 日本钛工业标准【精选文档】
日本钛工业标准【精选文档】

《日本钛工业标准【精选文档】》由会员分享,可在线阅读,更多相关《日本钛工业标准【精选文档】(24页珍藏版)》请在装配图网上搜索。
1、日本钛工业标准【精选文档】日本工业标准管道用钛管 JIS H 463019941适用范围本标准适用于管道用的断面为圆形的耐腐蚀用的钛管(以下称钛管).备注:下面表示本标准的引用标准JIS H 0321 有色金属材料检验规则JIS H 0515 钛管涡流探伤检验方法JIS H 0516 钛管超声波探伤检验方法JIS H 1610 钛的取样方法JIS H 1611 钛分析方法规则JIS H 1612 钛及钛合金中氮定量方法JIS H 1614 钛中铁定量方法JIS H 1619 钛及钛合金中氢定量方法JIS H 1620 钛及钛合金中氧定量方法JIS H 1630 钛发光光谱分析方法JIS H 2
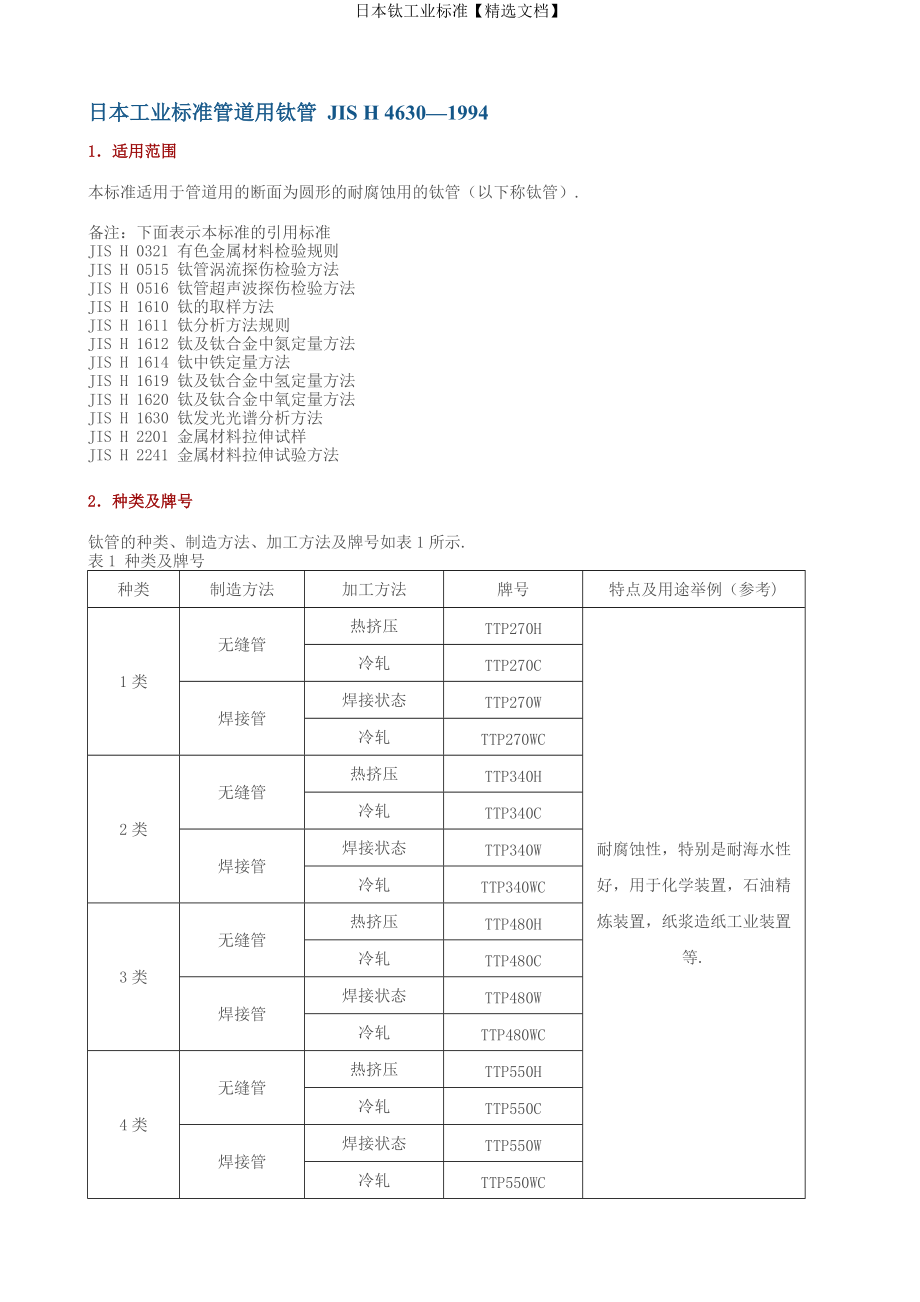
2、201 金属材料拉伸试样JIS H 2241 金属材料拉伸试验方法2种类及牌号钛管的种类、制造方法、加工方法及牌号如表1所示.表1 种类及牌号种类制造方法加工方法牌号特点及用途举例(参考)1类无缝管热挤压TTP270H耐腐蚀性,特别是耐海水性好,用于化学装置,石油精炼装置,纸浆造纸工业装置等.冷轧TTP270C焊接管焊接状态TTP270W冷轧TTP270WC2类无缝管热挤压TTP340H冷轧TTP340C焊接管焊接状态TTP340W冷轧TTP340WC3类无缝管热挤压TTP480H冷轧TTP480C焊接管焊接状态TTP480W冷轧TTP480WC4类无缝管热挤压TTP550H冷轧TTP550C
3、焊接管焊接状态TTP550W冷轧TTP550WC3质量3。1 外观钛管应形状端正,加工良好,均匀一致,不应有使用上有害的缺陷。3.2 化学成份钛管的化学成分按表2的规定.表2 化学成分种类化学成分,不大于 %HONFeTi1类0.0150。150。050。20余量2类0。0150。200。050.25余量3类0。0150。300。070。30余量4类0。0150.400。070。50余量3。3 机械性能钛管的机械性能按表3(1)及表3(2)的规定。3。4 压扁性能钛管按5.3条进行压扁实验,管壁不应发生裂纹。 表3(1) 无缝管的机械性能种类外径mm壁厚mm拉伸试验抗拉强度,N/mm2延伸率,
4、%1类1080110270410272类340510233类480620184类55075015备注(1),采用JIS Z 2201的No。12试样进行拉伸试验时,延伸率由供需双方协议规定。(2),外径及壁厚在规定范围以外的钛管,机械性能由供需双方协议规定。表3 (2) 焊接管的机械性能种类外径mm壁厚mm拉伸试验抗拉强度,N/mm2延伸率,1类10-150110270410272类340510233类480-620184类550-75015备注(1),采用JIS Z 2201的No。12试样进行拉伸试验时,延伸率由供需双方协议规定.(2),外径及壁厚在规定范围以外的钛管的机械性能由供需双方协
5、议规定。3。5 气密性钛管按5。4条进行气压试验或按5.5条进行水压试验,选定哪一种,钛管不可发生泄漏。进行无损检验时,气密试验可省略。 3.6 无损检验特性钛管按5。6条进行涡流探伤试验或按5.7条进行超声波探伤试验,选定哪一种,钛管不可存在有害的缺陷,进行气密试验时,无损检验可省略。4尺寸允许偏差4.1 外径允许偏差管材的外径允许偏差按表4(1)及表4(2)的规定。4。2 壁厚及壁厚不均允许偏差钛管壁厚及壁厚不均允许偏差按表5(1)及表5(2)的规定,但测焊接管的壁厚时,不包括焊接区。所谓壁厚不均是指在同一断面上测量壁厚的最大值与最小值之差。表4(1) 无缝管的外径允许偏差加工方法外径,m
6、m外径允许偏差热挤压40500。5mm50-801%冷轧10300。3mm30601%备注:1,允许偏差只给定()或()时,为上述数值的2倍。2,外径在规定范围以外的钛管,其允许偏差由供需双方协议规定。表4(2) 焊接管的外径允许偏差加工方法外径,mm外径允许偏差焊接状态10300.3mm30601601502冷轧10300.3mm30601%601502备注:(1)允许偏差只给定()或()时,为上述数值的2倍。(2)外径在规定范围以外的钛管,其允许偏差由供需双方协议规定。表5(1) 无缝管的壁厚及壁厚不均允许偏差加工方法壁厚,mm外径4080mm1060mm壁厚允许偏差热挤压340。5mm4
7、1012.5冷轧1-20。2mm210td width=124 style=width:92。9pt;bordertop:none;border-left:none; borderbottom:solid windowtext 。5pt;borderright:solid windowtext 。5pt; msoborder-top-alt:solid windowtext 。5pt;msoborder-left-alt:solid window 日本工业标准海绵钛 JIS H 215119941适用范围本标准适用于变形材及铸造品用的海绵钛。备注:引用标准JIS H 0301 金属的试验和检验
8、通则JIS H 0511 海绵钛的布氏硬度测定方法JIS H 1610 钛的取样方法JIS H 1611 钛分析方法通则JIS H 1612 钛及钛合金中氮定量方法JIS H 1613 钛中锰的定量方法JIS H 1614 钛中铁的定量方法JIS H 1615 钛中氯的定量方法JIS H 1616 钛中镁的定量方法JIS H 1617钛及钛合金中碳定量方法JIS H 1618 钛中硅定量方法JIS H 1619 钛及钛合金中氢定量方法JIS H 1620 钛及钛合金中氧定量方法 JIS H 1623 钛中钠定量方法JIS H 1630 钛发光光谱分析方法JIS K 0069 化学制品的筛分试验
9、方法JIS K 1105 氢气2、种类、牌号及制造方法海绵钛的种类、牌号及制造方法如表1所示表1 种类、牌号及制造方法种类牌号制造方法1类MTS105M镁还原法1类STS-105S钠还原法2类MTS120M镁还原法2类STS120S钠还原法3类MTS-140M镁还原法3类STS140S钠还原法4类MTS160M镁还原法4类STS160S钠还原法3质量海绵钛的质量按如下规定(1)海绵钛应均质,无影响质量的混入物(2)海绵钛的化学成分及布氏硬度按表2规定表2 化学成分及硬度牌号化学成分 硬度HBW10/1500FeClMnMgNaSiNCHOTiTS-105M0。100。100.010。060。0
10、30。020。030。0050。0899.6105TS-105S0。030。150。01-0。100。030.010.030.0100。0899.6TS120M0。150.120。020。070.030。020.030.0050.1299。4105120TS-120S0.050.200.02-0。150。030。010.030。0100。1299。4TS140M0.200。150。050.070。030。030.030。0050.1599。3120140TS140S0。070.200.050。150。030。030。030。0150。1599。3TS160M0。200。150。050。08-0
11、。030。030.030。0050.2599。2140160TS160S0。070.200.050。150。030。030。030。0150。2599。2备注1,分析数值用百分数表示,数值的取舍方法为JIS H 0301。2,钛以外的规定成分,计算到由表规定位数的下一位,将其最后一位舍取.3,关于钛的成分,作为剩余成分计算。(3)海绵钛的粒度由供需双方协议规定。4试验试验按如下规定(1)化学成分的分析试验按下列方法进行JIS H 1611、JIS H 1612、JIS H 1613、JIS H 1614、JIS H 1615、JIS H 1616、JIS H 1617、JIS H 1618、J
12、IS H 1619、JIS H 1620、JIS H 1623、JIS H 1630(2)布氏硬度试验按JIS H 0511的规定。(3)粒度试验按JIS K 0069的规定。5检验检验除按JIS H 0301的规定外,还应按如下规定(1),海绵钛的取样按JIS H 1610的规定.但JIS H 1610没有规定的项目由供需双方协议规定。(2),由(1)所取的试样按4。进行试验,必须符合3.的规定。但根据供需双方协议,也可省略一部分化学成分分析试验(3),海绵钛用目视等进行外观检查。检查方法由供需双方协议规定。6包装海绵钛放入密封容器,并充入氩气(相当于JIS K 1105,纯度大于99。9)
13、。7标志在容器上必须注明下列项目:(1),种类或牌号(2),批号(3),同一批内容器号码 (4),制造厂名称或缩写日本工业标准热交换器用钛管JIS H 46311994 1适用范围:本标准适用于以管内外进行热交换为目的,使用断面为圆形的耐腐蚀用的钛管(以下称钛管).备注:下面表示本标准的引用标准JIS H 0321 有色金属材料检验规则JIS H 0515 钛管涡流探伤检验方法JIS H 0516 钛管超声波探伤检验方法JIS H 1610 钛的取样方法JIS H 1611 钛分析方法规则JIS H 1612 钛及钛合金中氮定量方法JIS H 1614 钛中铁定量方法JIS H 1619 钛及
14、钛合金中氢定量方法JIS H 1620 钛及钛合金中氧定量方法JIS H 1630 钛发光光谱分析方法JIS Z 2201 金属材料拉伸试样JIS Z 2241 金属材料拉伸试验方法2种类及牌号钛管的种类、制造方法、加工方法及牌号如表1所示.表1 种类及牌号种类制造方法加工方法牌号特点及用途举例(参考)1类无缝管冷轧TTH270C耐蚀性,特别是耐海水性好。用于化学装置、石油精炼装置、纸浆造纸工业装置、发电设备、海水淡化装置等焊接管焊接状态TTH270W冷轧TTH270WC2类无缝管冷轧TTH340C焊接管焊接状态TTH340W冷轧TTH340WC3类无缝管冷轧TTH480C焊接管焊接状态TTH
15、480W冷轧TTH480WC3质量3。1 外观:钛管应形状端正,加工良好,均匀一致,不应有使用上有害的缺陷。3。2 化学成分钛管的化学成分按表2的规定。表2 化学成分 单位:%种类化学成分,不大于HONFeTi1类0.0150.150。050。20余量2类0。0150.200.050.25余量3类0。0150.300。070.30余量3。3 机械性能钛管的机械性能按表3(1)及表3(2)的规定。表3(1) 无缝钛管的机械性能种类外径mm壁厚mm拉伸试验拉伸强度N/2延伸率 1类106015270440272类340510233类480-62018备注:(1)采用JIS Z 2201的No。12
16、试样时,延伸率由供需双方协议规定.(2)外径及壁厚在规定范围以外的钛管,其机械性能由供需双方协议规定.表3(2) 焊接管的机械性能种类外径mm壁厚mm拉伸试验拉伸强度N/2延伸率 %1类10-600。33270-440272类340-510233类480-62018备注:(1)采用JIS Z 2201的No.12试样时,延伸率由供需双方协议规定。(2)外径及壁厚在规定范围以外的钛管,其机械性能由供需双方协议规定。3.4 扩口性能:钛管按5。3条进行扩口试验时,不应发生裂纹。3.5 压扁性能:钛管按5。4条进行压扁试验时,管壁济源发生裂纹。3。6 展平性能:焊接管按5.5条进行展平试验时,焊接部
17、分应不发生裂纹.3.7 气密性:钛管按5。6条进行气压试验或按5。7条进行水压试验,选定哪一种,钛管不可有泄漏。进行无损检验时,气密试验可省略.3.8 无损检验特性:钛管按5.8条进行涡流样探伤试验或按5。9条进行超声波探伤试验,选定哪一种,钛管不可存在有害缺陷。进行气密试验时,无损检验可省略.4尺寸允许偏差4。1 管材的外径允许偏差按表4规定表4 外径允许偏差 单位:mm制造方法加工方法外径10151526264040-505060无缝管冷轧0.130。130。180.200。25焊接管焊接状态0。180.200。300。380。45冷轧0。130。130。180。200.25备注:1,允许
18、偏差只给定()或()时,为上述数值的2倍. 2,外径在规定范围以外的钛管,其允许偏差由供需双方协议规定。4。2 管材的壁厚允许偏差管材的壁厚允许偏差按表5(1)及表5(2)的规定.但测焊接管的壁厚时,不包括焊接区表5(1) 远缝管的壁厚允许偏差外径mm壁 厚122-5mm10-400。2mm1040601010备注:1,允许偏差只给定()或()时,为上述数值的2倍。 2,外径及壁厚在规定范围以外的钛管,其允许偏差由供需双方协议规定。表5(2) 焊接管的壁厚允许偏差外径mm壁厚 mm0.3-0.40。40。60。6-11-1。51.522310600.05备注:1,允许偏差只给定()或()时,为
19、上述数值的2倍. 2,外径及壁厚在规定范围以外的钛管,其允许偏差由供需双方协议规定。4。3 长度允许偏差:钛管的长度允许偏差按表6的规定。表6 长度允许偏差 单位:mm长度允许偏差6000506000-20000100备注:长度在规定范围以外的钛管,其允许偏差由供需双方协议规定。5试验5.1 化学分析试验化学成分的化学分析试验按如下规定。JIS H 1611、JIS H 1612、JIS H 1614、JIS H 1619、JIS H 1620、JIS H 16305.2 拉伸试验:拉伸试验按JIS Z 2241的规定。拉伸试样为JIS Z 2201的No。11试样。再者,不能采用No。11试
20、样时,采用JIS Z 2201的No.12试样。但是,焊接管采用No。12试样的取样位置,从不含焊接部分采取。5.3 扩口试验:扩口试验是从取样管的端部截取适当长度的试样,用顶角60的圆锥形工具将试样一端扩大到外径的1.14倍进行试验。5。4 压扁试验是从取样管的端部截取长度50mm的试样,夹入2张平板之间,如图1所示,一直压缩到平板之间的距离由下式计算的H值为止进行试验。但对于焊接管,应将焊接区垂直于压缩方向放置进行试验。图1 压扁试验5.5 展平试验展平试验,从取样管的端部截取长度为100mm的试样,从焊接区的相反一侧沿管轴线方向切断异型成平板状进行的.5。6 气压试验:气压试验用0.61
21、。0MPa空气压力,在水中保持5秒以上进行的试验.5。7 水压试验水压试验有气密试验和耐压试验。气密试验用5。0MPa的压力保持5秒以上进行的试验,进行水压试验时,耐压试验由供需双方协议规定进行的试验.5。8 涡流探伤试验涡流探伤试验按JIS H 0515的规定。5。9 超声波探伤试验:超声波探伤试验按JIS H 0516的规定.6检验检验除按JIS H 0321规定外,还应按如下规定进行.6。1 化学成分的分析试验,以铸锭、热处理、制造方法及断面尺寸相同的管材为一批,每批任取一根,按JIS H 1610取样。但氢以外的成分可以用铸锭的分析值或焊接管用的坯料板或带的分析值代表。6.2 抗拉试验
22、、扩口试验、压扁试验及展平试验,以铸锭、热处理、制造方法及断面尺寸相同的管材每100根或不足100根取2根取样管,每根各取1个拉伸试样。再从其中1根的两端各取1个扩口试样,从另外1根的两端各取1个压扁试样.焊接管时,除取上述试样以外,应分别从取样管各取1个展平试样.6。3 不论气密试验及无损检验,原则上钛管应逐根进行试验及检验.6。4 钛管检查外观及尺寸的同时,按第5条进行试验,必须符合3。23。8条的规定日本工业标准钛板及钛带 JIS H 4600-1993 1适用范围本标准适用于耐腐蚀用钛板及钛带(以下称钛板及钛带)备注:下面表示本标准的引用标准。JIS H 0321 有色金属材料的检验规
23、则JIS H 1611 钛的分析方法规则JIS H 1612 钛及钛合金中的氮定量方法JIS H 1614 钛中铁定量方法JIS H 1619 钛及钛合金中的氢定量方法JIS H 1620 钛及钛合金中的氧定量方法JIS H 1630 钛的发光光谱分析方法JIS Z 2201 金属材料拉伸试样JIS Z 2204 金属材料弯曲试样JIS Z 2241 金属材料拉伸试验方法JIS Z 2248 金属材料弯曲试验方法2种类、加工方法及牌号钛板及钛带的种类、加工方法及牌号如表1所示。表1 种类、加工方法及牌号种类加工方法牌号参考钛板钛带特点及用途举例1类热轧TP 270HTR 270H耐腐蚀性特别是
24、耐海水腐蚀性好。用于化学装置、石油精制装置、纸浆造纸工业装置等冷轧TP 270CTR 270C2类热轧TP 340HTR 340H冷轧TP 340CTR 340C3类热轧TP 480HTR 480H冷轧TP 480CTR 480C4类热轧TP 550HTR 550H冷轧TP 550CTR 550C钛板及钛带应加工良好、均匀一致,不应有使用上有害的缺陷.但是,钛带可以包含一些不正常的部分。3质量3。1 外观钛板及钛带应加工良好、均匀一致,不应有使用上有害的缺陷.但是,钛带可以包含一些不正常的部分。3.2 化学成分钛板及钛带的化学成分按表2的规定表2 化学成分种类化学成分,不大于 HONFeTi1
25、类0.0130。150.050。20余量2类0.0130。200。050.25余量3类0。0130。300。070.30余量4类0。0130.400。070.50余量3。3 机械性能钛板及钛带的机械性能按表3的规定。另外,进行弯曲试验时,弯曲部分的外侧不可发生裂纹。表3 机械性能种类拉伸试验硬度试验厚度mm拉伸强度N/mm2屈服强度(1)N/ mm2延伸率%厚度mm弯曲角度内侧半径1类8100270410165270.25180厚度的2倍2类340-510215133类48062034518厚度的3倍4类55075048515注(1):钛板及钛带的屈服点,只限于订货者提出特别要求时适用,试样的
26、采取方向与轧制方向垂直。但是,不能采取试样时的处理由供需双方协议规定。备注:厚度在规定范围以外的钛板及钛带的机械性能由供需双方协议规定.3.4 内部特性钛板及钛带的内部特性按照5.4条进行试验,不应有裂纹等有害缺陷。但是,限于订货者提出要求时适用,判定标准由供需双方协议规定.4。尺寸允许偏差4.1 钛板及钛带的厚度的允许偏差按表4(1)及表4(2)的规定。表4(1) 热轧钛板及钛带的厚度允许偏差(2) 单位:mm厚度宽度允许偏差3-510000。36570。547-100。7710-151。0注(2):长度超过3000mm的钛板不适用。备注:1.允许偏差只给定()或()时,为上述数值的两倍。2
27、.厚度,宽度及长度在规定范围以外的钛板及钛带,其允许偏差由供需双方协议规定。表4(2) 冷轧钛板及钛带的厚度允许偏差 单位:mm厚度宽度允许偏差0。20.410000.050.40。60。060。61。00。091-1。50。131。5-20。16230.20350。32注(1):长度3000mm的钛板不适用。备注:1.允许偏差只给定()或()时,为上述数值的两倍.2。厚度,宽度及长度在规定范围以外的钛板及钛带,其允许偏差由供需双方协议规定。4.2 宽度的允许偏差钛板及钛带的宽度允许偏差按表5(1)及表5(2)的规定。表5(1) 钛板的宽度允许偏差 单位:mm厚度宽度长度20002000300
28、00。2-5100050100515100150备注:厚度、宽度及长度在规定范围以外的钛板,其允许偏差由供需双方协议规定。表5(2) 钛带的宽度允许偏差 单位:mm日本工业标准钛棒 JIS H 46501993 1适用范围本标准适用于断面为园形的耐腐蚀用的钛棒(以下称钛棒)。备注:本标准的引用标准如下所示JIS H 0321 有色金属材料检验规则JIS H 1611 钛的分析方法规则JIS H 1612 钛及钛合金中氮的定量方法JIS H 1614 钛中铁的定量方法JIS H 1619 钛及钛合金中氢的定量方法JIS H 1620 钛及钛合金中氧的定量方法JIS H 1630 钛的发光光谱分析
29、方法JIS Z 2201 金属材料拉伸试样JIS Z 2241 金属材料拉伸试验方法JIS Z 2243 布氏硬度试验方法JIS Z 2244 维氏硬度试验方法2种类及牌号 钛棒的种类、加工方法及牌号如表1所示表1 种类及牌号种类加工方法牌号参考特点及用途举例1类热加工TB 270 H耐蚀性能特别是耐海水性好.化学装置、石油精炼装置、纸浆造纸工业装置等冷加工TB 270 C2类热加工TB 340 H冷加工TB 340 C3类热加工TB 480 H冷加工TB 480 C4类热加工TB 550 H冷加工TB 550 C3质量 3.1 外观钛棒应加工良好,均匀一致,不应有使用上有害的缺陷。3。2 化
30、学成分钛棒的化学成分按表2的规定表2 化学成分种类化学成分 HONFeTi1类0。0150.150。050.20余量2类0.200.253类0.300。070.304类0.400。503.3 机械性能 钛棒的机械性能按表3规定,但关于硬度试验,订货者提出要求时适用.另外,由供需双方协议规定,硬度试验可以由拉伸试验代替.表3 机械性能种类直径mm拉伸试验硬度试验拉伸强度N/mm2屈服强度(1)N/ mm2延伸率HBS(HBW)10/3000或HVS(HVW)301类8100270-410165271002类340510215131103类480620345181504类5507504851518
31、0注(1):棒材的屈服强度只限于订货者提出特别要求时适用。备注:直径在规定范围以外的钛棒的机械性能,由供需双方协议规定.3.4 内部特性钛棒的内部特性按5.4节进行试验,不应有裂纹等有害的缺陷.但只限于订货者提出要求时适用,判定标准由供需双方协议规定.4尺寸及允许偏差4。1 直径允许偏差棒材的直径允许偏差按表4的规定表4 直径允许偏差 单位:mm直径加工方法热加工冷加工8250。40。125-1001。8%0。2备注:1,允许偏差只给定()或()时,为上述数值的2倍。2,直径在规定范围以外的钛棒以及由锻造生产的钛棒的允许偏差,由供需双方协议规定.4。2 长度允许偏差棒材的长度允许偏差按表5的规
32、定表5 长度允许偏差 单位:mm长度允许偏差700040/0备注:长度在规定范围以外的钛棒以及由锻造生产的钛棒的允许偏差由供需双方协议规定。 5试验5。1 化学分析试验化学分析试验按如下标准规定JIS H 1611、JIS H 1612、JIS H 1614、JIS H 1619、JIS H 1620、JIS H 16305.2 拉伸试验拉伸试验按JIS Z 2241的规定。拉伸时的试样为JIS Z 2201的NO。4试样。但进行屈服强度的测定时,至屈服点标距的应变增加率为0。30.7%/mm。屈服强度的测定结束后,进行拉伸强度的测定时,标距的应变增加率为30%/min左右。不能取NO。4试样
33、时,取JIS Z 2201的NO。3试样。5。3 硬度试验硬度试验按JIS Z 2243的规定或JIS Z 2244的规定.硬度试样可以从钛棒上采取或采用其他试样的一部分。5。4 内部特性试验内部特性试验应使用控伤仪,试验方法由供需双方协议规定。6检验检验除按JIS H 0321的规定外,还应按下列规定进行(1)化学分析试验的试样,以铸锭、热处理以及直径相同的钛棒为一组,从一组中任取1根,从中制备试样。但是氢以外的成分可以用铸锭的分析值代表。(2)拉伸试验及硬度试验的试样,以铸锭、热处理及直径相同的钛棒为一组,从一组中任取1根,从一组中任取1根,从中制备试样。(3)钛棒在检验外观及尺寸的同时按
34、第5条进行试验,必须符合第3。2-3.4条的规定。7标志钛棒必须用适当的方法在每一产品、每捆或每一包装上标记如下项目:(1)种类及加工方法或其牌号(2)尺寸规格(3)制造号码(日期)(4)制造厂名称或其缩写日本工业标准钛丝 JIS H 46701993 1适用范围本标准适用于断面为圆形的耐腐蚀用的钛丝(以下称钛丝).备注:本标准的引用标准如下所示JIS H 0321 有色金属材料检验规则JIS H 1611 钛分析方法规则JIS H 1612 钛中氮定量方法JIS H 1614 钛中铁的定量方法JIS H 1619 钛及钛合金中氢定量方法JIS H 1620 钛及钛合金中氧定量方法JIS H
35、1630 钛发光光谱分析方法JIS Z 2201 金属材料拉伸试样JIS Z 2241 金属材料拉伸试验方法2种类及牌号钛丝的种类及牌号如表1所示表1 种类及牌号种类牌号参考特点及用途举例1类TW270耐蚀性能特别是耐海水性好。化学装置、石油精炼装置、纸浆造纸工业装置等2类WT3403类TW4803质量3。1 外观钛丝应加工良好,均匀一致,不应有使用上有害的缺陷。3。2 化学成分钛棒的化学成分按表2的规定表2 化学成分种类化学成分 HONFeTi1类0。0150。150。050。20余量2类0.200.050。253类0。300。070。303。3 机械性能钛丝的机械性能按表3规定.备注:直径
36、在规定范围以外的钛丝的机械性能,由供需双方协议规定。表3 机械性能种类直径mm拉伸试验拉伸强度 N/mm2延伸率 %1类18270410152类340510133类480620114尺寸及允许偏差钛丝的直径允许偏差按表4的规定表4 直径允许偏差 单位:mm直径允许偏差120.04230。06350.085-80.10备注:1,允许偏差只给定()或()时,为上述数值的2倍。2,直径在规定范围以外的钛丝的允许偏差,由供需双方协议规定.5试验5。1 化学分析试验化学成分的分析试验按如下标准规定JIS H 1611、JIS H 1612、JIS H 1614、JIS H 1619、JIS H 1620
37、、JIS H 16305。2 拉伸试验拉伸试验按JIS Z 2241的规定。拉伸时的试样为JIS Z 2201的NO.9A试样。6检验检验除按JIS H 0321的规定外,还应按下列规定进行:(1)化学分析试验的试样,以铸锭、热处理及直径相同的钛丝为一组,从一组中任取1捆,从中制备试样。但是氢以外的成分可以用铸锭的分析值代表。(2)拉伸试验的试样,按铸锭、热处理及直径相同的钛丝每10捆或不足10捆,抽取一捆,从其两端各取1个.(3)钛丝在检验外观及尺寸的同时按第5条进行试验,必须符合第3及第4条的规定。7标志钛丝必须用适当的方法,在每一产品、每一捆或每一包装上标记如下项目:(1)种类及其牌号 (2)尺寸规格(3)制造号码(日期)(4)制造厂名称或其缩写
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 小学四年级下册综合实践活动纸杯娃娃的制作课件
- 建筑赏析5喀什教学课件
- 建筑赏析——教堂教学课件
- 小学四年级下册综合实践活动生活中的小窍门课件
- 建筑赏析:当代建筑的特点与实例课件
- 小学四年级下册综合实践活动玩石头课件
- 小学四年级下册综合实践活动好习惯伴我成长课件
- 小学四年级下册综合实践活动水是生命之源课件
- 小学四年级下册综合实践活动节约用水课件
- 小学四年级下册综合实践活动果蔬大变身课件
- 小学四年级下册综合实践活动月饼课件
- 建筑资料员培训基础部分-建筑识图详解课件
- 小学四年级下册综合实践活动最强大脑课件
- 小学四年级下册综合实践活动早餐的学问课件
- 小学四年级上册美术ppt课件第4课家乡的古塔报本塔浙美版
