《压力等级Class和公称压力对照表》由会员分享,可在线阅读,更多相关《压力等级Class和公称压力对照表(3页珍藏版)》请在装配图网上搜索。
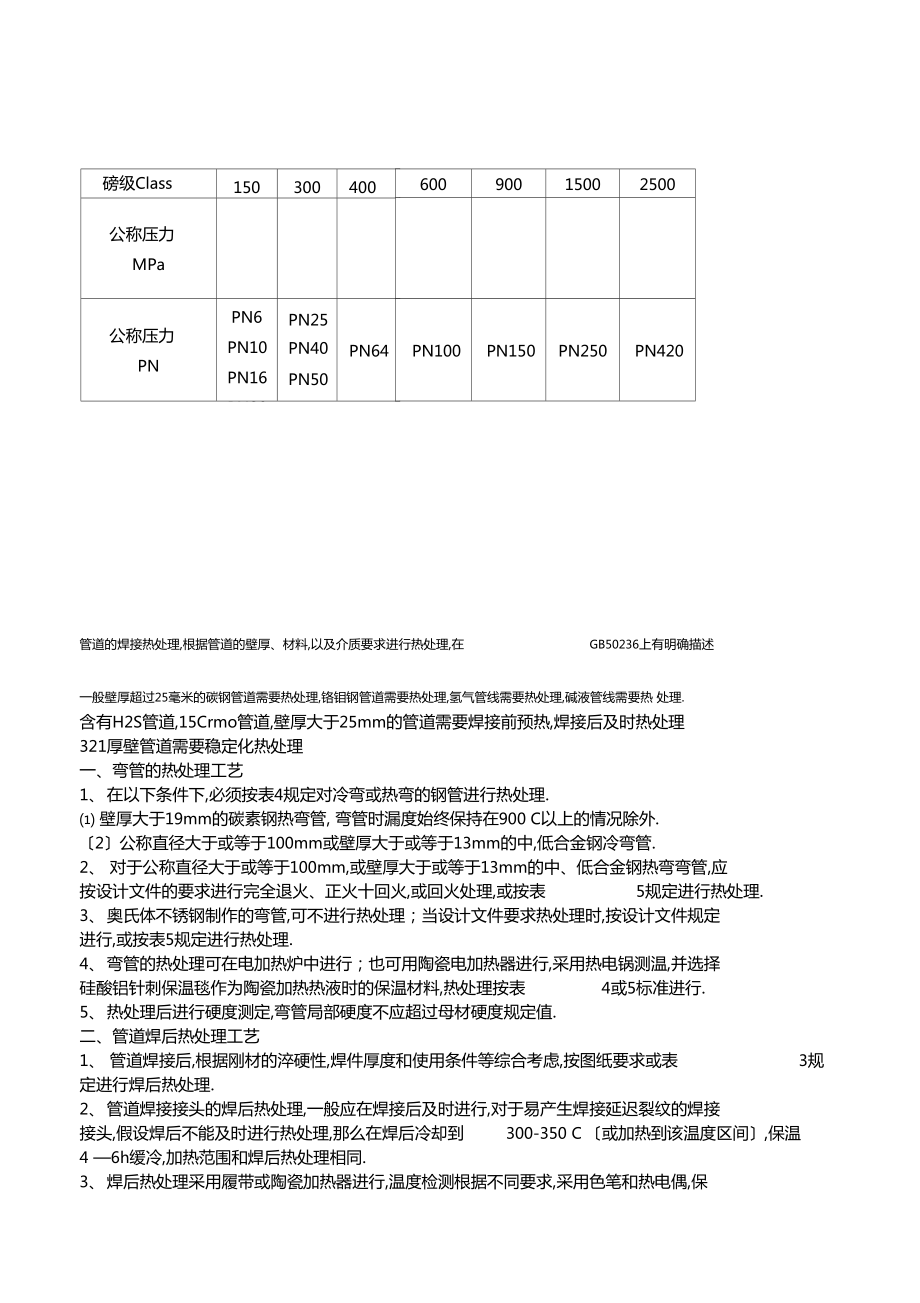
1、磅级Class150300400公称压力MPa公称压力PNPN6PN10PN16PN20PN25PN40PN50PN6460090015002500PN100PN150PN250PN420管道的焊接热处理,根据管道的壁厚、材料,以及介质要求进行热处理,在GB50236上有明确描述一般壁厚超过25毫米的碳钢管道需要热处理,铬钼钢管道需要热处理,氢气管线需要热处理,碱液管线需要热 处理.含有H2S管道,15Crmo管道,壁厚大于25mm的管道需要焊接前预热,焊接后及时热处理 321厚壁管道需要稳定化热处理一、弯管的热处理工艺1、在以下条件下,必须按表4规定对冷弯或热弯的钢管进行热处理. 壁厚大于1
2、9mm的碳素钢热弯管, 弯管时漏度始终保持在900 C以上的情况除外.2公称直径大于或等于100mm或壁厚大于或等于13mm的中,低合金钢冷弯管.2、 对于公称直径大于或等于100mm,或壁厚大于或等于13mm的中、低合金钢热弯弯管,应 按设计文件的要求进行完全退火、正火十回火,或回火处理,或按表5规定进行热处理.3、奥氏体不锈钢制作的弯管,可不进行热处理;当设计文件要求热处理时,按设计文件规定 进行,或按表5规定进行热处理.4、弯管的热处理可在电加热炉中进行;也可用陶瓷电加热器进行,采用热电锅测温,并选择硅酸铝针刺保温毯作为陶瓷加热热液时的保温材料,热处理按表4或5标准进行.5、热处理后进行
3、硬度测定,弯管局部硬度不应超过母材硬度规定值.二、管道焊后热处理工艺1、 管道焊接后,根据刚材的淬硬性,焊件厚度和使用条件等综合考虑,按图纸要求或表3规 定进行焊后热处理.2、管道焊接接头的焊后热处理,一般应在焊接后及时进行,对于易产生焊接延迟裂纹的焊接接头,假设焊后不能及时进行热处理,那么在焊后冷却到300-350 C 或加热到该温度区间,保温4 6h缓冷,加热范围和焊后热处理相同.3、焊后热处理采用履带或陶瓷加热器进行,温度检测根据不同要求,采用色笔和热电偶,保 温材料采用硅酸铝针刺保温毯,保温宽度从焊缝中 R算起每侧不小于管子壁厚的5倍.4、 焊后热处理的加热范围;以焊缝中央为基准,每侧
4、不应小于焊缝宽度的3倍,且不小于 60mm.5、焊后热处理的加热速率、恒温时间及降温速率,应符合以下规定. 加热速率.升温至3O0 C后,加热速率不应超过220 x 8C/h S为壁厚,mm,且不大 于 220 C/h.2恒温时间,碳素钢每毫米壁厚为 2;合金钢每毫米壁厚为3min,且不小于30min. 冷却降温速率降;恒温后,冷却速率不得超过275 x C/h且不大于275 C/h.300C 以下自然冷却.6、异种金属焊接接头的焊后热处理要求,按合金成分较低侧的金属确定,热处理温度不超过 该钢材的下临界点AC1.7、 焊后热处理后,焊缝及母材上焊接热影响区的硬度值:碳索钢不应超过母材的120
5、%,台合 钢不应超过母材的125 %,当硬度超过规定时,应重新进行热处理,并仍须作硬度测定.硬度 检查的位置.每条焊缝不少于I处,每处各测焊缝、热影响区、母材三点,当管外径大于57 mm 时,检查热处理焊口数的10%以上,当管外径小于等于57mmS时,检查热处理焊口数的5% 以上.闸阀 A105 13Cr/13Cr/13Cr CL800 NPT API602 BB-BG-OS& 长度执行:制造厂标准DN40NPT是National (American) Pipe Thread的缩写,属於美国标准的60度锥管螺纹,用於北美地区.国家标准可查阅 GB/T12716-1991 PT 是Pipe Th
6、read 的缩写,是 55度密封圆锥管螺纹,属惠氏螺纹家族,多用於欧 洲及英联邦国家常用於水及煤气管行业,锥度规定为1:16 .国家标准可查阅 GB/T7306-2000 G 是55度非螺纹密封管螺纹,属惠氏螺纹家族标记为G代表圆柱螺纹国家标准可查阅GB/T7307-2001 另外螺纹中的1/4、1/2、1/8标记是指螺纹尺寸的直径,单位是英寸.行内人通常用分来称呼螺纹尺寸,一寸等於8分,1/4寸就是2分,如此类推.G好似就*螺纹的统称(Guan),55,60度的划分属于功能性的,俗称管圆.即螺纹由一圆柱面加工而成.ZG俗称管锥,即螺纹由一圆锥面加工而成,一般的水管接头都是这样的,老国标标注为Rc公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示,这是它们最大的区别,公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹 60度.公制螺纹用公制单位,美英制螺纹用英制单位.管螺纹主要用来进行管道的连接,其内外螺纹的配合紧密,有直管与锥管两种.公称直径是指所连接的管道直径,显然螺纹大径比公称直径大.1/4,1/2,1/8是英制螺纹的公称直径,单位是英寸这些都是连接方式表示方法:RF =大突面RTJ =环形垫SW二承插焊连接BW Buttweldi ng对接焊
 压力等级Class和公称压力对照表
压力等级Class和公称压力对照表