《广东技工院校技能大赛工业机器人应用与维护项目样题》由会员分享,可在线阅读,更多相关《广东技工院校技能大赛工业机器人应用与维护项目样题(12页珍藏版)》请在装配图网上搜索。
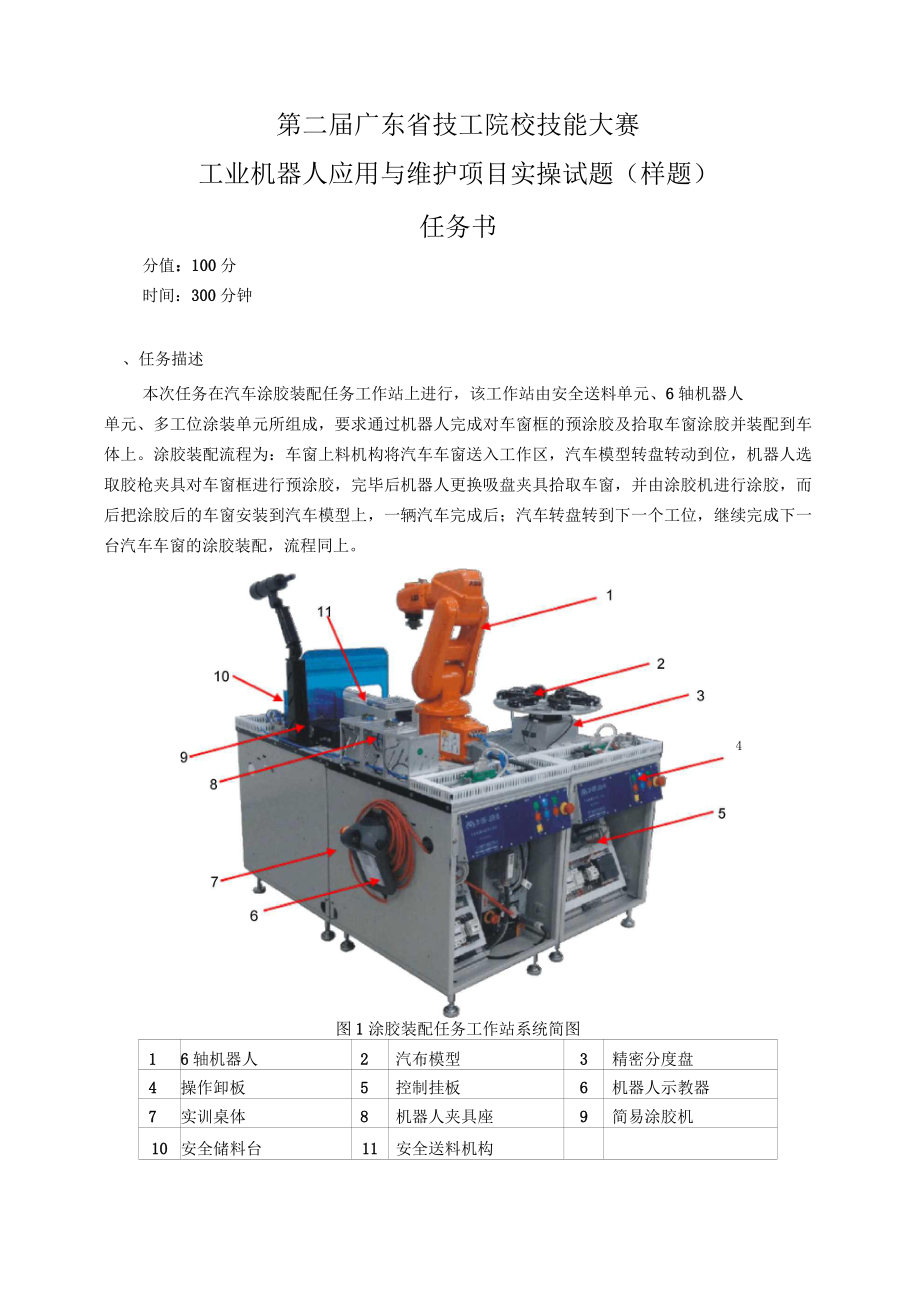
1、第二届广东省技工院校技能大赛工业机器人应用与维护项目实操试题(样题)任务书分值:100100 分时间:300300 分钟、任务描述本次任务在汽车涂胶装配任务工作站上进行,该工作站由安全送料单元、6 6 轴机器人单元、多工位涂装单元所组成,要求通过机器人完成对车窗框的预涂胶及拾取车窗涂胶并装配到车体上。涂胶装配流程为:车窗上料机构将汽车车窗送入工作区,汽车模型转盘转动到位,机器人选取胶枪夹具对车窗框进行预涂胶,完毕后机器人更换吸盘夹具拾取车窗,并由涂胶机进行涂胶,而后把涂胶后的车窗安装到汽车模型上,一辆汽车完成后;汽车转盘转到下一个工位,继续完成下一台汽车车窗的涂胶装配,流程同上。图 1 1 涂
2、胶装配任务工作站系统简图1 16 6 轴机器人2 2汽布模型3 3精密分度盘4 4操作卸板5 5控制挂板6 6机器人示教器7 7实训桌体8 8机器人夹具座9 9简易涂胶机1010 安全储料台1111安全送料机构4图 2 2 上料涂胶单元图 4 4 上料涂胶单元图 6 6 车窗托盘图 5 5 胶枪治具和双吸盘夹具图 7 7 多工位固定台与汽车模型图 8 8 单元桌面接口板实物图与地址示意图、工作任务(一)任务内容根据现场提供的材料和技术资料,完成如下任务:1 1 .工作站的机械装配1 1)双吸盘夹具的装配图 9 9 双吸盘夹具2 2)胶枪治具的装配图 1010 胶枪治具3 3)机器人侧快换夹具的
3、装配图 1111 机器人侧快换夹具4 4)夹具底座的装配图 1212 夹具底座6 6)涂胶机胶枪系统的装配7 7)多工位模型的装配图 1414 多工位模型2 2 . .电气系统及气动回路连接参照给定桌面接口板地址分配表完成电气连接1 1)多工位涂装单元桌面电气连接2 2)气动回路连接3 3 . .程序编写与调试1 1)工业机器人程序的编写与调试2 2)工作站 PLC?PLC?序的编写与调试4 4 . .系统的运行与维护1 1)按照任务要求运行调试2 2)符合安全文明生产要求(二)任务完成要求1 1)设备安装调试后应满足任务评分表的要求;2 2)机械组装、电路和气路的连接应符合专业技术规范的要求
4、。三、其它说明5 5 . .各运动机构的原点状态托盘气缸处于退回状态,6 6 轴工业机器人退回安全原点,步进电机停转。6 6 . .设备操作1 1)设定步进电机的相关参数,调整传感器位置,调节气动系统的节流阀及相关部件,检查各站的通信线,优化控制程序使之符合控制要求。按下启动按键,运行指示灯亮,系统进入自动运行状态。2 2)按“复位”按键,机器人在安全的情况下各单元可回到初始状态。3 3)设备在运行过程中按下“停止”按键,除了机器人以外,设备其它部件立即停止运行,机器人在完成当前操作流程(汽车车窗框涂胶或档风玻璃的涂胶与装配)后回到安全点,再停止运行,停止指示灯亮,启动指示灯灭。7 7 .PL
5、CI/O.PLCI/O 分配表多工位涂装单元 PLCIOPLCIO 分配表PLCPLCI/OI/O功能描述PLCPLCI/OI/O功能描述I0.5车位检测有信号,I0.5闭合Q0.0Q0.0闭合,步进驱动器得到脉冲信号,步进电机运行。I1.41分度盘原点有隹T号,I1.4闭合Q0.2Q0.2闭合,改变步进电机运行方向。I1.0启动按钮按下,I1.0闭合Q0.5Q0.5闭合,面板运行指示灯(绿)点亮。I1.1停止按钮按卜,I1.1闭合Q0.6Q0.6闭合,面板停止指示灯(红)点亮。I1.2复位按钮按卜,I1.2闭合Q0.7Q0.7闭合,面板复位指示灯(黄)点亮。I1.3联机信号,I1.3闭合上料
6、涂胶单元 PLCIOPLCIO 分配表PLCPLCI/OI/O功能描述PLCPLCI/OI/O功能描述I0.1托盘底座检测有信号,I0.1闭合Q0.3Q0.3闭合,涂胶电磁阀启动I0.5托盘气缸前限有信号,I0.5闭合Q0.5Q0.5闭合,面板运行指示灯(绿)点亮。I0.6托盘气缸后限有信号,I0.6闭合Q0.6Q0.6闭合,面板停止指示灯(红)点亮。I0.7送料按钮按下,I0.7闭合Q0.7Q0.7闭合,面板复位指示灯(黄)点亮:I1.0启动按钮按下,I1.0闭合Q1.0Q1.0闭合,托盘气缸电磁阀得电I1.1停止按钮按卜,I1.1闭合I1.2复位按钮按卜,I1.2闭合I1.3联机信号,I1
7、.3闭合机器人单元 PLCIOPLCIO 分配表PLCPLCI/OI/O功能描述PLCPLCI/OI/O功能描述I0.0按卜面板启动按钮,I0.0闭合。Q0.0Q0.0闭合,机器人上电,电机ON。I0.1按卜面板停止按钮,I0.1闭合。Q0.1Q0.1闭合,MotoronandStart。I0.2按卜面板复位按钮,I0.2闭合。Q0.2Q0.2闭合,Startatmain。I0.3联机信号触发,I0.3闭合。Q0.3Q0.3闭合,StartI1.2自动模式,I1.2闭合。Q0.4Q0.4闭合,StopI1.3伺服运行中,I1.3闭合。Q0.5Q0.5闭合,MotoroffI1.4程序运行,I1
8、.4闭合。Q0.6Q0.6闭合,机器人异常复位I1.5异常报警,I1.5闭合。Q0.7Q0.7闭合,PLC复位彳亘号I1.6机器人急停,I1.6闭合。Q1.0Q1.0闭合,面板运行指示灯(绿)点亮。I1.7机器人回到原点,I1.7闭合。Q1.1Q1.1闭合,面板停止指示灯(红)点亮。I2.0物料到位,I2.0闭合。Q1.2Q1.2闭合,面板复位指示灯(黄)点亮。I2.1换车信号,I2.1闭合。Q1.3Q1.3闭合,动作开始。I2.2换料隹号,I2.2闭合。Q1.4Q1.4闭合,汽车车窗到位信号。I2.3汽车全部涂装完成,I2.3闭合。Q1.5Q1.5闭合,汽车模型到位信号。4 4.桌面接口板地
9、址分配多工位涂装单元桌面接口板分配表桌面接口板地址线号功能描述备注6车到位卞测(I0.5)车位检测信号9分度盘原点检测(I1.4)分度盘原点信号20步进脉冲(Q0.0)步进电机运行22步进方向(Q0.2)步进电机运行方向58分度盘原点检测+分度盘原点传感器电源线+端43车位检测+车位检测传感器电源线+端54分度盘原点检测-分度盘原点传感器电源线-端51车位检测-车位检测传感器电源线-端62步进驱动器电源+步进驱动器电源+65步进驱动器电源-步进驱动器电源-63PS39+提供24V电源+64PS3-提供24V电源-上料涂胶单元桌面接口板分配表桌面接口板地址线号功能描述备注2托盘底座检测(I0.1
10、)托盘底座检测传感器信号线6托盘气缸前限(I0.5)托盘气缸前限信号线7托盘气缸后限(I0.6)托盘气缸后限信号线8托盘送料按钮(I0.7)托盘送料按钮信号线23涂胶电磁阀(Q0.3)涂胶电磁阀信号线25托盘送料气缸电磁阀(Q1.0)托盘送料气缸电磁阀信号线39托盘底座检测+托盘底座检测传感器电源线+端51托盘气缸前限-托盘气缸前限磁性开关-端52托盘气缸后限-托盘气缸后限磁性开关-端53送料按钮-送料按钮电源线-47托盘底座检测-托盘底座检测传感器电源线-65涂胶电磁阀-涂胶电磁阀-67托盘送料气缸电磁阀-托盘送料气缸电磁阀-63PS39+提供24V电源+64PS3-提供24V电源-机器人单
11、元桌面接口板地址分配表桌面接口板地址线号功能描述备注1夹具1到位信号槽型光电传感器信号线2夹具2到位信号槽型光电传感器信号线20快换夹具电磁阀电磁阀信号线21工作A电磁阀电磁阀信号线22工作B电磁阀电磁阀信号线38夹具1到位信号+槽型光电传感器电源线+39夹具2到位信号+槽型光电传感器电源线+65快换夹具电磁阀-电磁阀电源线-66工作A电磁阀-电磁阀电源线-67工作B电磁阀-电磁阀电源线-46夹具1到位信号-槽型光电传感器电源线-47夹具2到位信号-槽型光电传感器电源线-63PS29+提供24V电源+64PS2-提供24V电源-四、任务评分表工位号:起止时间:裁判员签名:描述配分得分项目1:工
12、作站的机械装配准备:接通气源,气缸的运动通过电磁换向阀的手动操作功能实现。检查:若后错装、漏装现象,每处扣0.2分。I双吸盘夹具的装配快换接头安装正确0.4气管连接顺畅0.5传感器感应片安装正确0.1真空发生器安装正确0.5真空吸盘组件安装正确0.5真空吸盘组件安装高0.5II胶枪治具的装配快换接头安装正确0.4气管连接顺畅0.5传感器感应片安装正确0.1气缸安装正确0.5气缸抓手安装正确气0.5III机器人侧快换夹具的装配机器人侧快换夹具安装正确1IV夹具底座的装配双吸盘夹具底座安装正确(含传感器)1胶枪夹具底座安装正确(含传感器)1V涂胶机胶枪系统的装配涂胶机胶枪系统安装正确2.5V1多工
13、位模型的装配传感器的安装1电控分度盘组安装正确2多工位固定台安装正确1汽车模型安装正确1合计15描述配分得分项目2:电气系统及气动回路连接准备:接通电源,通过观察PLCI/O指示灯状态或机器人I/O状态进行检查;接通气源,气缸的运动通过操作电磁换向阀的手动操作按钮控制。检查:安装工艺按照技术规范检查,若不合格,每处扣0.3分;若有漏接或错接,每处扣0.5分,气缸运行若后爬行或冲击现象,每处扣0.5分描述配分得分I多工位涂装单元桌面电气连接兀器件安装正确2继电器电气线路安装正确2传感器电气线路安装正确1I/O接口板电气线路安装正确5步进驱动电气线路安装正确2.5II上料涂胶单元的气动回路连接气动
14、回路安装正确2.5合计15描述配分得分项目3:机器人程序编写、调试与运行准备:清除生产线上所有杂物;接通气源,工作气压设定为0.3-0.5bar之间;执行机构不在原点状态,接通电源。检查:1、测试过程中裁判发布指令,每参赛队2名选手到场操作,每队有两次测评机会。2、检查过程中,若机器人发生碰撞,或其它动作元件发生卡位、碰撞等现象,每次扣3分,扣完为止;若出现严重故障,则立即停止测试。I工作站上电“关”按钮指示灯亮0.5按任一单元“开”按钮,所在的单元“开”指示灯亮、“单机”指示灯亮0.5按任一单元“联机”按钮,所在的单元“联机”指示灯亮0.5II初始状态:托盘气缸处于退回状态,6轴工业机器人退
15、回安全原点,步进电机停转。按任一单元“复位”按钮,所有单元“复位”指示灯闪烁,闪烁周期为0.5秒,复位完成后,指示灯常亮1托盘气缸处于退回状态1.5步进电机执行回原点动作,回原点后处于停止状态1机器人回到安全原点1复位完成,示教器显示英文“复位完成”、“等待启动”。此时,如果手动模式操作机器人改变其位置或手动使托盘气缸不在复位状态,复位灯恢复闪烁状态。机器人改为自动模式后,手动按卜“复位”按钮,机器人自动复位,复位完成指示灯恢复常亮。2III安全送料按任一单元“启动”按钮,所有单元“启动”指示灯亮1A:步进电机驱动多工位涂装单兀的电控分度盘复位2按送料按钮,车窗托盘进入工作区2车窗托盘到位,示
16、教器显示英文“运行开始”1IV汽车前后车窗框涂胶机器人运行速度为70%1机器人拾取胶枪夹具2机器人分别对汽车前档风窗窗框和后档风窗窗框进行精准涂胶,涂胶位置有明显偏离每处扣扣3分,扣完为止。涂胶顺序为:先涂前档风窗窗框,再涂后档风窗窗框。8V前后档风玻璃的涂胶与装配汽车车窗涂胶完成后,机器人放下胶枪夹具,换取吸盘夹具3机器人在车窗输送位上取拾取前档风玻璃2机器人拾取前档风玻璃并配合涂胶机胶枪对玻璃边缘(与车窗接触处)进行精确涂胶3机器人把已涂胶的前档风玻璃安装到汽车的前档风窗2机器人在车窗输送位上取拾取后档风玻璃2机器人拾取后档风玻璃并配合涂胶机胶枪对玻璃边缘(与车窗接触处)进行精确涂胶2机器
17、人把已涂胶的后档风玻璃安装到汽车的后档风窗2机器人回到安全原点1多工位涂装单兀电控分度盘转到下一个工位,2V1下一台汽车的车窗框涂胶、档风玻璃的涂胶与装配继续按以上流程完成下一台汽车的车窗框涂胶、档风玻璃的涂胶与装配10口停止、暂停控制设备运行过程中按下“停止”按键,除机器人外其它部件立即停止运行。1机器人完成当前动作流程后停止运行,回到机械点,再停止运行。1设备在运行过程中长按任一单兀“停止”按键超过2秒,所有部件(包括机器人)暂停运行。按下任一单元“启动”按键,所后部件(包括机器人)继续运行。3停止指示灯亮,启动指示灯火1合计60描述配分得分项目4:安全文明生产及专业技术规范对照安全文明生产及专业技术规范检查。工作过程中违反安全操作规范每次扣1分(如:带电接线操作、操作步骤、工具摆放错误等),扣完为止。操作结束,现场清洁,离开后设备未断电,未能尊重赛场,作人员及具他违规行为每次扣1分,扣完为止。违反的专业技术规范编号合计10描述项目5:时间记录以裁判登记选手完成时间为准。起止时间:用时:选手签字:裁判签字:_
 广东技工院校技能大赛工业机器人应用与维护项目样题
广东技工院校技能大赛工业机器人应用与维护项目样题