 激光模压彩虹全息图的制作原理及工艺
激光模压彩虹全息图的制作原理及工艺

《激光模压彩虹全息图的制作原理及工艺》由会员分享,可在线阅读,更多相关《激光模压彩虹全息图的制作原理及工艺(3页珍藏版)》请在装配图网上搜索。
1、激光模压彩虹全息图的制作原理及工艺葛宏伟 裴 敏 许 蕾 张肇群(武汉华工图像股份有限公司)摘 要 阐述了激光模压彩虹全息图的制作原理及工艺, 叙述了制作模压彩虹全息图的三个主要过程, 即激光摄制原版全息图、电铸成型制金属模板及全息图的模压复制. 提出了制作模压彩虹全息图的技术关键, 如原 版全息图的拍摄 与处理方法, 光刻胶全息图的拍摄与处理方法等, 并对这些技术关键进行了阐述.关键词 激光全息; 模压彩虹全息图; 激光技术分类号TB 877. 11948 年, 英国科学家 D. Gabo r 发明了全息术, 它能够记录和再现物体的三维信息, 是传统照 相技术的一次质的飞跃, 引起了人们的广
2、泛关注.随着激光的出现, 从 60 年代起, 全息照相得到了很快的发展. 70 年代 B en to n 提出彩虹全息术, 用 激光记录, 白光再现, 使人们在普通的白炽光下能看到五彩缤纷、立体感很强的彩虹全息图. 80 年 代诞生了模压彩虹全息图, 使全息技术从实验室 走向市场转化为生产力, 并成为当今应用研究的 活跃领域.在制作模压彩虹全息图时, 引入空间频率编码技术和加密技术, 使其具有防伪性能; 再加上模 压全息图的制作技术难度很大, 因此, 模压全息图 已成为当今各国公认的一种有效的防伪手段. 从80 年代中期起模压全息图大量进入商业市场, 在 货币、证券, 商品防伪标志, 促销、包
3、装、出版、广告 等领域得到日益广泛的应用. 近年来, 我国的激光 全息产业发展较快, 为社会提供了大量的激光全 息防伪产品, 对打假防伪起到了很好的作用, 收到了显著的社会效益.I (x , y ) 1O (x , y ) 1 2 =1A 0 (x , y ) exp j (x , y ) 1 2 = A 2 ()( )0 x , y ,1由公式 ( 1) 知底片只记录了光强, 而把包含在(x , y ) 的位相因子丢失了. 因此普通的照片仅是 一张二维光强分布的平面图像, 而不反映物体的 位相信息, 没有立体感.如果能在照像时加入一束参考光, 就能把位 相信息转换为光强分布的变化, 这样既可
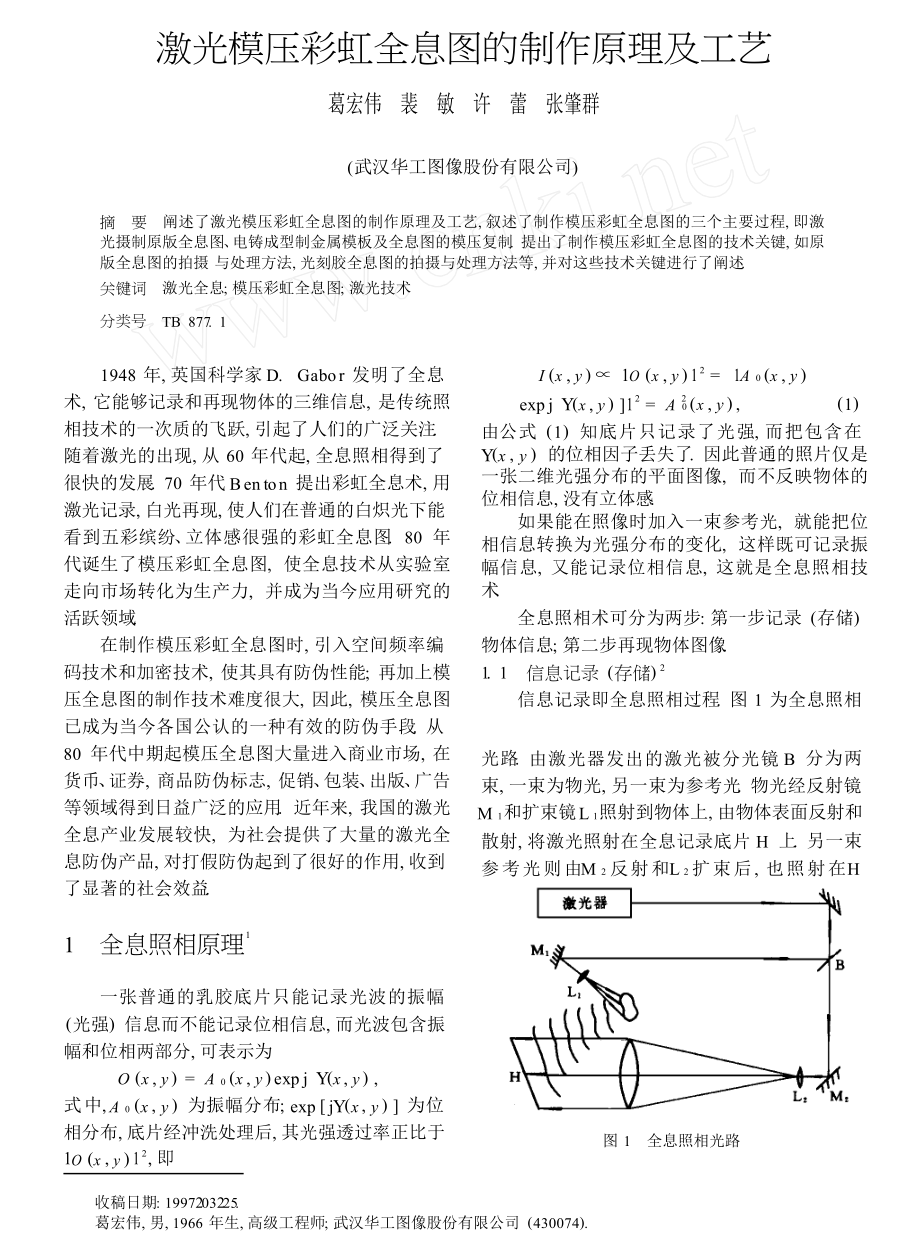
4、记录振 幅信息, 又能记录位相信息, 这就是全息照相技 术.全息照相术可分为两步: 第一步记录 (存储)物体信息; 第二步再现物体图像.1. 1 信息记录 (存储) 2信息记录即全息照相过程. 图 1 为全息照相光路.由激光器发出的激光被分光镜 B分为两束, 一束为物光, 另一束为参考光. 物光经反射镜M 1 和扩束镜 L 1 照射到物体上, 由物体表面反射和散射, 将激光照射在全息记录底片 H上. 另一束参 考 光 则 由M 2 反 射 和L 2 扩 束 后 , 也 照 射 在H1全息照相原理1一张普通的乳胶底片只能记录光波的振幅(光强) 信息而不能记录位相信息, 而光波包含振 幅和位相两部
5、分, 可表示为O (x , y ) = A 0 (x , y ) exp j (x , y ) ,式 中, A 0 (x , y ) 为振幅分布; exp j(x , y ) 为位 相分布, 底片经冲洗处理后, 其光强透过率正比于1O (x , y ) 1 2 , 即图 1 全息照相光路收稿日期: 1997203225.葛宏伟, 男, 1966 年生, 高级工程师; 武汉华工图像股份有限公司 (430074).华 中 理 工大 学 学 报1997 年58上. 这样, 由同一单色光源发出的两束光同时照射到底片 H 上, 根据光学干涉原理, 在 H 的感光面 上形成一个干涉场, 此干涉场就记录了物
6、体的振 幅和位相信息.型制金属模板及模压复制.2. 1 激光摄制原版全息图3记录原版全息图即用光致抗蚀剂板 (光刻胶 版) 作为记录介质摄制浮雕型白光再现全息图, 这是整个模压技术最重要的工序之一, 它关系到 电成型的成败和模压全息图的质量. 一般有以下 几种记录方法:a. 两步记录法. 第一步, 首先用银盐全息干 板记录物体的菲涅尔全息图, 即利用激光与光学元件将从物体漫反射来的激光与另一束参考光在 全息干板处干涉. 曝光后经标准的暗室处理即成 为全息图. 为增大模压全息图的视场, 应尽量增大主全息图的面积. 由于是银盐全息干板, 激光可使 用氦氖激光器.第二步, 在主全息图后加狭缝. 用氩
7、离子激光 器或氦镉激光器发出的激光, 经准直后沿原参考 光的共轭方面照明主全息图, 在赝实像的位置放置光刻胶板进行记录, 经显影处理后, 就得到一张 浮雕型的白光重现彩虹全息图, 这就是模压全息 图制作工序中最原始的母全息图.为了说明干涉场的记录原理, 设 O (x , y )为物光光波, R (x , y )为参考光光波, 且令O (x , y ) = A O (x , y ) exp j (x , y ) ;R (x , y ) = A R (x , y ) exp j (x , y ) ,则干涉场复振幅分布U H (x , y ) = O (x , y ) + R (x , y ) ,而
8、光强分布I H (x , y ) 1O (x , y ) + R (x , y ) 1 2 =A 2O (x , y ) + A R (x , y ) +22A OA R co s (x , y ) -(x , y ) ,式中, 第一项 A 2 x , y为物光强度, 在底片上形O ()成物光分布; 第二项 A 2 x , y 为参考光强度, 在底片上形成均匀背景; 第三项为两束光的相干项,R ()显然, 此项已记录了物体位相信息, 它是由干涉场的光强分布的变化而记录下来的, 而且这种分布 是余弦分布, 也就是说在干涉场内形成了随余弦变化的干涉条纹, 正是这些干涉条纹记录了物光 的位相信息,
9、所以全息图就是由干涉条纹的分布 组成的. 干涉条纹的密度以空间频率表示, 底片的空间频率是由物光和参考光夹角的大小决定的.例如, 两束光的夹角为 45, 则每 mm 有 1 200 对 条纹, 可见全息图是非常精细的.1. 2 底片处理和物光再现全息底片是由超微粒卤化银感光材料制成 的, 它的分辨率比普通底片高得多. 在显影、定影处理中, 要注意控制曝光量和显影时间, 使底片的 透过率与光强呈线性关系.全息图再现时, 一般用与参考光相似的照明光照射全息图. 当单色点光源发的一束光照射全 息片时, 干涉条纹就对入射的光波产生衍射, 再现一步记录法. 在物体之后放一个狭缝, 通b.过透镜成像, 将
10、光刻胶板放在成像平面与狭缝之间直接记录. 这种方法的优点是噪声小, 但视场和 曝光能量受透镜相对孔径的限制.掩模法. 这是将图案的高反差透明片贴于c.光刻胶表面直接一次曝光记录的方法. 特点是光能利用率高, 但只能拍摄二维表层平面图案.彩虹全息图一类是直接以三维物体为目标, 另一类是在纵向分层, 而每一层都可以是透明片, 也可以是三维物体, 最终制成分层模压全息图, 对 各分层的透明片可分别曝光, 并且在每次曝光前, 可调整参考光与物光的干涉角度, 这就是对全息 图进行假彩色编码, 全息图再现时就可看到色彩 丰富, 不同层次的图案.目前, 根据全息术的原理拍出一张全息图已 不是一件很困难的事,
11、 但要制出一张图像清晰、色 彩鲜艳, 能适用于工业化生产和作为商品的全息图, 却涉及到许多非常复杂的技术和工艺问题, 因 而变得十分困难. 其中关键技术有: 在母全息图 拍摄中的假彩色编码方法, 提高防伪级数的方法, 光刻胶全息图的拍摄与处理方法以及母全息图的 处理方法, 而假彩色编码技术就可用多种方法实 现. 又如光刻胶全息图的拍摄和处理也是一项极复杂、要求极细心的工作, 拍出的光刻胶全息图要 求有高的衍射效率并保证表面尽可能清洁无损.用于防伪领域的彩虹全息图, 在使用中要求出两个像, 一个为实像 O , 另一个为与 O共轭的虚像 O , 它就是原物体的三维再现像. 因此观察再现像时, 要有
12、一定的方向性, 如在再现像 O 处 加入全息底片, 并引入参考光, 则可将再现像 O记录下来.模压彩虹全息图2全息图的模压复制是国际上 80 年代初发展起来的, 它成功地解决了全息图大批量生产的问 题, 使全息术从实验室走进社会. 模压全息图的制作主要分为三个阶段; 激光摄制原片全息图, 电成 1994-2013 China Academic Journal Electronic Publishing House. All rights reserved. 第 9 期葛宏伟等: 激光模压彩虹全息图的制作原理及工艺59具有图像清晰、色彩丰富、层次分明、信噪比高、防伪性好、装饰性好的特点, 但防伪
13、用全息图一般面 积较小, 内容密度大, 普通的彩虹全息术难以达到 以上效果. 近年来, 经过全息工作者不断的研究探 索, 一些新的方法已应用到产品中去, 如二维多层 假彩色编码方法, 调制多曝光假彩色编码方法, 真 彩色的二维、三维拍摄方法, 合成全息图拍摄方 法, 动态全息图拍摄方法, 提高全息图防伪级数的 加密方法. 还有一些技术是将实验室技术加以改 进提高, 使其转化为应用技术等等. 而在实际制作 过程中, 全息工作者通常将 2 3 种方法应用于 一种防伪标识中, 综合交叉使用, 可以大大提高产 品的防伪效果和艺术效果.2. 2 电成型制金属模板电成型也称电铸, 目的是将光刻胶板上的浮
14、雕全息图像转移到金属板上, 以便在模压机上作 为“压印模板”, 对热塑性薄膜进行大批量复制. 过程简述如下.光刻胶的铸前清洗是清除胶层表面的油污和 杂质, 以确保图像的保真度和镀层的牢固性; 然后 进行敏化或活化处理, 使光刻胶板的表面离子化, 形成均匀分布的离子颗粒反应中心; 再进行化学镀, 这是在光刻胶的表面上镀上一层颗粒极细的 金属, 使表面上浮雕条纹转移到金属层上, 同时也 在不导电的光刻胶表面上形成了薄薄的一层导电 层; 随后进行电铸, 这是在电铸槽中进行的, 调整 电流的大小及时间的长短, 以得到所需厚度的金属模板, 然后还要经过剥离、纯化和翻铸, 处理到 第四代才能作为模压用的金
15、属板.整套电成型技术是一项涉及到化学分析、电化学、表面处理的综合技术, 而有些工序的工艺是当今世界最先进的工艺. 此外在整个电铸过程中,还要不断地对电解液进行化学分析, 样品分析, 调整各类化学药品的成分, 调整电流和 pH获得具有平整度、硬度、耐久性好的模板.2. 3模压复制值以求全息图的模压复制就是把电铸得到的模板安装到精密模压机上, 在一定的温度、压力下将模板 上的条纹光栅转移到反光薄膜上, 从而实现全息 图的大批量生产. 由于全息图的光栅条纹是非常精细的, 每 mm内多达 1 000 1 500 条, 而深度只有万分之一 mm 数量级, 因此对材料及操作的要求非常严格.对于不干胶模压全
16、息图一般有两种方法, 一 种是利用透明的 PV C 膜压印然后进行镀铝, 另 一种是直接用镀铝 P E T 膜压印, 最后涂上不干 胶, 分切模切后即成产品.在模压材料一定的情况下, 相应的模压工艺 是获得高质量全息图的保证. 主要工作参数温度 和压力将直接影响图像的清晰度, 此外, 模压轴、 母板的延展等也将影响图像的质量, 这些都是模 压过程中应严加注意的.参考文献刘 守, 徐大雄. 实用全息摄影术. 北京: 邮电部出版社, 1989.于美文, 张静方. 全息显示技术. 北京: 科学出版社,1989.张肇群. 光电信息处理导论. 武汉: 华中理工大学出版 社, 1992.123The Pr
17、 in c ip le an d Proce ss ofthe Prepa ra t ion of anEm bo ssed L a ser Ra in bow Ho logramG e H on gw e iP e i M inX u L e iZ h a n g Z h a oqu nA bstra c t T h is p ap e r is co n ce rn ed w ith th e p r in c ip le an d p ro ce ss o f th e p rep a ra t io n o f an em bo ssed la se r ra in bow ho lo
18、 g ram. T h e th ree m a jo r p ro cedu re s, n am e ly, m ak in g th e o r ig in a l ho lo g ram w ith la se r, e lec t ro fo rm in g th e m e ta l p a t te rn p la te an d em bo ssin g th e ho lo g ram b y rep lica t io n , fo r m ak in g th e em bo ssed ra in bow ho lo g ram , a re de sc r ib ed.
19、 Som e k ey tech no lo g ie s su ch a s th e tak in g an d p ro 2 ce ssin g o f th e o r ig in a l ho lo g ram an d p ho to re sist a re p ropo sed an d d iscu ssed in de ta il.Keyword s la se r ho lo g rap h y; em bo ssed ra in bow ho lo g ram ; la se r tech no lo gyGe Hon gwe iSen io r E n g in ee r;Im age T ech no lo gy D eve lopm en t L td. , HU ST , W u h an 430074,C h in a. 1994-2013 China Academic Journal Electronic Publishing House. All rights reserved.
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
