 机床几何精度检测方法
机床几何精度检测方法

《机床几何精度检测方法》由会员分享,可在线阅读,更多相关《机床几何精度检测方法(15页珍藏版)》请在装配图网上搜索。
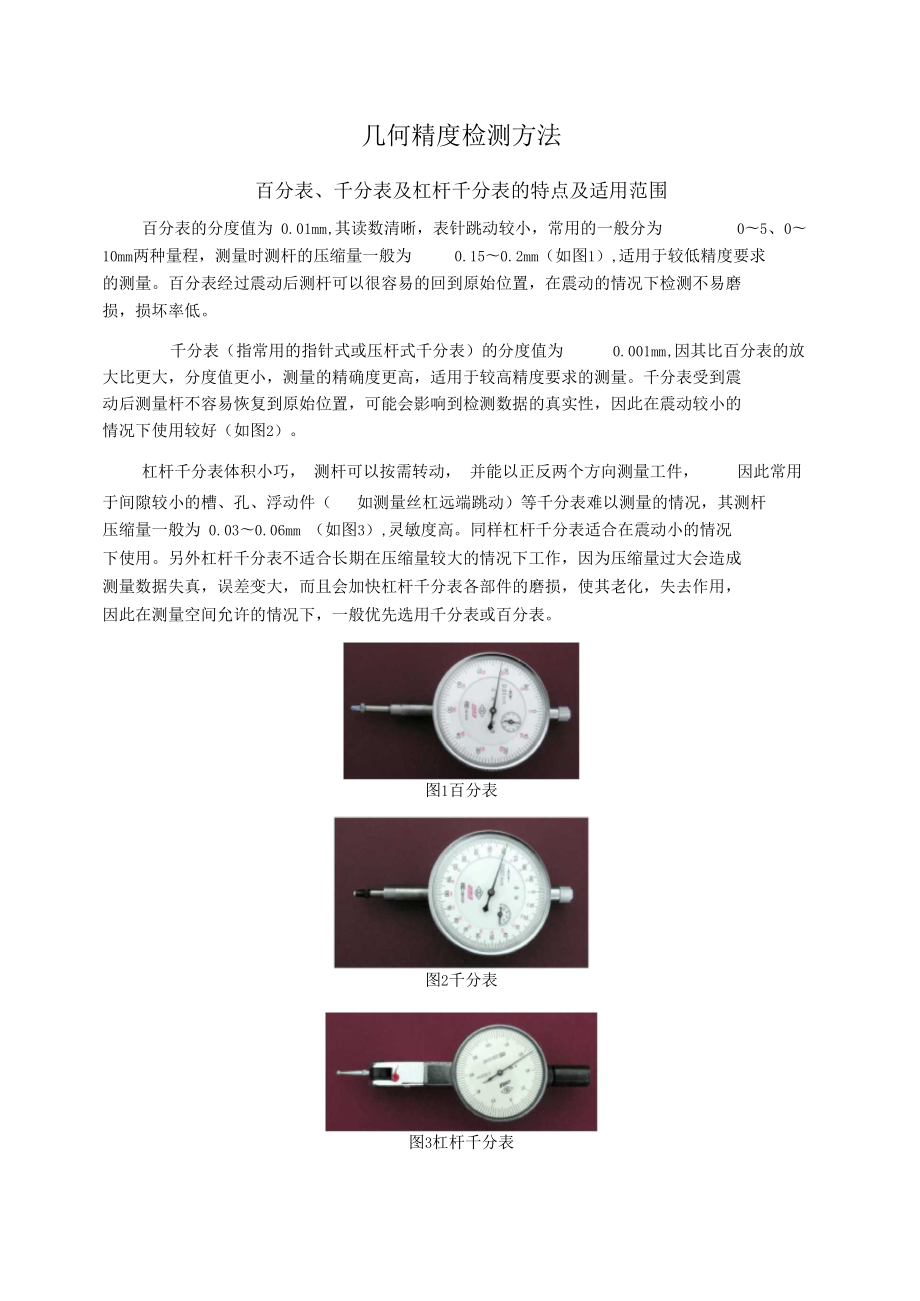
1、几何精度检测方法百分表、千分表及杠杆千分表的特点及适用范围百分表的分度值为 0.01mm,其读数清晰,表针跳动较小,常用的一般分为05、010mm两种量程,测量时测杆的压缩量一般为0.150.2mm(如图1),适用于较低精度要求的测量。百分表经过震动后测杆可以很容易的回到原始位置,在震动的情况下检测不易磨 损,损坏率低。千分表(指常用的指针式或压杆式千分表)的分度值为0.001mm,因其比百分表的放大比更大,分度值更小,测量的精确度更高,适用于较高精度要求的测量。千分表受到震 动后测量杆不容易恢复到原始位置,可能会影响到检测数据的真实性,因此在震动较小的 情况下使用较好(如图2)。杠杆千分表体
2、积小巧, 测杆可以按需转动, 并能以正反两个方向测量工件,因此常用于间隙较小的槽、孔、浮动件(如测量丝杠远端跳动)等千分表难以测量的情况,其测杆压缩量一般为 0.030.06mm (如图3),灵敏度高。同样杠杆千分表适合在震动小的情况 下使用。另外杠杆千分表不适合长期在压缩量较大的情况下工作,因为压缩量过大会造成 测量数据失真,误差变大,而且会加快杠杆千分表各部件的磨损,使其老化,失去作用, 因此在测量空间允许的情况下,一般优先选用千分表或百分表。图1百分表图2千分表图3杠杆千分表二测量前提说明1 .本说明所有图示均以 Carver600G为例;2 .在检测前应保证测量所用仪器可以正常使用;3
3、 .在检测前应保证测量所用工具以及被测部分的清洁;4 .在测量过程中移动各轴时,进给速度不能过大,一般为 1.8m/min左右;5 .本说明所指方向(即前、后、左、右)均为人站立在机床正面,面对机床时(如图4)。三、各精度指标的检测方法.检测、调整床身水平度1.1 所需工具水平仪(刻度值为 0.02mm)、活动扳手1.2 准备工作1)检查水平仪精度是否符合标准将水平仪水平放置,读出气泡位置,然后将水平仪原地旋转180。,比较旋转前后水平仪气泡位置。 如果旋转水平仪之后, 气泡的偏移方向不同, 或者偏移方向相同 但是气泡偏移的位置之差超过 0.5格,则说明水平仪精度不符合要求(前提是检验水 平仪
4、的基准面是水平的)。2)检查放置机床的地面是否符合要求由于机床的四个地脚处的减震垫铁的调节范围为12mm所以放置机床的地面高度差不能超过10mm1.3 检测、调整床身水平度的方法图1-11)粗略调整机床的四个地脚螺栓,使减震垫铁与地面完全接触( 图1-1中A、B、CD为四个地脚螺栓的位置 )。2)将X、Y轴运行到行程的中间位置。3)将水平仪沿X轴方向放置在工作台面中央(如图1-2所示),观察水平仪气泡位置,若该气泡偏向右边,则降低B、C或者升高A、D螺钉(根 据实际情况确定);若该气泡偏向左边,则升高B C或者降低A、D螺钉,使气泡中心向刻度中心位置靠近。4)将水平仪沿Y轴方向放置在工作台面中
5、央(如图1-3所示),观察水平仪气泡位置,若该气泡偏向后边,则降低 A、B或者升高C D螺钉(根据实际情况确定);若该气泡偏向前边,则升高A、B或者降低C D螺钉,使气泡中心向刻度中心位置靠近。图1-3图1-25)重复上述3、4步骤,直到水平仪在 X、Y方向的读数均不超过合格证上许可范围。6)将水平仪沿 X轴方向放置在工作台面中央,然后沿丫轴把工作台移动到 Y轴行程为零的位置(即把工作台移动到 Y轴最后端,如图1-4)。观察水平仪气泡位置,若 该气泡偏向右边,则降低 B或者升高A螺钉(据实际情况确定);若该气泡偏向左 边,则升高B或者降低A两螺钉,使气泡中心向刻度中心位置靠近。再沿Y轴把工作台
6、移动到Y轴最大行程处(即把工作台移动到 Y轴最前端,如图1-5),观察水平 仪气泡位置,若气泡位置有偏移,需继续调整相应地脚螺栓使水平仪气泡处于中间 位置,重复6步骤反复调整,使水平仪在工彳台运行到 Y轴行程为零处、中间位置、 Y轴最大行程处三个位置读数都在合格范围之内。图1-4(注:步骤6适用于精度要求较高的机床, 步骤5即可。)图1-5如睿雕系列。精度要求不高的机床操作到2 .检测工作台平面度2.1 所需工具百分表、磁力表架因为工作台平面度相对于其他几何精度要求来讲所要求的合格范围较大,百分表完全可以满足测量工作台平面度的精度要求。另外在检测工作台平面度时,因为工作台上面有 T型槽,当表头
7、经过 T型槽时会引起表杆的震动,而千分表灵敏度高,受到震动后,测量 杆不容易恢复到原始位置,可能会影响到检测数据的真实性。而且杠杆千分表与工件接触 的测量杆是可以在一定角度范围内任意摆动的(如图2-1、2-2所示),测量杆经过震动,就更不容易回复到原始位置。再次由于检测时的震动较大,千分表精度高,很容易磨损, 损坏率非常高;因此检测工作台平面度选择用百分表较合适。图2-1图2-22.2 工作台平面度的测量方法图2-3图2-41)将机头移动到机床工作台面上的g点(如图2-3、2-4所示位置)。2)将磁力表架吸到机头上,使百分表的表头与工作台相接触,测杆应尽量与工作台 垂直(如图2-3),测杆压缩
8、0.150.2mm,然后转动表盘使指针指向“0”位。3)根据合格证上的要求调整“XY步长”,控制进给速度,使机头运动,把百分表分别移动到f、e、d、k、h、a、b、c八点(如图2-4),并记录每一点处表针对应的 数值。4)测量完毕后将机头移回到 g点,如果此时百分表的表针仍指向“0”位,则说明所测出的数值有效;否则必须重新装卡百分表,重新测量。5)计算九个点的测量值中最大值与最小值的差值,即为工作台的平面度。3 .检测各坐标轴轴线运动的直线度(选测)3.1 所需工具平尺或方尺、百分表、千分表、磁力表架(注:在空间允许的情况下优先选用平尺,此处以方尺为例进行说明,使用平尺的测 量方法相同。)3.
9、2 测量方法测量前应先将工作台移动到Y轴行程中间位置。3.2.1 X轴轴线运动的直线度X轴轴线运动的直线度是在两个平面内来检测的:1) XY水平面内;2) ZX垂直平面内。2.1.1.1 在XY水平面内的直线度1)将磁力表架吸在机头上,装卡百分表,方尺放置在工作台面中央,方尺边框尽量与X坐标轴保持平行,将百分表的表头接触到方尺测量表面的一端(A点),测杆应尽量与测量表面垂直(如图3-1),测杆压缩0.150.2mm,然后转动表盘使指针指 向“0”位。根据方尺的边框尺寸,调整XY轴运动步长,将百分表移动到方尺测量表面的另一端(B点,如图3-2),根据百分表在 A、B两点的测量值调整方尺在工 作台
10、面上的位置,使方尺两端A B点的测量值大致相同,测量值的差值保持在 0.02mm 以内即可。2)拆下百分表换上千分表,调整千分表位置,使千分表表头接触测量表面,测杆应尽量与测量表面垂直,测杆压缩0.050.1mm调整方尺位置,使千分表A B两点(如图3-1 , 3-2)的测量值相同。在 A点转动表盘使指针指向“ 0”位。(注:以上两步之所以先用百分表测量,目的是先用百分表粗调方尺a面与X轴的平行,如果直接用千分表测量,由于千分表量程太小,如果误差太大的话,容易超过千分表量程,从而造成千分表损坏。)3)使机头移动,将千分表从 A点运动到B点,此过程中,千分表读数的最大值与最 小值之间的差值即为
11、X轴在XY水平面内的直线度。Hi油图3-1图3-22.1.1.2 在ZX垂直平面内的直线度A点图3-3图3-4X轴在ZX垂直平面内的直线度与其在XY水平面内的直线度测量方法基本相同,主要A、B两点值。图3-6图3-7图3-8区别在于方尺是竖直摆放在工作台面上,所测量b面与X轴基本平行,所以用千分表直接测量即可。方法同样是调整方尺,用千分表测量A、B两点值,使 A B两点的测量值相等(这是测量直线度的前提,但因为受综合误差累积的影响,即使所测量的面与工作台平行,A B两点的值也可能会不相同,必要时可在方尺下垫东西 如铜皮,以保证A、B两点值相等),然后在A点转动表盘使指针指向“ 0”位,接着将千
12、分表从 A点运动到B点。此过程中, 千分表读数的最大值与最小值之间的差值即为X轴在ZX垂直平面内的直线度(A、B点位置如图3-3、3-4所示)。(注:受条件所限,A、B两点的测量值不可能相等,所以此项检测数据并不是十分准 确。)3.2.2 Y轴轴线运动的直线度Y轴轴线运动的直线度是在 XY水平面以及ZY垂直平面两个平面内来测量的。除方尺 摆放位置和形式不同外,其他测量方法相同,不再重复说明。3.2.2.1 在XY水平面内的直线度先用百分表粗调,再用千分表精调图3-53.2.2.2 在ZY垂直平面内的直线度直接用千分表测量即可。3.2.3 Z 轴轴线运动的直线度Z轴轴线运动的直线度是在 ZX以及
13、ZY两个垂直平面内来测量的。测量方法也基本相 同,但是由于Z轴的特殊性,在测量时必须保证在Z轴行程足够,以防止撞表。可先将千分表降至Z轴正向最大允许范围处,由此处对表,然后使千分表向上移动,就不会因为Z轴行程不够而撞表了。而且所测量的方尺表面与工作台面垂直,用千分表直接测量使 A、B两点测量值相等。3.2.3.1 在ZX平面内的直线度直接用千分表测量即可。图3-93.2.3.2 在ZY平面内的直线度 直接用千分表测量即可。图 3-12图 3-11(注:在ZX以及ZY两个垂直平面内检测 Z轴轴线运动的直线度、在 ZY垂直平面 内检测Y轴轴线运动的直线度与在 ZX垂直平面内检测 X轴轴线运动的直线
14、度一样。 受条件所限,A、B两点的测量值不可能完全相等,所以这三项所检测的数据和在 ZX垂直平面内检测X轴轴线运动的直线度一样,都不是十分准确。)4 .检测各坐标轴的垂直度精雕机各坐标轴的垂直度一般是从两个方面来评价的:1 ) X轴与Y轴的垂直度;2 ) Z轴与工作台面的垂直度。3 .1所需工具磁力表架、百分表、千分表、方尺4 .2检测方法4.1.1 检测X轴与丫轴的垂直度1)将工作台移动到 丫轴行程中间位置,然后将方尺放在工作台面上的中间位置,方 尺的a面尽量与Y轴保持平行。2)装卡百分表,使百分表表头与方尺的a面接触,测杆应尽量与测量表面垂直( 如图4-1),测杆压缩0.150.2mm,根
15、据方尺边框的尺寸确定XY轴的步长,使工作台沿Y轴反复移动,调整方尺位置,使百分表在方尺a面两端A、B两点(如图4-1 ,4-2)的测量值大概相同,测量值的差值保持在 0.02mm以内即可(用百分表粗调方尺 a面对Y轴的平行)。3)拆下百分表换上千分表,调整千分表位置,使千分表表头接触方尺a面,测杆应尽量与测量表面垂直,测杆压缩0.050.1mm,调整方尺位置,使千分表在方尺a面两端A B两点(如图4-1 , 4-2)的测量值相同(用千分表精调方尺 a面对Y轴的平 行)。4)调整千分表位置,使千分表表头接触方尺b面的一端(如图4-3),测杆应尽量与测量表面垂直,测杆压缩0.050.1mm,然后转
16、动表盘使指针指向“0”位。使机头沿X轴方向移动,此过程中千分表读数的最大值与最小值之间的差值即为X轴与Y轴的垂直度。图4-2图4-1图4-35)保持方尺位置不变化,重复步骤 3,检查方尺的a面是否仍与Y轴保持平行,如 仍平行则说明步骤 4所测得的数值有效,若不平行,则需重复步骤 3、4,重新测量。(注: 在移动各轴时, 进给速度不能过大 ,以防止因为进给速度 过快引起千分表表针的震动,使测出的数值失去真实性。4.1.2 Z 轴与工作台面的垂直度Z轴轴线运动的垂直度是在 ZX以及ZY两个垂直平面内来测量的。 由于Z轴的特殊性, 在测量时必须保证在 Z轴行程足够,以防止撞表。可先将千分表降至 Z轴
17、正向最大允许范 围处,由此处对表,然后使千分表向上移动,就不会因为Z轴行程不够而撞表了。4.1.2.1 Z 轴在ZX平面内的垂直度1)将方尺放置在工作台面上,方尺边框尽量与X坐标轴保持平行,将千分表的表头接触到方尺一端的测量表面(A点),测杆应尽量与测量表面垂直( 如图4-4),测杆压缩0.050.1mm,然后转动表盘使指针指向“0”位。2)根据方尺的边框尺寸,调整Z轴运动步长,将千分表从A点运动到B点(如图4-5), 此过程中,千分表读数的最大值与最小值之间的差值即为Z轴在ZX垂直平面内的垂直度。图4-4图4-54.1.2.2 Z 轴在ZY平面内的垂直度Z轴在ZY垂直平面内的垂直度与其在ZX
18、垂直平面内的垂直度测量方法基本相同,主要区别在于方尺的摆放形式不同。同样是使方尺b面尽量与Y坐标轴保持平行,将千分表的表头接触到方尺一端的测量表面( A点),测杆应尽量与测量表面垂直( 如图4-6),测 杆压缩0.050.1mm然后转动表盘使指针指向“ 0”位,接着将千分表从 A点运动到B点 (如图4-7),此过程中,千分表读数的最大值与最小值之间的差值即为Z轴在ZY垂直平面内的垂直度。图4-6图4-75 .检测夹紧套与Z轴的平行度(夹紧套与工作台的垂直度)5.1 所需工具千分表、磁力表架、测试棒(依据夹紧套直径选择测试棒 )5.2 检测方法将机头移动到工作台中间位置。1)将测试棒装入夹紧套,
19、并拧紧螺钉,使Z轴行程为零。然后将磁力表架吸在工作台上,千分表表头垂直于 Z,Y平面与测试棒接触(如图5-1所示),使测杆压缩0.050.1mm将XY轴步长调整为0.10mm,前后移动Y轴,找出测试棒的最高点( 前后移动 时,千分表指针顺时针旋转到最大值时,即测试棒的最高点),旋转表盘使指针指向“0” 位。2)根据Z轴方向最大允许移动范围调整 Z轴步长,使机头沿Z轴反复移动(如图5-2), 在此过程中千分表读数的最大值与最小值之间的差值即为夹紧套在ZXX平面内与Z轴的平行度。图5-1图5-23)如图5-3所示将千分表表头垂直于 ZLX平面与测试棒接触,使测杆压缩0.05 -0.1mm,将XY轴
20、步长调整为0.10mm,左右移动X轴,找出测试棒的最高点( 左右移动 时,千分表指针顺时针旋转到最大值时,即测试棒的最高点 ),旋转表盘使指针指向 “0” 位。4)根据Z轴方向最大允许移动范围调整 Z轴步长,沿Z轴反复移动(如图5-4),在 此过程中指针千分表读数的最大值与最小值之间的差值即为夹紧套在ZXY平面内与Z轴的平行度。图5-4图5-3(注:对于直径较大的夹紧套(如6 120主轴的夹紧套)也可以不用测试棒,如图5-5所示,可以把磁力表架从夹紧套内孔上方放入,然后吸在工作台面上,使千分表测杆压缩0.05-0.1mm。将XY步长调整为0.10mm,前后移动Y轴,找出夹紧套内壁最低点, 然后
21、依据步骤2,测出夹紧套在ZLX平面内与Z轴的平行度。如图5-6所示装卡千分 表,找出夹紧套内壁最低点,依据步骤4,可测出夹紧套在 Z Y平面内与Z轴的平行度。一定要注意将 XY步长调整为0.10mm,防止撞表。)图5-5图5-66 .检测灵敏度6.1 所需工具 千分表6.2 检测方法因为在机床的加工过程中机头并不停留在Z轴行程为零的地方,加工所用的刀具装卡在Z轴的最下端,所以在测量时,Z轴部件应尽可能降低,并且去测量Z轴部件的最下端(测量夹紧套、主轴电机或者测试棒都可以,但是测量主轴电机以及测试棒时要使千分表表头与主轴电机或者测试棒的侧面最高点接触。本说明以测量夹紧套为例)。将工作台移动到 Y
22、轴行程的中间位置。6.2.1 X 轴正反向灵敏度1)如图6-1所示,使千分表表头与夹紧套侧面最下端接触,测杆应尽量与夹紧套侧面垂直,测杆压缩 0.15mm左右。旋转表盘使指针指向“0”位。2)将XY轴步长设定为0.013mm,先将机头向右点动四次,记录此时千分表读数的绝 对值,记为X1,并计算X1与0.05mm的差值的绝对值,记为 X2。3)然后再使机头向左点动四次,观察千分表指针是否回到“0”位,记录此时千分表读数的绝对值,用 X3表示。4)比较X2、X3的大小,选取两者中较大的数值作为X轴正反向灵敏度。图6-16.2.2 Y轴正反向灵敏度Y轴的正反向灵敏度与 X轴正反向灵敏度的测量方法相同
23、,只是千分表测杆接触的是 夹紧套正面,具体见图 6-2。1)如图6-2所示,使千分表表头与夹紧套正面最下端接触,测杆应尽量与夹紧套正面垂直,测杆压缩 0.15mm左右。旋转表盘使指针指向“0”位。2)将XY步长设定为0.013mm,先将机头向前点动四次,记录此时千分表读数的绝对值,记为y1,并计算y1与0.05mm的差值的绝对值,记为 y?。3)然后再使机头向后点动四次,观察千分表指针是否回到“0”位,记录此时千分表读数的绝对值,用 y3表示。4)比较y2、y3的大小,选取两者中较大的数值作为Y轴正反向灵敏度。图6-27 .检测电主轴的旋转精度(主轴锥孔径向跳动)如果电主轴的旋转精度低,则刀具
24、装卡处的径向跳动就大,刀具刀尖处的径向跳动更大,将极大地增加加工误差,影响加工精度。因此,一定要检测和保证电主轴的旋转精度。7.1 检测电主轴旋转精度的工具杠杆千分表7.2 检测电主轴旋转精度的方法电主轴旋转精度的检测方法如下:1)将杠杆千分表放置在工作台中间,使表头与电主轴转子的锥孔接触,如图7-1所示,测杆压缩为0.030.06mm,旋转表盘使指针指向“ 0”位。图7-12)用手平稳旋转电主轴转子,查看杠杆千分表读数的变化来判断误差的大小。读数 变化越大,电主轴锥孔处的径向跳动误差越大,主轴旋转精度越低。3)读出测量过程中杠杆千分表读数的最大值和最小值之差,即为电主轴锥孔处的径 向跳动误差
25、。对照机床配置的合格证,检查该误差值是否在许可范围之内。(注:检测电主轴的旋转精度, 若将杠杆千分表打在电机的外表面上是没有意义的。)7.3 杠杆千分表使用中的要求及注意事项:1、杠杆千分表的测杆轴线与被测工彳表面的夹角需满足a W15 。当夹角15时会产生较大的测量误差。2、杠杆千分表的测杆与被测工件表面严禁形成垂直状态,否则将损坏杠杆千分表的 测杆。3、杠杆千分表的测杆、测头极易损坏.不能经受大力的撞击.因此使用时要小心仔 细,特别要做好对测杆的保护和保养。4、因杠杆千分表的灵敏度非常高.所以测量时应使用表面粗精度低的方尺或角尺.移动速度也应放慢。特别需要注意的是:因杠杆千分表的测量力小,极易损坏,严禁强烈地冲击,所以 技术服务人员在使用过程中一定要小心。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
