《HFW焊缝组织结构对强韧性的影响(共7页)》由会员分享,可在线阅读,更多相关《HFW焊缝组织结构对强韧性的影响(共7页)(7页珍藏版)》请在装配图网上搜索。
1、精选优质文档-倾情为你奉上摘要:以X60级HFW焊管作为研究对象,分析了焊接区域的显微组织特点;通过测量焊接区域结构参数与力学性能,提出焊接工艺应当保证焊缝熔合线宽度控制在0.050.2 mm内。在820,870和980正火后,焊接区域组织粗大,冲击韧性偏低;920左右正火后焊缝区域组织细化,力学性能大大提升,通过对比发现在900930的温度区间下进行正火可使HFW焊管焊接区域的组织与力学性能均达到最好。0 前言 HFW焊管具有成本低,生产效率高,外型美观等优点,作为石油开采中的套管及油管、石油天然气输送管和配气管等被广泛使用。国内引进HFW焊管生产技术较早,但在消化吸收与创新等方面还有不足,
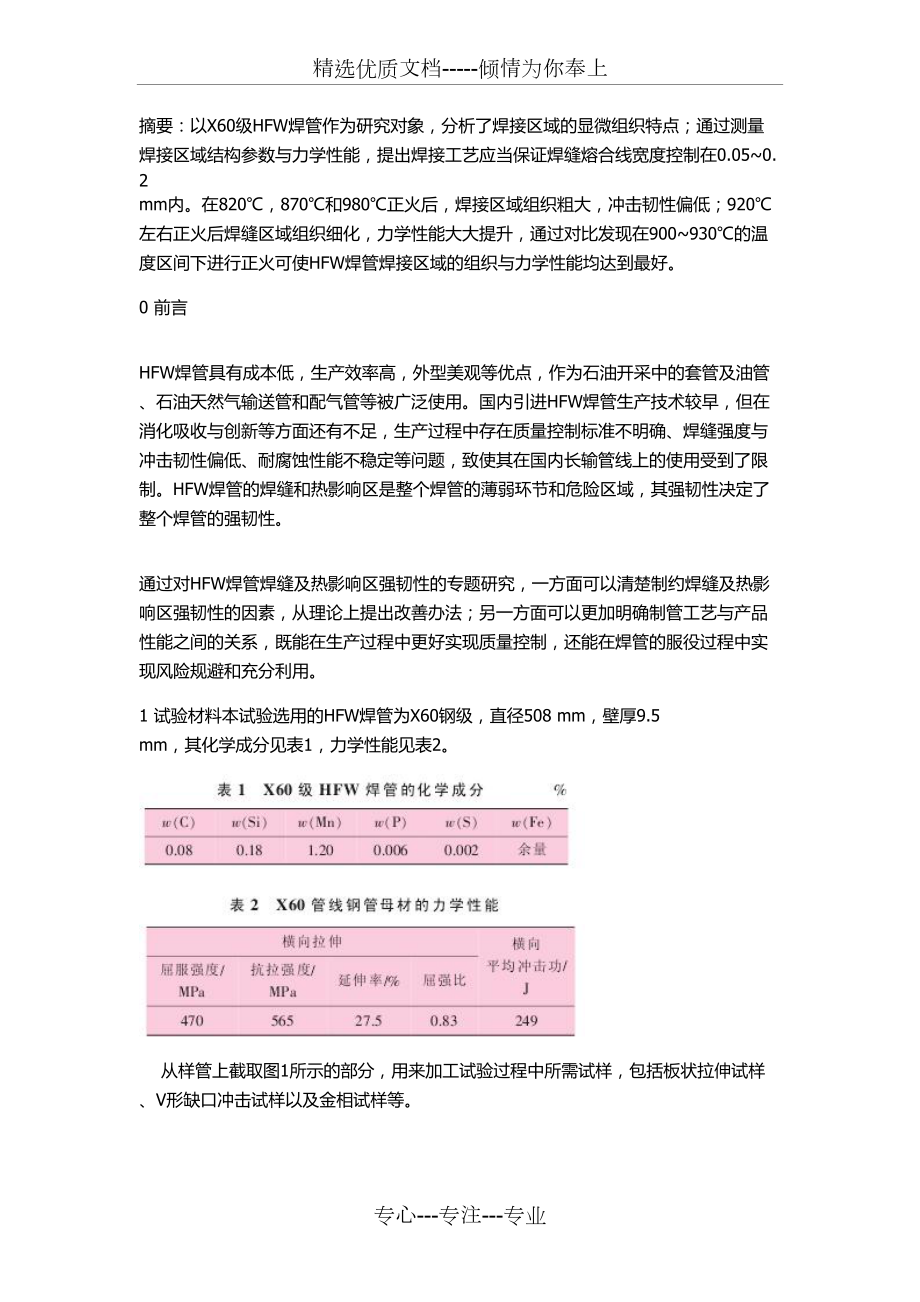
2、生产过程中存在质量控制标准不明确、焊缝强度与冲击韧性偏低、耐腐蚀性能不稳定等问题,致使其在国内长输管线上的使用受到了限制。HFW焊管的焊缝和热影响区是整个焊管的薄弱环节和危险区域,其强韧性决定了整个焊管的强韧性。 通过对HFW焊管焊缝及热影响区强韧性的专题研究,一方面可以清楚制约焊缝及热影响区强韧性的因素,从理论上提出改善办法;另一方面可以更加明确制管工艺与产品性能之间的关系,既能在生产过程中更好实现质量控制,还能在焊管的服役过程中实现风险规避和充分利用。1 试验材料本试验选用的HFW焊管为X60钢级,直径508 mm,壁厚9.5 mm,其化学成分见表1,力学性能见表2。从样管上截取图1所示的
3、部分,用来加工试验过程中所需试样,包括板状拉伸试样、V形缺口冲击试样以及金相试样等。 试样在马弗炉中进行正火,以模拟生产线上的热处理过程;拉伸试验在INSTRON 1341电液伺服拉伸试验机上进行;显微组织分析在XJP-6A金相显微镜上进行。2 试验结果及分析2.1 母材、焊缝及热影响区的显微组织图2为母材、焊缝及热影响区的金相显微组织。 X60钢的w(C)=0.08%,是少珠光体的微合金控轧钢,组织为极少数量的珠光体与占绝对多数量的铁素体。由于在冶炼和轧制过程中采用微合金化与控轧控冷,所以晶粒细小均匀,并伴有一定的带状组织。从图2(a)可以看出母材的显微组织主要是等轴细小的多边形铁素体,并伴
4、有少许珠光体,晶粒度为11.5级。焊缝熔合线组织粗大,以相互交错的针状铁素体为主,其晶粒比母材和热影响区都大很多,晶粒度为10级,如图2(b)所示。而对于热影响区而言,不同位置的晶粒度是有差异的,靠近熔合线的部位,晶粒稍显粗大,如图2(c)所示,但仍小于焊缝熔合线晶粒尺寸;在离熔合线较远的部位,晶粒越来越细,接近母材组织,甚至在腰鼓形边缘部位观察到的晶粒尺寸小于母材,如图2(d)所示。高频电阻焊的焊接升温很快,焊缝熔合部位处于过热状态,晶粒极易变大,并且温度越高奥氏体晶粒长的越快,越趋于形成粗大的奥氏体晶粒。从焊缝到母材方向,热影响区可以划分成为粗晶区、正火区、不完全正火区和回火区1,热影响区
5、的晶粒尺寸沿此方向先增大后逐渐变小。2.2焊接区域结构参数与力学性能之间的关系HFW焊管焊接区域的结构参数主要包括腰鼓形、熔合线、金属流线和中心距,如图3所示2。 对加工好的冲击试样和拉伸试样进行结构参数的测量,并与强韧性试验结果对照,结果见表3。 从表3可知抗拉强度比较低的试样为L03,L05和L08,其中L03和L08表现出强度和韧性都较差的特点。对于L08而言,熔合线宽度达到0.39 mm,为试样中最宽的,可能是焊接过程加热时间太长而致,这会导致氧化物夹杂聚集,成为裂纹源。 熔合线过宽或过窄都会使得焊缝性能下降。当熔合线太宽时,表明焊接过程中加热时间太长(即焊接速度太慢)或焊接线热量太高
6、,致使焊缝严重脱碳,组织粗大;另一方面,也会伴随氧化物杂质的聚集,可能成为焊缝开裂的裂纹源,这对其性能极为不利。当熔合线较窄时(低于0.05mm),表明焊接时挤压力过大或线能量不足,同时伴随着金属流线角很大。熔合线较窄时,线能量不足导致的低温焊接会使金属结合强度大受影响,脆性显著增加,焊缝强度也比较低,这种情况应尽量避免。 目前,对熔合线宽窄度的控制,世界各国还没有统一规定,一般为企业的内控标准。譬如,日本新日铁规定熔合线宽度为0.020.2mm,日本川崎为0.070.13mm,德国规定为0.020.12mm,韩国PSP公司则要求控制在0.050.3mm。我国焊管行业曾有人认为,将熔合线宽度控
7、制在0.020.11 mm最合适3。 严格控制熔合线宽度对于焊接质量尤为重要。结合前文测试数据以及文献中的介绍,建议熔合线宽度(特指几何中心线处的宽度值fn)在0.050.2 mm之间比较合适,内外壁熔合线宽度(fi与fo)以0.250.4 mm之间为佳。至于金属流线夹角,以在5065之间为宜。2.3 焊后正火对于焊接区域显微组织的影响 焊缝热处理是HFW焊管生产过程中一个非常重要的工序,经过热处理,焊接时形成的硬化组织会得到适当改善。本试验结合生产中的实际情况,分别选取820,870,920,950和9805个温度,每个温度下的试样在马弗炉中进行正火热处理,以模拟生产过程中的在线热处理,保温
8、时间为5 min。 图4为5种不同正火温度下焊接区域金相显微组织的对比。可以看出,焊接区域经过正火之后,金属流线已经不存在,熔合线与热影响区的组织近于一致。焊接区域在820正火以后,可以观察到大块的多边形或准多边形铁素体,没有实现组织均匀化,这是因为820的正火温度低于X60钢的AC3温度,故而焊接区域处在双相区间,加热过程中,碳原子向奥氏体中富集,贫碳的铁素体不断长大,从而出现宽的铁素体带4。870正火,处在奥氏体单相区与双相区的临界地带,正火所得组织与820正火结果相似,组织更大一些。920和950正火温度高于相变点温度,经过正火,焊缝与热影响区组织完全均匀,以多边形铁素体为主,并伴随少许
9、的珠光体,但950正火后铁素体晶粒已明显表现出粗大化趋势。980正火以后的焊接区域铁素体晶粒变得十分粗大,多边形铁素体间含有珠光体,组织不很均匀,说明该正火温度对于HFW焊缝及热影响区而言过高。在线焊缝热处理与试样在热处理炉中整体加热不同,在线焊缝热处理有两个特点:一方面,它是通过中高频感应加热,加热速度快,管壁厚度方向的温度不均匀5;另一方面,它是采用局部加热,冷却速度很快,在热处理温度下生成的晶粒少,因而加热温度可适当高一些。2.4正火对焊接区域力学性能的影响2.4.1拉伸强度 对焊接区域分别进行820,870,920,950和980温度下的正火热处理,然后再测试各试样的拉伸强度,结果如图
10、5所示。 由图5可见,随着正火温度的提高,焊缝的抗拉强度会逐渐下降,但在920的正火温度下处理时,由断裂位置可知此时焊缝强度与母材强度相当。2.4.2冲击韧性 试样热处理前后的冲击功的变化对比如图6所示。由图可见,经过正火热处理,焊缝及热影响区的冲击韧性大大改善,提升非常显著。因此,对于HFW焊缝及热影响区而言,焊接之后的再次正火热处理对于改善其性能极为重要。 试样冲击功与正火温度的关系曲线如图7所示。由图可见,正火温度对于焊缝的冲击韧性影响非常大。在820920,韧性随正火温度升高而呈上升趋势;超过920,冲击韧性随正火温度升高而下降。当正火温度太低时,如820,焊接区域组织并未得到改善,相
11、应韧性也未得到提升;当正火温度太高至980时,铁素体晶粒严重粗化,韧性显著降低。只有经过合适温度的正火处理,焊缝韧性才会大幅提升,经过900930之间的正火后,焊缝会获得优良的冲击韧性。这与显微组织的分析结果是一致的。3 结论(1)焊缝熔合线处晶粒粗大,为交错的针状铁素体;热影响区的晶粒尺寸从熔合线到母材方向先增大后逐渐变小;母材的显微组织以等轴细小的多边形铁素体为主,伴有少许珠光体。(2)对于X60级准508 mm9.5 mm HFW焊管焊缝而言,熔合线宽度(fn)控制在0.050.2 mm之间较合适,内外壁熔合线宽度(fi与fo)以在0.250.4 mm之间为佳,金属流线夹角在5065之间为宜。(3)热处理之前,焊缝熔合线与热影响区区分明显,晶粒尺寸有较大差异;而在热处理之后,焊缝熔合线与热影响区组织形貌趋于近似或一致,金属流线消失,晶粒尺寸相近。(4)焊接区域的抗拉强度随正火温度升高而下降,且在920左右的正火热处理后,与母材基本相等。(5)正火热处理后的焊缝及热影响区,冲击韧性大大提高,正火温度在900930之间时,X60级HFW焊管焊接区域的冲击韧性达到最高。专心-专注-专业
 HFW焊缝组织结构对强韧性的影响(共7页)
HFW焊缝组织结构对强韧性的影响(共7页)