式型腔工作尺寸型 腔 的 计 算件25导滑板(型腔1)小 端 对 应 的 型 腔0 690-0.86Lm= (Ls+LsScp%-3/4 A) 0+eZ0 68.770+
7、0.220 700-0.860 69.780+0.223.2 型芯尺寸的确定型芯型腔可采用整体式或组合式结构。考虑模具温度调节,型芯采用整体式结构。表3.2型芯尺寸已知条件:平均收缩率 SCP =0.006mm模具的制造公差取 Z=A/3。别零类 件图号具/、零 件 名 称模塑件尺寸计算公式型芯工作尺寸腔 的 计 算型件25导滑板(型凸 对 应 的内内0 1140+1.14lm= (ls+lsScp%+3/4 A)0- eZ0 115.540-0.290 1210+1.280 122.680-0.32腔1)型芯4浇注系统的设计4.1 分型面的选择在选择分型面时,根据分型面的选择原则,考虑不影响
8、塑件的外观质量以及成型后能 顺利取出塑件,有两种分型面的选择方案。图4.1图4.2A. Ali图4.1小端为分型面,图4.2大端为分型面。本文采用图4.2这种方案,侧面抽芯机构设在动模部分,模具结构也较为简单。所以,选塑件大端底平面作为分型面较为合适。4.2 确定浇口形式及位置由于该塑件外观质量要求较高,浇口的位置和大小应以不影响塑件的外观质量为前提。同时,也应尽量使模具结构更简单。浇口位置在塑件内表面,不影响其外观质量。 可以采用潜伏式浇口,但采用这种浇口形式增加了模具结构的复杂程度。图4.3 潜伏式浇口点浇口是中心浇口的一种变异形式。采用几股料进入型腔,缩短流程,去除浇口时较 方便,但有浇
9、口痕迹。模具结构较潜伏式浇口的模具结构简单。图4.4 点浇口针浇口或菱形浇口,采用这种浇口,可获得外观清晰,表面光泽的塑件。但是模具需要设计成双分型面,以便脱出浇注系统凝料,增加了模具结构的复杂程度, 但能保证塑件成型要求。图4.5 针浇口或菱形浇口综合对塑料成型性能和浇口的分析比较,确定成型该塑件的模具采用点浇口形式。4.3 设计主流道及分流道形状和尺寸4.3.1 主流道设计根据手册查得xs-zy-250型注射机喷嘴的有关尺寸:喷嘴球面半径 R)=18mm喷嘴孔直径:do= $ 4mm根据模具主流与喷嘴的关系:R=R+(1 2)mmd=do+O.5 mm主流it图4.6 主流道4.3.2 分
10、流道的设计分流道的形状及尺寸与塑件的体积、壁厚、形状的复杂程度、注射速率等因素有关。该塑件的体积比较大,但形状不算太复杂,且壁厚均匀,可考虑采用多点进料方式, 缩短分流道长度,有利于塑件的成型和外观质量的保证。本例从便于加工的方面考虑,采用截面形状为半圆形的分流道。查有关手册得流道半 径 R=5mm图4.7 分流道5推出机构的设计5.1 推杆的设计根据塑件的形状特点,模具型腔在动模部分,开模后,塑件留在型腔。推出机构可采用推块推出或推杆推出。推块推出结构可靠,顶出力均匀,不影响塑件的外观质量,但塑件上有圆弧过渡,推块制造困难;推杆推出结构简单,推出平稳可靠,虽然推出时会在塑件上 留下顶出痕迹,
11、但塑件顶部装配后使用时并不影响外观。从以上分析得出:该塑件采用推杆推出机构。5.2 侧抽芯机构的设计抽芯距的计算S 抽=h+(2 3)= (121-114 ) /2+2.5 =6mm滑块倾角的确定本例抽芯距较小,选择a =10 。确定斜滑块尺寸斜滑块在件25导滑板中导滑,导滑板的高度设计为85mm斜滑块在件25导滑板中能导滑的行程40mm(考虑限位螺钉的安装尺寸和推出行程)。S 实际=tga X 40= tg10 x 48=0.176 x 40=7.04 mm S 抽满足抽芯距要求。图5.1 斜滑块抽芯图5.2斜销抽芯6注射机的选择6.1 计算塑件的体积和重量1 计算塑件的体积: V=2001
12、72.30 mm 3 (过程略)2计算塑件的重量:根据有关手册查得p =1.2K gdm 3所以,塑件的重量为:W=p V= 200172.30 X 1.2 X 10-3 = 240.20 g根据塑件形状及尺寸采用一模一件的模具结构,考虑外形尺寸及注射时所需的压力情况,参考模具设计手册初选螺杆式注射机:XS- ZY 250。6.2 模具闭合高度的确定和校核6.2.1模具闭合高度的确定根据标准模架各模板尺寸及模具设计的其他零件尺寸:定模座板 H定=45mm压板H压=25mm型芯固定板 H固=25mm型腔板H型=93mm,凹模镶块 H凹=65mm垫板H垫=35mm模脚H模=85mm模具闭合高度:H
13、闭=H足+H动+H导+H型+H固+H流+H定=85mm+35mm+65mm+93mm+25mm+25mm+45mm=373mm6.2.2 模具安装部分的校核该模具的外形尺寸为 365mnX 315mm, XS-ZY-250型注射机模板最大安装尺寸为598 X520,故能满足模具安装要求。XS-ZY-250型注射机所允许模具的最小厚度为Hmin=165mm最大厚度Hmax=350mr即模具不满足Hminw HK Hmax的安装条件。所以,另选注射机 XS-ZY-500,即可满足模具安装要求。6.3 模具开模行程校核经查资料型注射机XS-ZY-500的最大开模行程 s=500mm满足下式计算所需的
14、出件要求:s=H1+H2+a+(5 10)mm=40+133+95+7 =275mm此外,由于侧分型抽芯距较短,不会过大增加开模式距离,注射机的开模行程足够。经验证XS-ZY-500型注射机能满足使用要求,故可以采用。7模架的选择本塑件采用点浇口注射成型,根据其结构形式,选择A4型模架。7结论(略)注:此处应该从论文写作过程即模具设计过程中遇到了哪些问题,采用了什么方法进行解决,通过本篇论文的写作所获得心得等方面进行总结。(字数应在300字左右)【参考文献】1王志明,姚来根,李书绅等塑料制品在日常生活中的重要性学报,2003,23( 3): 156-162J.成都航空职业学院2 施梅梧,姚穆.塑料的品种及特性J.西北纺织工学院学报,2001,15( 2): 29-323 齐卫东.塑料模具设计与制造M.北京:高等教育出版社,2004: 1注:此处应该对论文写作过程中得到哪些老师、同学或同事等人的帮助予 以道谢。(字数应在100字左右)注:此处要将非标准的零件图和模具装配图附在此处。(零件图要用A4纸,装配图用A2纸,可以电脑绘图,也可以手绘)。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
