《渐开线直齿圆柱齿轮教学课件PPT齿轮加工》由会员分享,可在线阅读,更多相关《渐开线直齿圆柱齿轮教学课件PPT齿轮加工(20页珍藏版)》请在装配图网上搜索。
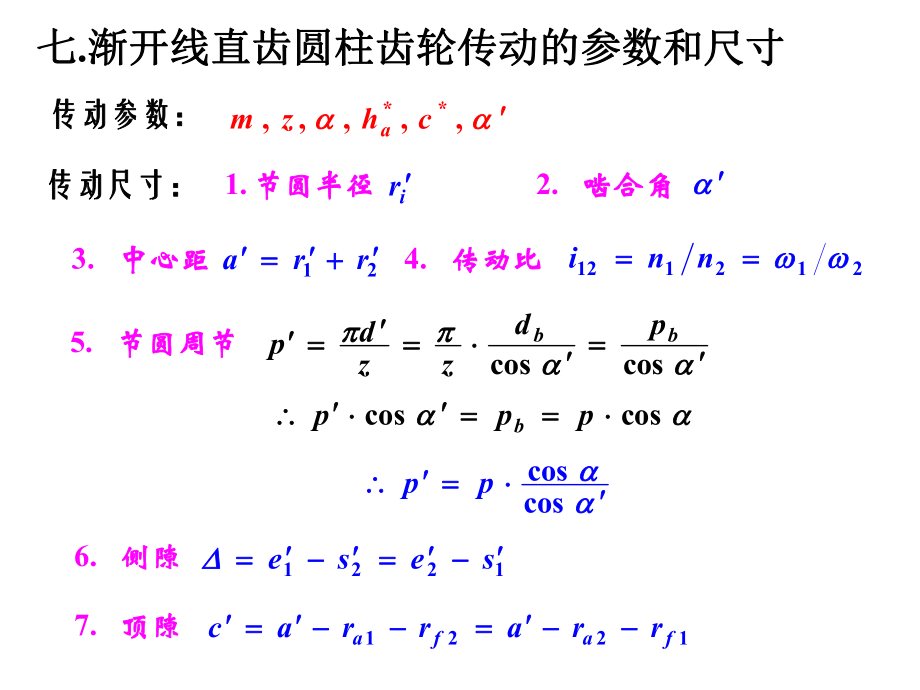
1、七七.渐开线直齿圆柱齿轮传动的参数和尺寸渐开线直齿圆柱齿轮传动的参数和尺寸传动参数:传动参数: ,*chzma传动尺寸:传动尺寸:1.节圆半径节圆半径ir 2. 啮合角啮合角 3. 中心距中心距21rra 4. 传动比传动比212112 nni5. 节圆周节节圆周节 coscosbbpdzzdp coscos pppb coscospp6. 侧隙侧隙1221sese 7. 顶隙顶隙1221fafarrarrac 1. 外啮合齿轮副外啮合齿轮副1).标准安装标准安装1)节圆半径节圆半径ir 2) 啮合角啮合角 3) 中心距中心距a )(21212121zzmrrrra 分度圆与节圆重合分度圆与节
2、圆重合iirr 标准中心距标准中心距12121212212112zzmzmzrrrrnni 4) 传动比传动比12impp 5)节圆周节节圆周节p 6)侧隙侧隙 01221 sesese 7)顶隙顶隙c cmchhhhrrarracfafafa *21212121)(2).非标准安装非标准安装1)节圆半径节圆半径ir 2) 啮合角啮合角 3) 中心距中心距a coscoscoscos2121arrrra分度圆与节圆分离分度圆与节圆分离iirr 121212212112zzrrrrnni 4) 传动比传动比12i5)节圆周节节圆周节p 6)侧隙侧隙 01221 sese 7)顶隙顶隙c ccac
3、 啮合点向齿定移动啮合点向齿定移动aa coscoscoscosmpp2. 齿轮齿条副齿轮齿条副1).标准安装标准安装齿轮分度圆与齿条分度线相切齿轮分度圆与齿条分度线相切1)节圆半径节圆半径ir 2) 啮合角啮合角 3) 中心距中心距a 齿轮分度圆与节圆重合;齿条分度线与节线重合。齿轮分度圆与节圆重合;齿条分度线与节线重合。11rr 4) 速速 比比mpp 5)节圆周节节圆周节p 6)侧隙侧隙 01221 sesese 7)顶隙顶隙c cmchhcaf *12 齿形角齿形角无意义无意义112121121mzrvvrvp 2).非标准安装非标准安装齿轮分度圆与齿条分度线相离齿轮分度圆与齿条分度线
4、相离v2 1O1N1 N2ha*mra1r1rf1= PB1B2= v2 1O1N1 N2ra1r1rf1 aPB1B21)节圆半径节圆半径ir 2) 啮合角啮合角 3) 中心距中心距a 齿轮分度圆与节圆重合;齿条分度线与节线齿轮分度圆与节圆重合;齿条分度线与节线分离分离。11rr 齿形角齿形角无意义无意义4) 速速 比比112121121mzrvvrvp mpp 5)节圆周节节圆周节p ra1r1rf1c a=ymra1r1rf1p =pp6)侧隙侧隙 tgym)(2 mycymcc)(* 7)顶隙顶隙c 分度圆分离系数分度圆分离系数 ymc3. 内啮合齿轮副内啮合齿轮副1).标准安装标准安
5、装两齿轮的分度圆分别与各自的节圆重合两齿轮的分度圆分别与各自的节圆重合啮合角啮合角等于分度圆压力角等于分度圆压力角 顶隙为标准值顶隙为标准值满足无侧隙啮合的要求满足无侧隙啮合的要求标准中心距标准中心距a)(21212zzmrra 2).非标准安装非标准安装两轮的节圆不再与各自的分度圆重合两轮的节圆不再与各自的分度圆重合传动的啮合角传动的啮合角不再等于分度圆压力角不再等于分度圆压力角 非标准中心距非标准中心距a coscosaa 6-6 渐开线齿轮的加工渐开线齿轮的加工一一. 齿廓切制的基本原理齿廓切制的基本原理齿轮加工方法齿轮加工方法粉末冶金法粉末冶金法铸造法铸造法热轧法热轧法冲压法冲压法模锻
6、法模锻法切制法切制法成形法成形法范成法范成法( (展成法展成法共轭法共轭法包络法包络法) )铣削铣削拉削拉削插齿插齿滚齿滚齿剃齿剃齿磨齿磨齿1. 成形法铣削成形法铣削1)铣削刀具)铣削刀具盘形铣刀和指状铣刀盘形铣刀和指状铣刀盘铣刀加工盘铣刀加工进给进给切削切削 分度分度指状铣刀加工指状铣刀加工分度分度切削切削 进给进给指状铣刀常用于加工大模数指状铣刀常用于加工大模数m20mm的齿轮和人字齿轮。的齿轮和人字齿轮。由由db=mzcos 可知,渐开线形可知,渐开线形状随齿数变化。要想获得精确状随齿数变化。要想获得精确的齿廓,加工一种齿数的齿轮,的齿廓,加工一种齿数的齿轮,就需要一把刀具。这在工程上就
7、需要一把刀具。这在工程上是不现实的。是不现实的。2. 范成法范成法(包络法或展成法包络法或展成法) 01)范成包络加工原理)范成包络加工原理2)刀具)刀具齿轮刀具齿轮刀具(如齿轮插刀如齿轮插刀)和齿条型刀具和齿条型刀具(如齿条插刀如齿条插刀和齿轮滚刀等和齿轮滚刀等)利用一对利用一对齿轮啮合原理齿轮啮合原理来加工齿廓,其一个齿轮(或齿条)作为刀具,另来加工齿廓,其一个齿轮(或齿条)作为刀具,另一个齿轮则为被切齿轮毛坯,刀具的一系列一个齿轮则为被切齿轮毛坯,刀具的一系列刀痕轨迹刀痕轨迹将被切齿轮毛坯包络将被切齿轮毛坯包络出齿轮的齿廓。共轭齿廓互为包络线。出齿轮的齿廓。共轭齿廓互为包络线。q齿轮插刀
8、加工齿轮插刀加工 0 0范成运动范成运动i= 0/ =z/z0切切削削运运动动让刀运动让刀运动用齿轮插刀加用齿轮插刀加工齿轮时,刀工齿轮时,刀具与轮坯之间具与轮坯之间的相对运动有的相对运动有范成运动范成运动切削运动切削运动进给运动进给运动让刀运动让刀运动刀具形状:刀具形状:象一个有刀刃的外齿轮,但其齿顶要高出象一个有刀刃的外齿轮,但其齿顶要高出c*m。切制方法:切制方法:轮坯与刀具按一定的传动比轮坯与刀具按一定的传动比i=z工件工件/z刀具刀具作啮合运动,同时刀具沿作啮合运动,同时刀具沿轴线上下运动以切出齿宽。轴线上下运动以切出齿宽。齿轮插刀齿轮插刀齿轮插刀加工外齿轮齿轮插刀加工外齿轮齿轮插刀
9、加工内齿轮齿轮插刀加工内齿轮q齿条插刀加工齿条插刀加工 v刀具形状:刀具形状:与标准齿条的齿形相同,只是与标准齿条的齿形相同,只是齿顶高出齿顶高出c*m部分,高出的部分,高出的c*m部分齿顶为圆弧齿廓。部分齿顶为圆弧齿廓。加工方法:加工方法:相当于齿轮与齿条的啮合,与齿轮插刀的加工方法相同。相当于齿轮与齿条的啮合,与齿轮插刀的加工方法相同。优点:优点:用一把插刀可以加工出用一把插刀可以加工出m、 相同而齿数不同的各种齿轮相同而齿数不同的各种齿轮(包括内齿轮包括内齿轮)。齿轮插刀加工齿轮插刀加工齿条插刀加工齿条插刀加工缺点:缺点:切削不连续,生切削不连续,生产效率较低。产效率较低。q齿轮滚刀加工
10、齿轮滚刀加工 0 0范成运动范成运动被加工齿轮被加工齿轮进给进给齿轮滚刀形状:齿轮滚刀形状:外形象螺旋,外形象螺旋,其轴剖面为一个齿条刀具。其轴剖面为一个齿条刀具。齿轮滚刀加工齿轮滚刀加工 0 0滚刀倾斜滚刀倾斜 范成运动范成运动被加工齿轮被加工齿轮滚刀滚刀进给进给进给进给 v 0切削切削 0滚刀轴剖面相当于齿条滚刀轴剖面相当于齿条相当于齿轮齿条啮合传动相当于齿轮齿条啮合传动tttt 优点:优点:用一把滚刀可以加工出用一把滚刀可以加工出 m、 相同而齿数不同的各种齿相同而齿数不同的各种齿轮,切削连续,生产效率轮,切削连续,生产效率高。高。缺点:缺点:不能加工内齿轮。不能加工内齿轮。为了切制出平行与齿坯轴线为了切制出平行与齿坯轴线的直齿,应使刀具的轴线偏的直齿,应使刀具的轴线偏转螺旋升角。转螺旋升角。范成法加工的特点:范成法加工的特点:同一刀具可以加工模数和压力角相同,齿数不同的齿轮同一刀具可以加工模数和压力角相同,齿数不同的齿轮刀具连续切削,生产效率高,精度高,用于批量生产。刀具连续切削,生产效率高,精度高,用于批量生产。
 渐开线直齿圆柱齿轮教学课件PPT齿轮加工
渐开线直齿圆柱齿轮教学课件PPT齿轮加工