 宏观凝固组织资料
宏观凝固组织资料

《宏观凝固组织资料》由会员分享,可在线阅读,更多相关《宏观凝固组织资料(20页珍藏版)》请在装配图网上搜索。
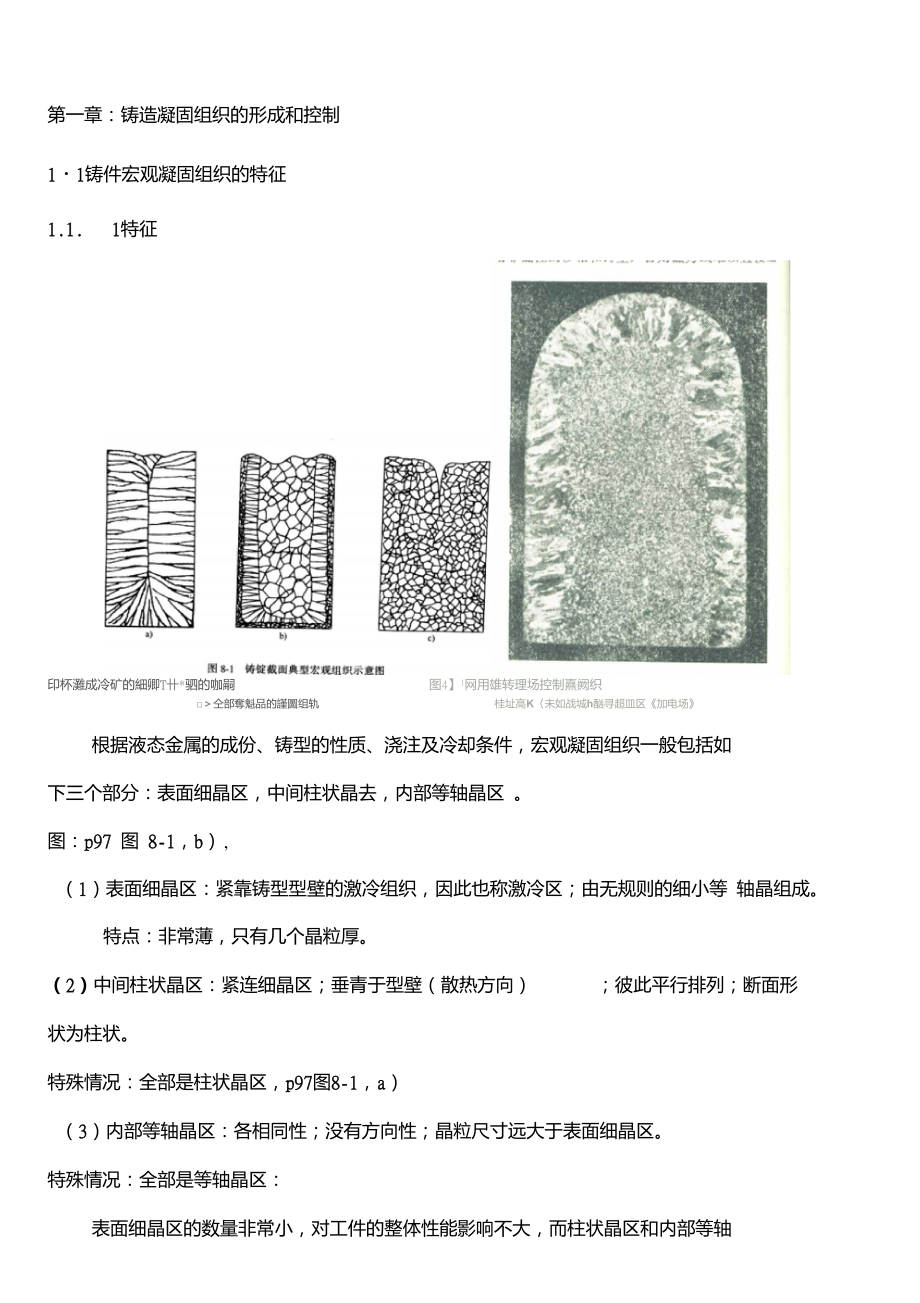
1、第一章:铸造凝固组织的形成和控制11铸件宏观凝固组织的特征1.1.1特征印杯灘成冷矿的細卿T卄*驷的咖嗣图4】1网用雄转理场控制熹阙织仝部奪魁品的謹圖组轨桂址高K未如战城h酗寻超皿区加电场根据液态金属的成份、铸型的性质、浇注及冷却条件,宏观凝固组织一般包括如 下三个部分:表面细晶区,中间柱状晶去,内部等轴晶区 。图:p97 图 8-1,b),(1)表面细晶区:紧靠铸型型壁的激冷组织,因此也称激冷区;由无规则的细小等 轴晶组成。 特点:非常薄,只有几个晶粒厚。(2)中间柱状晶区:紧连细晶区;垂青于型壁(散热方向);彼此平行排列;断面形状为柱状。特殊情况:全部是柱状晶区,p97图8-1,a)(3)
2、内部等轴晶区:各相同性;没有方向性;晶粒尺寸远大于表面细晶区。特殊情况:全部是等轴晶区:表面细晶区的数量非常小,对工件的整体性能影响不大,而柱状晶区和内部等轴 晶区的数量非常大,因此,材料的性能主要取决于这两个相的相对比例。具体的影响面再谈1.1.2 铸件结晶组织对铸件性能的影响:(1) 表面细晶区:特点:晶粒细且没有方向性;性能非常好;非常薄几个晶粒的厚度:小于1mm。对铸件性能的影响:对于薄壁铸件:如厚度在 46mm 的铸件,具有一定的意义 对于大部分铸件:意义不大,这个厚度所占比例非常小: 结论:一般不给与特别重视。对于特别薄的铸件有一定的意义。(2)中间柱状晶区:特点:a)晶粒长、粗大
3、、晶界面积小、排列位向一致,b)杂质、非金属夹杂、气体等,一般存在在结晶界面上,特别是最后结晶的界面上。而在柱状晶区,这些杂质主要存在于柱状晶与柱状晶或柱状晶与等轴晶的界面上,形成性能弱面。C )进一步的加工,如塑性加工或轧制:在杂质较多的 结合界面上产生裂纹。性能:有方向性;纵向好,横向差;有性能弱面。结论:一般情况下尽量避免。特殊情况下充分利用。举例:高锰钢锤头锤柄。工况条件,旋转,打击、破碎。高锰钢成分: Mn=13 , C=1.2高锰钢锤头结构及组织示意图性能:韧性非常好,同时加工硬化。砸就断。实际生产中遇到的问题:但是浇注出来的铸件,拿锤子现场的工人打电话给我说,我不相信,不可能,我
4、打电话,先查化学成分,说成分对,没有问题。到现场一看:柱状穿晶。但是,对于有些受力方向固定的铸件, 如航空发动机叶片,主要受弯曲应力且 应力非常大,同时又要求铸件的壁厚薄,要求尽可能得到有方向性的柱状晶区: 采用 定向凝固技术,控制散热方向,获得全部单向排列的柱状晶组织, 提高铸件的性能和图狀向皓聶叶片的宏观和微观殂织与普通相铸的比较(帖1聊究所可靠性。单向结晶技术(定向凝固技术):使整个铸件都获得单向的柱状晶组织。把铸型逐渐从加热器中移出(或加热器上移)就可以加强已凝固部分的散热条件。为使先在结晶器上生成一些晶体及使界面上热交换比较稳定,浇注后先在加热器内停留数分钟,然后铸型以预定的速度从挡
5、板中移出,并使凝固界面保持在挡板附近。挡 板的作用是减少加热器内热损失,使之维持较均匀的温度场,并减少加热器对已凝固 部分的热辐射。5-18谣型移出法单向结晶1A 虑应鼻 $a轴市4採赵B 5弃黑BBtffi 丁一档根 -fr却K 0珞晁君图卜19铸型移出注中醍儘界面的推进1一阖箱民a-ssffla开始时凝固界面液、固相线位置)的推进速度比铸型移出速度快,这时铸件的 凝固主要靠结晶器的散热(热传导),以后,凝固速度逐渐与移动速度一致,凝固层 的辐射散热已起主导作用(图5-19),最后由于热传导的大大减弱,光靠辐射散热已 不能维持界面的恒速推进,速度逐渐减慢。为了进一步加强已凝固区的散热,可使结
6、晶器连同铸型在移出隔板后尽快浸入低 熔点而高沸点的液体金属中(如 Sn)利用金属的热容量使凝固去急冷,这时使界面 前的温度梯度可达200度/cm,且原则上不受凝固层拉长的影响,可得到极长的单向 柱状晶。7 Mi恬的叶片绅测欣三峡大坝用水轮发电机转轮整片铸造的“ X型叶片(每个转轮有13或者15片叶片)经五轴数控铣床经加工后,与上冠下环组圆、焊接、加工好后重量近450t,直径 将近十米,大小重量创下世界之最! !长度,宽度尺寸非常大,厚度相对于常、宽方 向非常小,所以采用一般的工艺,肯定不行。三峡左岸电站水轮发电机组:ALSTOM(法国、瑞士)、哈尔滨电机厂(分包商) 供货8台套VGS(德国VO
7、ITH-加拿大GE-德国SIEMENS)、东方电机厂(分包商)6 台套。定向凝固,如果有时间,下面再谈。如果有兴趣,可以上网看一下这篇文章:一种美制航空涡轮叶片的选材和铸造工艺特点(3)内部等轴晶区:特点:晶粒比较粗大,晶界面积大,存在成分偏析。晶粒位向各不相同,性能:没有方向性。到此为止,我们已经讲了在凝固过程中铸件中宏观组织的变化,将来在以后专业 课的讲解过程中,要用到这些知识,有些东西可能还要进一步讲解。晶粒粗大:内部等轴晶发达,显微缩松较多,凝固组织不致密,性能较差;铸造成型的目的,得到尽可能细小的晶粒。晶粒细小之后:杂质元素、非金属夹杂、显微缩松等分布非常分散,对性能影响有限,铸件机
8、械性能好。怎样才能得到晶粒非常细小的晶粒呢?下面的内容再介绍! 1.3 铸件宏观凝固组织形成机理 在第一堂课的时候,咱们曾经讲过,铸件的宏观凝固组织有三部分组成: 现在,通过前面的讲解,咱们可以非常容易的来分析这三个组织形成的原理 一、表面细晶区形成机理:金属液浇入到铸型型腔中,铸型的温度非常低T对刚浇入的金属液产生强烈的激冷 作用 T型壁附近的金属液中形成非常高的过冷度 T短时间内部产生大量的晶核 T晶核快速长大并相互接触 T最终形成细等轴晶区。另一方面:由于靠近型壁, 液体金属与固体金属以及与型壁之间存在溶质交流, 固 体表面不可避免的存在有一定的杂质, 这些杂质能够进入到液体中, 从而作
9、为异质核 心,大大增加了液体内晶核的数量,晶核数量:多生长速度:快从而有助于形成细等轴晶Oa)图弘!铸锭截面典型宏观组织示意图Q柱状晶形成“穿晶”的凝固组织b)含有三个晶区的凝固组织c)全部等轴晶的凝固组织二、中间柱状晶区的形成机理柱状晶是在表面细晶粒区的基础上成长壮大起来的。形成表面细晶粒区后,凝固的固体壳向外传热-垂直于型壁方向上散热速度非常快温度梯度最大晶粒在这个方向上以树枝晶方式快速生长 树枝晶主干与型壁垂直主干快速生长,树枝晶枝晶由于与传热方向不一致,因此生长速度大大降低直至最后完全消失最后形成互相平行垂直于型壁的柱状晶体。上一堂课已经介绍过:晶体的生长速度与温度梯度,也就是与散热的
10、速度成正比, 因此,枝晶主干的择优生长就很容易进行解释。R= Qs -Ql _sGs -lGl树枝晶:择优生长,枝晶在晶粒长大这个过程中逐渐被淘汰,主干的方向性越来 越强,尺寸越来越大。这个现象非常容易理解:有一句话:物竞天择,适者生存。树枝晶的主干在型壁 向外传热这一条件影响下,进行了垄断竞争,因此,得到了发展壮大。如果上述趋势得不到遏制,树枝晶可以一直生长下去,直至型壁两端的柱状晶相 互碰撞,形成穿晶。在型腔内部两端柱状晶之间,形成一定数量的晶核T这些晶核由于温度的降低T要逐渐长大T由于在中间部分散热的方向性降低,同时散热速度降低T导致这些 晶粒生长的方向性降低 T各向均匀长大T内部等轴晶
11、粒。由于晶粒数量有限,因此 晶粒长大时间非常长,晶粒相对于细晶区较大。由此可看出,为了形成内部等轴晶区,必须有一定数量的晶核。关键:晶核。 晶核是如何形成的?1) 过冷熔体非自发形核:正常情况下,平衡结晶温度应该一样,但由于溶质分配的结果,平衡结晶温度 变化,而在溶液中温度应该逐渐升高,过冷度应该越来越小,但由于成分过冷,最 大过冷度不在界面处,而出现在中间的部位,在这个部位可能会出现较多的结晶核 心。刚刚讲过:内生生长2) 晶核卷入:浇注-金属液与浇道、型壁等接触-部分液体凝固,在后来浇 入的金属液的作用下-这部分凝固的金属固体被冲刷掉而进入到金属液 中,这部分固体一部分可能被溶化, 而没有
12、溶化的部分在液体中间就成为结 晶核心。图4-96型遵晶体脱薄过程示盘国图4-97品什増殖过程示憑图32JU. I1IHEI图乩5铸铁的树枝晶&其缩颈3) 型壁晶粒脱落和枝晶熔断:晶体以枝晶状生长时,其分枝也常出现细的缩颈。因为分枝在生长过程中排出的溶质大量富集在侧面,阻碍侧面的生长,当偶然的凸出部分突破此层后,便 进入较大的成分过冷区内,长出较粗大的分枝,在分枝处留下“缩颈”。缩颈处 熔点最低而又最薄弱,在温度起伏下最易熔断(图 4-98),然后被液流卷入内部。如来不及完全重熔,残余部分便在以后的凝固中起晶核作用155闻丁咔 枝晶分苗端5T的形曲为二、三抚分枝时8硕焉国过程示心禹抽處熾龙爪阳图
13、4-輛:同倾斜位説祷键的晶粒组SK騎4)晶粒分裂:熔断的树枝晶在高温金属液的作用下,进一步分裂成多个小晶体,这些均成为新的晶核由于上面所述的这几个原因,在柱状晶前面的金属溶液中产生大量的结晶核心,这些结晶核心出现后,随温度的降低逐渐长大,最后相互接触,形成内部等轴晶区,同时阻止了柱状晶向铸件中间的进一步发展14铸件宏观组织的控制途径和措施控制:尽量减少柱状晶区,增加等轴晶区的比例,同时尽量细化等轴晶措施:增加生核能力。改善冷却条件。1.4.1向溶液中加入强生核剂这种方法强调的是形核。 自发形核:难度非常大,而非自发形核与自发形核相比,难度要小得多。 球冠的大小与球体的大小相比,差 1 倍, 2
14、倍,也可能差几十倍,上百倍,成千 上万。由于自发形核的难度非常大了, 所以在凝固过程中产生的晶核就非常少, 尽管金 属溶液中存在一定的杂质,但根据前面咱们的分析,杂质要作为非自发形核的基底, 要满足一定的条件,但这个条件不一定能够满足,所以效果不一定好。一般情况下,尽管能够促进,但效果可能有限。 杂质的作用:无意的作用,无意识的作用。人要无意识的干某件事,尽管可能干 的也不错,但只是偶然的,不是必然的,而作为工业生产,其生产工艺必须是有意识 的,也就是说是有目的的有针对性的,这样才能达到最佳的效果。在促进形核方面,有哪些工作可以做呢? 在具体实践中,可以通过在溶液中加入强形核剂来细化晶粒。1)
15、生核剂产生作用的形式:(1)直接作为外加晶核的生核剂: 要求:与预细化相具有界面共格对应的高熔点物质、同类金属、非金属碎粒。 特点:与预细化的相之间的界面能和湿润角小,直接作为有效衬底促进非自发形 核。具体实例:高锰钢中加入锰铁,细化高锰钢的奥氏体组织。 铸铁中加入石墨粉:增加铸铁中的石墨数量,降低石墨尺寸。 悬浮铸造:大型钢铸件中随浇注加入微细钢粉末。初生硅细化常覘博造爼织b一加人弘5颐1块状範粒(山好)c.ilX- 20- BDUftfSO%) d-tnA- 8ft* I5rt亦血入-目勘10%)M2吝种烦相繚粒的加入对,樂爼织的送响F i|- _ 2lik fl Lienr r iif
16、uiililil iU w i1 tl V aril ill#|9iirl h-Ii* ckM 泊 iiMiid ”虻* Lllf 吧(2)生核剂中的某个元素能与液态金属中的某个元素形成化合物:这种化合物应该具有如下的几个特点:稳定、较高熔点,这些化合物与预细化相之间具有共格对应关系和较小的界面能(三个条件)。弥散分布。不产生有害的作用具体实例:刚中加入钒铁或钛铁、铌铁、金属锆、铝等:钛或钒与钢中的碳或氮 能够形成高熔点的碳化物或氮化物。这些碳化物:熔点在1700度左右。碳化钛、碳化钒:稳定:不容易分解 钢中细化晶粒常用的方法。复合锤头:锤柄结构:工作状况:头部:耐磨,锤柄:韧性要好。但一种材
17、质比较难达到。有:高锰钢,但是耐磨性不够。头部:高铬铸铁:材质:碳0.2232;铬:1318,钼:12;铜:0.51%。性能特点:硬度非常高,但韧性非常差,整体作锤头不能达到要求。锤柄:中碳钢:碳:035左右。韧性非常好了。但有一个问题:必须保证两者能够很好的结合。中碳钢的韧性应该是非常好的,但在使用过程中,出现断裂的问题。主要原因,锤柄在生产过程中经过反复高温加热, 晶粒非常粗大,导致韧性大幅度降 低,加上锤头的冲击力非常大,所以出现断裂,为此采用在浇注前在浇包里加钛铁, 细化晶粒,很好的解决了这一问题。iI-I9*I衆铸式工艺图I对材质的要求;锤头、锤柄。铸铁的相图:加入硅后,降低共晶点,
18、使成分局部过共晶r m . b d | . - . 最主要的例子:铸铁的孕育处理:(1)硅加入到溶液中之后,在溶液中溶化,形成局部硅的富集区,硅加入后, 使共晶点左移,造成局部过共晶成分,其过共晶程度增大,熔点上升,导致过冷度增 加,有利于析出石墨,降低了形核的难度,促进石墨的形核,石墨数量增加,晶粒细 化。(2)硅促进形核作用的另一个原因:si_+ o2=sio2 氧化硅的熔点高,可以作为 结晶核心。一个概念:孕育衰退:合金液态停留时间越长,孕育效果越差,直至最后效果完 全消失。影响:保温时间:越长,越容易溶化,微区富集越容易消失,或是与金属中的元 素产生化学反应,分解。温度:温度高,孕育衰
19、退越快。越容易溶化或分解反应。微区富集消失的 也越快。粒度:越大,孕育衰退越慢,否则,越快。容易理解。但实际生产中,不 能太大,否则:孕育效果差。粒度应该适中。孕育剂自身性能:长效孕育剂:孕育衰退的速度非常慢。4)加入强成分过冷元素:强成分过冷元素:成分过冷,原来已经讲过,不再介绍。强成分过冷元素:两个特征:(1)分配系数:k 1,即在固体中的含量远远低于 液体中的含量。(2)该元素的熔点非常低,非常低的含量就可以在液体中产生非常大 的过冷。当凝固后这些元素在在凝固界面前沿产生非常高的浓度集中,可以大大提高成分过冷,从而增加在凝固界面前沿大量形核。上面介绍了对金属液的处理来增加和细化等轴晶,以
20、提高合金的性能。下面再介 绍浇注后的控制手段。即凝固过程中的控制手段5-?常用咅金的育制Cl幻a tr - fl h注V.ATiN TiC, VN VC#ETi札if B可H量祇廿址挣上陌CaCPFiD.45胡配皑程Tl事蛊悬It.金客ttmrSMSDTiBtttfr憎黑挣桥倒旳Ns TIC:FIB沿切石优排瞇E6弘*Gb话诵瑰JI廿生修清CCiu SrC?b血口的忙11)斗石即FtSJ4.-缶t辰屋祇风握IT听出石黨豆 曲朵用HH入曲工兀UftAAL-SiPX.kElCu-P, FgT 立AbP 奋童扎.常 廉HIP鱼知牛.仙不am夷鼻址Al-Ct /J MuAI-Md, Al-SdTih
21、ZeB V Ti*日E見生J -21口专罠舍业威壮英H扎!.AItZrOila.rtM-rajayKiZFFsMAi Mr-ZrA ig#3fte*Stha.5*Ki?j+ arrMR| 与 Mg -Ki1Ms-A:-ZhC亠钊呼辻站ifl虱事幣Jt/U虑jfls丸酗横卜亦J干秋柞用V* aA-V, A.l-TihTi 4- Bfi-DlTiMejMqTlHV 乩gTl山(Bf M 1LIPMQEA沖j珀OHL;.出O$L* + G 站氏F3点隣壮驴卄皿也一比IWflCCu-AII-OVuB.W,?f8TJDW1+ BP.QFV i-OitsBCn-ZjiTi* Bd.tSTiEV*BO.V*
22、bWBCUYbfHPbj”】)J:!费号土tb44ttfhA-B If 駅龜餐尊第:E*直B +巨匸“訂如丫:1.4.2控制浇注条件浇注温度:5-?常用咅金的育制Cl幻5-?常用咅金的育制Cl幻温度低:a、熔体的过热度小,易于产生较多的游离枝晶,浇注过程中产生的游离枝晶不容易被重熔,易于保留下来,因此,成为新的结晶核心,细化晶粒b、温度过低:浇到铸型中就开始凝固,没有过热,液体中产生一定的固体,降低液体的流动性,液体流动性差,不能保证充型的质量,获得健全的铸件。5-?常用咅金的育制Cl幻5-?常用咅金的育制Cl幻前面高锰钢铸件的实例:主要原因:浇注温度高。最后的解决,适当的控制浇注温度。如果要
23、想获得非常细的晶粒,同时也要保证充型性,怎么办,现在发展起 来的一种工艺:半固态铸造工艺:特点:半固态:接近于凝固状态:一部分固体,一 部分液体。晶粒非常细,但是充型性差,在压力下成型。压入铸型成型。2浇注工艺:增加浇注过程中金属液对型壁的冲刷作用型壁上的枝晶易于脱落进入型腔内部成为新的结晶核心,细化晶粒。园I8fis10J阳-9越近型坐上注法ALf珈6必的卑国I诵过卅孔堆近血上注时川咯 昨血倚霾如时C崎金的窓闢纽(石矗型有时要避免:原因;砂型 强度低强烈的冲刷容易将砂型冲掉,一方面产生凸瘤,另一方面,砂型进入型腔砂眼(砂孔)。(1)铸型性质铸型激冷能力激冷能力强液态金属进入铸型后温度降低快产
24、生较大的过冷度生核数量增加晶粒细化举例:金属型:薄铸件晶粒细,但是对于厚度厚的铸件:传热方向性明显,温度梯度大,柱状晶生长条件好,因 此易产生柱状晶。砂型:砂型蓄热能力弱,传热方向性弱,内部温度梯度小,易于在液体内部产生一定数量的晶核,因此易于形成等轴晶,但由于过冷度小,所产生的晶 核数量有限,因此,晶粒粗。如果内部有一定数量的生核剂,晶粒可以保证较细。对于特殊结构的铸件,局部采用不同蓄热系数的铸型材料:高压阀门的剖面 结构图。高压阀门质量问题及解决办法。拐角地方壁厚厚冷却速度慢,晶粒粗大,组织缩松,渗水:用铬铁矿砂,在拐角地方增加激冷速度。经解剖,组织致密, 不渗漏。(2)动态下结晶:在液体中存在流动的情况下结晶已经结晶的树枝晶易脱落、破碎、游离、增殖增加结晶核心数量细化等轴晶。方法:a振动:振动的频率、振幅越高,细化效果越明显。液体上部的液面施加振动较下部施加振动细化效果明显。原因:直接在铸件开始凝固但尚没有形成凝固壳层之前振动,细化效果明显。B、搅拌:搅拌非常有利于等轴晶的形成和细化,但是一般的机械搅拌方法不 容易实现,一般采用的是电磁搅拌。铸型位置和电磁装置的位置不变,但是不断变化电磁场的旋转方向,使液体中产生一定的旋转,从而使树枝晶脱落、游 弋、分裂、增殖。图5TL利用旋转磁场控制晶粒俎织 柱收晶区(未加弗场h翎馨轴晶区
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
