《模具设计相关练习》由会员分享,可在线阅读,更多相关《模具设计相关练习(8页珍藏版)》请在装配图网上搜索。
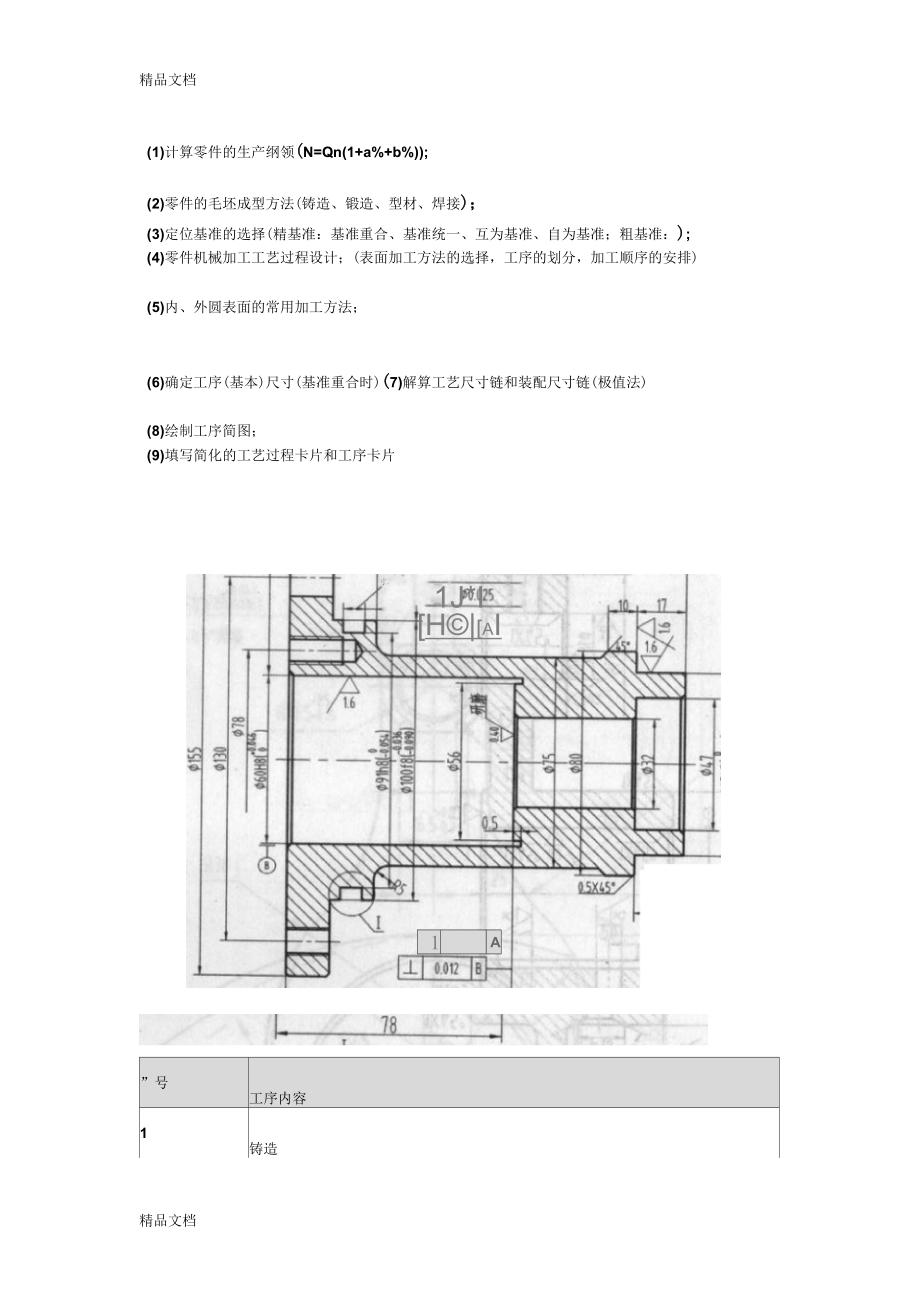
1、精品文档(1)计算零件的生产纲领(N=Qn(1+a%+b%);(2)零件的毛坯成型方法(铸造、锻造、型材、焊接);(3)定位基准的选择(精基准:基准重合、基准统一、互为基准、自为基准;粗基准:);(4)零件机械加工工艺过程设计;(表面加工方法的选择,工序的划分,加工顺序的安排)(5)内、外圆表面的常用加工方法;(6)确定工序(基本)尺寸(基准重合时)(7)解算工艺尺寸链和装配尺寸链(极值法)(8)绘制工序简图;(9)填写简化的工艺过程卡片和工序卡片寸.1J*IH|aI1A”号工序内容1铸造2退火3装夹0100f8,车137左端面见光、车060H8孔至059,车78右端面,保证尺寸77.4装夹0
2、60H8孔,车137右端面到137、车080到尺寸、065h5孔至066,车17左端面,车0100f8到0101,车15右端面保证尺寸15。车032内圆到尺寸、车047内圆到尺寸、车17左端面装夹0100f8,车137左端面见光、车060H8孔至059,车78右端面,保证尺寸78.。倒两内角1X45。倒角0.5X45.5装夹0100f8,车060H8孔至尺寸,车78右端面到尺寸,车056沟槽.倒两内角1X45。6装夹060H8孔,车0100f8到尺寸、065h5孔至尺寸,车091h8沟槽到尺寸、倒角1X45。7钻6-013孔到尺寸,钻6-M10螺孔底孔08.5,攻6-M10螺孔。8去毛刺9研磨
3、78右端面。1010检验11水压试验12清洗、涂油、入库AvM Q精品文档卜械加工工过程卡片零件名称传动轴零件图号JSQ200-03材料牌号毛坯种065圆40Cr类钢毛坯外形尺寸065X173备注序号工序名陈工序内容工艺装备(设备和刀具)1F料割065X173mm棒料。锯床、带锯条2车车右端面见光、钻右端面中心孔、车055X22外圆留1mm余量。卧式车床、端面车刀、90外圆车刀、中心孔钻头3车车左端面保证长度170mm、钻左端面中心孔、车062外圆、056X54夕卜圆、055X32夕卜圆、045X50等外圆留1mm余量。卧式车床、端面车刀、90车刀、中心孔钻头4车车062外圆到尺寸、车056X
4、54、045X50、055X32、055X22外圆留0.3mm余量,两端倒角C2。卧式车床、90、45外圆车刀5车车045m6X50、056m6X54到尺寸、倒圆角R2。卧式车床、90外圆车刀6诜铳39.5X12X18、50X16X18键槽到尺寸立式铳床、012、016键槽铳刀7肘去毛刺。锤刀8机处理调质225285HBS。热处理炉9车研磨中心孔卧式车床、硬质合金顶尖10奢055j6X32、555j6X22到尺寸。外圆磨11佥验045m6、056m6、055j6外圆的尺寸精度,055j6外圆的圆柱度和同轴度,39.5X12X18、50X16X18键槽的尺寸精度和对称度,各轴段的表面粗糙度。外径
5、千分尺、百分表、游标卡尺、粗糙度样块、偏摆仪等12清洗清洗、涂油、入库机械加工工序卡片工序号6)工序名称4先加工设备二2式铳床-Lzkp工步内容刀具量(检)具切削速度(m/min)背吃刀量(mm)1铳39.5X12X18键槽到尺寸012键槽铳刀游标卡尺300.52铳50X16X18键槽到尺寸016键槽铳刀游标卡尺300.5色S0中0序号需加工的表面表面形状及粗糙度加工方法1022H9孔内圆孔钻、钱245两端面平囿粗铳3倒角1X45圆锥孔车忽4M8螺孔螺孔钻、攻丝5厚12h9深55平囿铳I608孔内圆孔钻序号工序内容表面粗糙度工序简图1铸造2铳45底面,留1mm.钻022H9孔至021.53铳45上面到45、倒角1X454铳厚12h9两囿,保证深555钻08孔6钻M8底孔06.5,攻丝M8螺孔7较022H9孔号工序内容1铸造2退火3铳45底囿,留1mm.钻022H9孔至021.54铳45上面II45、倒角1X455铳厚12h9两囿,保证深556去毛刺7钻08孑L8钻M8底孔06.5,攻丝M8螺孔9校022H9孔10险验
 模具设计相关练习
模具设计相关练习