 广州某音响公司工艺流程2
广州某音响公司工艺流程2

《广州某音响公司工艺流程2》由会员分享,可在线阅读,更多相关《广州某音响公司工艺流程2(33页珍藏版)》请在装配图网上搜索。
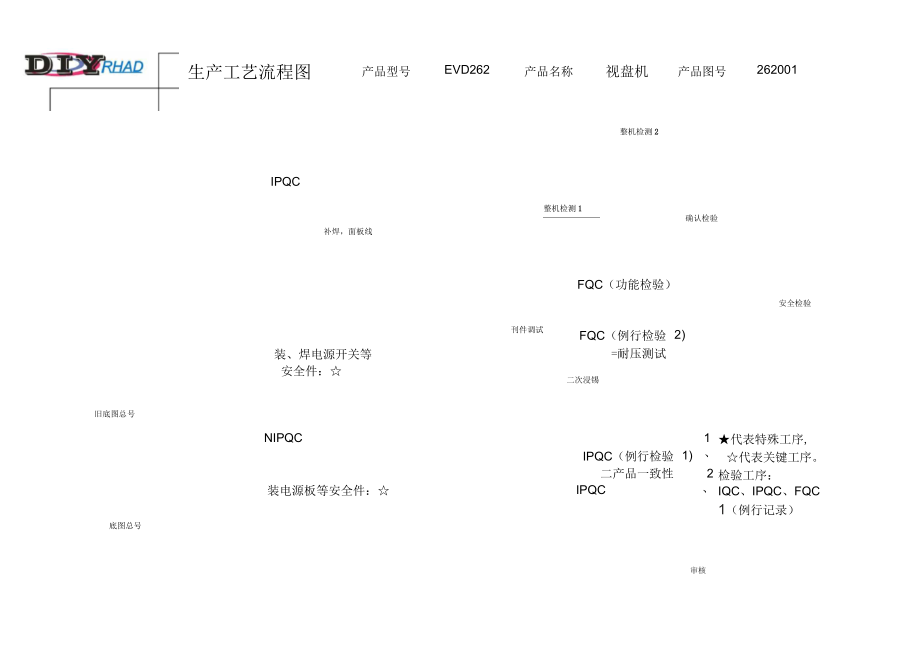
1、生产工艺流程图产品型号EVD262产品名称视盘机产品图号262001旧底图总号底图总号整机检测2IPQC补焊,面板线整机检测1确认检验FQC(功能检验)安全检验刊件调试装、焊电源开关等安全件:NIPQC装电源板等安全件:FQC(例行检验=耐压测试2)二次浸锡1、IPQC(例行检验二产品一致性IPQC1)2、代表特殊工序,代表关键工序。检验工序:IQC、IPQC、FQC1(例行记录)审核更改标记数量更改单号签名E!JB5B?a/ad插件组工艺过程卡产品型号EVD262产品名称视盘机产品图号262001第3页共页工位号000操作者工号000配件名称贴美纹胶操作步骤及图示说明:所需材料:1、PCB2
2、、3mm美纹胶纸as-fiiraiaijga一F7,4t1ufflHmmQpJj1,l-Jsik,ir1JJ,l,n0、J0/1F.MM_所需工具:刀片质量要求:1 .首先核对PCB板的型号规格、版本号应正确、一致。2 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。3 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。4 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。5 .对合格的PCB板,参照样板,在相应的位置上贴美纹
3、胶。再投放到生产线上。6 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号-拟制日期签名-审核批准更改标记数量更改单号签名插件组工艺过程卡产品型号EVD262产品名称视盘机工位号001操作者工号操作步骤及图示说明:质量要求:7 .首先核对PCB板的型号规格、版本号应正确、一致。8 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。旧底图总号9.板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。10.印刷标识
4、应正确、清晰、牢固,无缺印、漏印、错印。11.对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。12.对不合格的板要做好标识,并予以隔离,记录不合格问题。底图总号日期签名产品图号262001第3页共页001配件名称贴美纹胶所需材料:3、PCB4、3mm美纹胶纸所需工具:刀片拟制审核批准所需工具: 刀片底图总号审核插件组工艺过程卡产品型号EVD262产品名称262001第3页 共页操作步骤及图示说明:质量要求:翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。17.对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。18.对不合格的板
5、要做好标识,并予以隔离,记录不合格问题所需材料:5、PCB6、3mm美纹胶纸签名RtiAD视盘机产品图号工位号 002操作者002旧底图总号15.板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有16.印刷标识应正确、清晰、牢固,无缺印、漏印、错印。配件名称贴美纹胶13.首先核对PCB板的型号规格、版本号应正确、一致。14.不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。插件组工艺过程卡产品型号工位号|003操作者旧底图总号底图总号日期签名EVD262产品名称视盘机产品图号262001工号003配件名称
6、贴美纹胶操作步骤及图示说明:质量要求:19.20.21.22.23.24.首先核对PCB板的型号规格、版本号应正确、一致。不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。印刷标识应正确、清晰、牢固,无缺印、漏印、错印。对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。对不合格的板要做好标识,并予以隔离,记录不合格问题。所需材料:7、PCB8、3mm美纹胶纸所需工
7、具:刀片审核插件组工艺过程卡产品型号EVD262产品名称视盘机工位号004操作者工号操作步骤及图示说明:产品图号262001第3页共页004配件名称贴美纹胶所需材料:9、PCB10、3mm美纹胶纸质量要求:25 .首先核对PCB板的型号规格、版本号应正确、一致。26 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。旧底图总号27.板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。28.印刷标识应正确、清晰、牢固,无缺印、漏印、错
8、印。29.对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。30.对不合格的板要做好标识,并予以隔离,记录不合格问题。底图总号日期签名所需工具:刀片拟制审核批准JEXkfiAC插件组工艺过程卡|产品型号EVD262工位号|005操作者一操作步骤及图示说明:产品名称视盘机产品图号262001第3页共页工号005配件名称贴美纹胶所需材料:11、PCB12、3mm美纹胶纸质量要求:31 .首先核对PCB板的型号规格、版本号应正确、一致。32 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。旧底图总号33 .板面应光洁,无油渍、污垢、碳
9、化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。34 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。35 .对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。36 .对不合格的板要做好标识,并予以隔离,记录不合格问题。底图总号日期签名所需工具:刀片拟制审核批准插件组工艺过程卡产品型号EVD262产品名称视盘机工位号006操作者工号操作步骤及图示说明:产品图号262001第3页共页006配件名称贴美纹胶所需材料:13、PCB14、3mm美纹胶纸质量要求:37 .首先核对PCB板
10、的型号规格、版本号应正确、一致。38 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。旧底图总号39.板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。40.印刷标识应正确、清晰、牢固,无缺印、漏印、错印。41.对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。42.对不合格的板要做好标识,并予以隔离,记录不合格问题。底图总号日期签名所需工具:刀片拟制审核批准插件组工艺过程T二产品型号EVD262产品名称视盘
11、机产品图号262001第3页共页工位号007操作者11工号007配件名称贴美纹胶操作步骤及图示说明:所需材料:15、PCB16、3mm美纹胶纸所需工具:刀片质量要求:43 .首先核对PCB板的型号规格、版本号应正确、一致。44 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。45 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。46 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。47 .对合格的PCB板,参照样板,在相应
12、的位置上贴美纹胶。再投放到生产线上。48 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核日期签名批准插件组工艺过程T二产品型号EVD262产品名称视盘机产品图号262001第3页共页工位号008操作者11工号008配件名称贴美纹胶操作步骤及图示说明:所需材料:17、PCB18、3mm美纹胶纸所需工具:刀片质量要求:49 .首先核对PCB板的型号规格、版本号应正确、一致。50 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。51 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;
13、孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。52 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。53 .对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。54 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核日期签名批准执锡组工艺过程卡产品型号EVD262产品名称工位号|009操作者操作步骤及图示说明:视盘机产品图号262001第3页共页工号009配件名称检锡所需材料:19、PCB20、3mm美纹胶纸质量要求:55 .首先核对PCB板的型号规格、版本号应正确、一致。56 .不可有破损现象。板身应平
14、整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。旧底图总号57.板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。58.印刷标识应正确、清晰、牢固,无缺印、漏印、错印。59.对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。60.对不合格的板要做好标识,并予以隔离,记录不合格问题。底图总号日期签名所需工具:刀片拟制审核批准执锡组工艺过程T二产品型号EVD262产品名称视盘机产品图号262001第3页共页工位号010操作者11工号010
15、配件名称焊IC操作步骤及图示说明:所需材料:21、PCB22、3mm美纹胶纸所需工具:刀片质量要求:61 .首先核对PCB板的型号规格、版本号应正确、一致。62 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。63 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。64 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。65 .对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。66 .对不合格的板要做好标识
16、,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核日期签名批准执锡组工艺过程T二产品型号EVD262产品名称视盘机产品图号262001第3页共页工位号011操作者11工号011配件名称焊IC操作步骤及图示说明:所需材料:23、PCB24、3mm美纹胶纸所需工具:刀片质量要求:67 .首先核对PCB板的型号规格、版本号应正确、一致。68 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。69 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路
17、和未蚀残箔等现象。70 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。71 .对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。72 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核日期签名批准执锡组工艺过程T二产品型号EVD262产品名称视盘机产品图号262001第3页共页工位号012操作者11工号012配件名称焊排线操作步骤及图示说明:所需材料:25、PCB26、3mm美纹胶纸所需工具:刀片质量要求:73 .首先核对PCB板的型号规格、版本号应正确、一致。74 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显
18、龟裂、离层和毛刺等。75 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。76 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。77 .对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。78 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核日期签名批准执锡组工艺过程T二产品型号EVD262产品名称视盘机产品图号262001第3页共页工位号013操作者11工号013配件名称焊屏操作步骤及图示说明:所需材料:27、PCB
19、28、3mm美纹胶纸所需工具:刀片质量要求:79 .首先核对PCB板的型号规格、版本号应正确、一致。80 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。81 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。82 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。83 .对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。84 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核
20、日期签名批准执锡组工艺过程T二产品型号EVD262产品名称视盘机产品图号262001第3页共页工位号014操作者11工号014配件名称测试操作步骤及图示说明:所需材料:29、PCB30、3mm美纹胶纸所需工具:刀片质量要求:85 .首先核对PCB板的型号规格、版本号应正确、一致。86 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。87 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。88 .印刷标识应正确、清晰、牢固,无缺
21、印、漏印、错印。89 .对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。90 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核日期签名批准执锡组工艺过程T二产品型号EVD262产品名称视盘机产品图号262001第3页共页工位号015操作者11工号015配件名称检锡操作步骤及图示说明:所需材料:31、PCB32、3mm美纹胶纸所需工具:刀片质量要求:91 .首先核对PCB板的型号规格、版本号应正确、一致。92 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。93 .板面应光洁,无油渍、污垢、碳化物
22、和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。94 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。95 .对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。96 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核日期签名批准执锡组工艺过程T二产品型号EVD262产品名称视盘机产品图号262001第3页共页工位号016操作者11工号016配件名称焊IC操作步骤及图示说明:所需材料:33、PCB34、3mm美纹胶纸所需工具:刀片质量要求:97 .首先核
23、对PCB板的型号规格、版本号应正确、一致。98 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。99 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。100 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。101 .对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。102 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核日期签名批准执锡组工艺过程T二产品型号EVD262产
24、品名称视盘机产品图号262001第3页共页工位号017操作者11工号017配件名称焊排线操作步骤及图示说明:所需材料:35、PCB36、3mm美纹胶纸所需工具:刀片质量要求:103 .首先核对PCB板的型号规格、版本号应正确、一致。104 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。105 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。106 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。107 .对合格的PCB板
25、,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。108 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核日期签名批准执锡组工艺过程T二产品型号EVD262产品名称视盘机产品图号262001第3页共页工位号018操作者11工号018配件名称焊排线操作步骤及图示说明:所需材料:37、PCB38、3mm美纹胶纸所需工具:刀片质量要求:109 .首先核对PCB板的型号规格、版本号应正确、一致。110 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。111 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响
26、使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。112 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。113 .对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。114 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核日期签名批准工位号019操作者工号019配件名称焊屏操作步骤及图示说明:所需材料:39、PCB40、3mm美纹胶纸所需工具:刀片质量要求:115 .首先核对PCB板的型号规格、版本号应正确、一致。116 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边
27、应整齐,无明显龟裂、离层和毛刺等。117 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。118 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。119 .对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。120 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核日期签名批准执锡组工艺过程卡产品型号EVD262产品名称视盘机产品图号262001执锡组工艺过程T二产品型号EVD262产品名称视盘机产品图号262001第3
28、页共页工位号020操作者11工号020配件名称测试操作步骤及图示说明:所需材料:41、PCB42、3mm美纹胶纸所需工具:刀片质量要求:121 .首先核对PCB板的型号规格、版本号应正确、一致。122 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。123 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。124 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。125 .对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再
29、投放到生产线上。126 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核日期签名批准附件组工艺过程T二产品型号EVD262产品名称视盘机产品图号262001第3页共页工位号021操作者11工号021配件名称焊5.1座操作步骤及图示说明:所需材料:43、PCB44、3mm美纹胶纸所需工具:刀片质量要求:127 .首先核对PCB板的型号规格、版本号应正确、一致。128 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。129 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应
30、有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。130 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。131 .对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。132 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核日期签名批准附件组工艺过程T二产品型号EVD262产品名称视盘机产品图号262001第3页共页工位号022操作者11工号022配件名称焊5.1座操作步骤及图示说明:所需材料:45、PCB46、3mm美纹胶纸所需工具:刀片质量要求:133 .首先核对PCB板的型号规格、版本号应正确、一致。134 .
31、不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。135 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。136 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。137 .对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。138 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核日期签名批准QSirhad附件组工艺过程卡产品型号EVD262产品名称视盘机产品图号262001第3
32、页共页工位号023操作者工号023配件名称焊5.1座旧底图总号操作步骤及图示说明:所需材料:47、PCB48、3mm美纹胶纸所需工具:刀片质量要求:139 .首先核对PCB板的型号规格、版本号应正确、一致。140 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。141 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。142 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。143 .对合格的PCB板,参照样板,在相应的位置上
33、贴美纹胶。再投放到生产线上。144 .对不合格的板要做好标识,并予以隔离,记录不合格问题。底图总号拟制审核日期签名批准皿面板组工艺过程卡产品型号EVD262产品名称视盘机产品图号262001第3页共页工位号023操作者工号023配件名称焊5.1座操作步骤及图示说明:所需材料:49、PCB50、3mm美纹胶纸所需工具:刀片质量要求:145 .首先核对PCB板的型号规格、版本号应正确、一致。146 .不可有破损现象。板身应平整、厚度均匀,无明显翘曲变形;切边应整齐,无明显龟裂、离层和毛刺等。147 .板面应光洁,无油渍、污垢、碳化物和氧化物层等。板面允许有不影响使用的轻微划痕、色斑等;孔周围不应有翘箔和明显鼓胀;走线及焊盘应光滑、均匀;线路无短路、开路和未蚀残箔等现象。148 .印刷标识应正确、清晰、牢固,无缺印、漏印、错印。149 .对合格的PCB板,参照样板,在相应的位置上贴美纹胶。再投放到生产线上。150 .对不合格的板要做好标识,并予以隔离,记录不合格问题。旧底图总号底图总号拟制审核日期签名批准
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
