 数控弯箍机操作说明
数控弯箍机操作说明

《数控弯箍机操作说明》由会员分享,可在线阅读,更多相关《数控弯箍机操作说明(12页珍藏版)》请在装配图网上搜索。
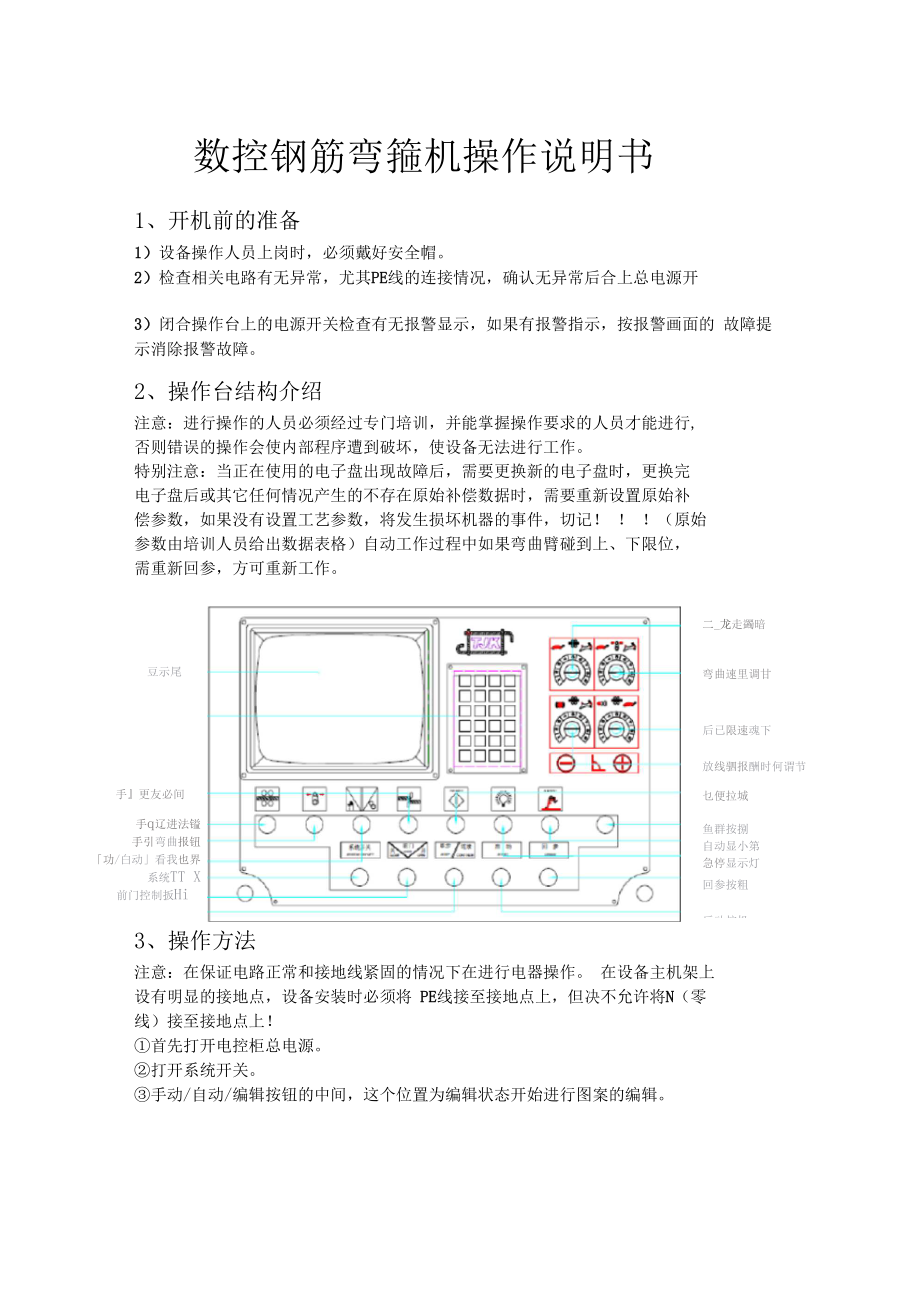
1、数控钢筋弯箍机操作说明书1、开机前的准备1)设备操作人员上岗时,必须戴好安全帽。2)检查相关电路有无异常,尤其PE线的连接情况,确认无异常后合上总电源开3)闭合操作台上的电源开关检查有无报警显示,如果有报警指示,按报警画面的 故障提示消除报警故障。2、操作台结构介绍注意:进行操作的人员必须经过专门培训,并能掌握操作要求的人员才能进行, 否则错误的操作会使内部程序遭到破坏,使设备无法进行工作。特别注意:当正在使用的电子盘出现故障后,需要更换新的电子盘时,更换完 电子盘后或其它任何情况产生的不存在原始补偿数据时,需要重新设置原始补 偿参数,如果没有设置工艺参数,将发生损坏机器的事件,切记! ! !
2、(原始 参数由培训人员给出数据表格)自动工作过程中如果弯曲臂碰到上、下限位, 需重新回参,方可重新工作。豆示尾手更友必间手q辽进法镒 手引弯曲报钮 功/白动看我也界 系统TT X前门控制扳Hi二_龙走蠲暗弯曲速里调甘后已限速魂下放线驷报酬时何谓节乜便拉城鱼群按捌自动显小第急停显示灯回参按粗后动按机3、操作方法注意:在保证电路正常和接地线紧固的情况下在进行电器操作。 在设备主机架上 设有明显的接地点,设备安装时必须将 PE线接至接地点上,但决不允许将N(零 线)接至接地点上!首先打开电控柜总电源。打开系统开关。手动/自动/编辑按钮的中间,这个位置为编辑状态开始进行图案的编辑。当出现紧急情况或错误
3、动作时必须及时按下急停按钮,此时急停显示等将打 开。根据显示屏的报警提示解除错误,按下复位键恢复准备工作状态。当按过急停按钮时或者是从其它状态打到自动状态时需要回参。长废料-力唯加大-M的补信加大,巨 | a 团包叵叵1反夸蟒区巨囿D卜_ I-,。C,一OO尤度补脑大 角好卜隹我小 国双度补管款小 缩头选择回到选择西而响上版光标向下楂林标回车注意:当在自动工作时出现故障得到解决后, 无法实现各结构回到工作初始位置 时,要按下急停后复位回参。4、参数设定1)当进行一种新的生产任务时需要进行机械调整,这样可能会产生几件不合格 样品。请您再调试时进行单步调整。2)当进行工作时由于速度的的快慢会对长度
4、和角度有些影响请在速度调整固定 后对机械的长度和角度进行微调。3)变频器的参数在出厂前已经设定好,经我公司允许的条件下需要专业人员进行 修改操作,其它人员不得私自修改。4)速度设定注意:当加工。12、。13的钢筋时应限制加工速度,否则速度过快将使机械受 到严重损坏。当弯曲箍筋的尺寸(边长或对角边长)大于400毫米时应相应的减 慢弯曲速度,这些在程序中已设定,但根据实际情况客户应自行进行调整。5、系统操作说明(一)主画面说明如下图所示画面既为弯箍机系统软件主画面:tjkm图 2-0-11)状态条状态条主要显示系统设定参数的值及工艺加工状态参数。其中系统设 定参数主要有:a)计划生产数:当前设定的
5、计划生产数,该值根据任务状态的不同在任务画面或多任务画面进行设定。见下图计丸性产 !19,件!I!1h|ii|T图 2-1-1b)补偿参数:分别是角度整体补偿,长度整体补偿,圆弧整体补偿,其中长度补偿在补偿画面里设定,其余通过相应的补偿按键进行定。一长度整体补僖0 ro-lmm角度SE体补偿0圆弧整体补偿0图 2-1-2c)任务状态:该软件任务状态共分两种既多任务状态和单任务状态, 在单任务状态下一次只能批量的生产一种图形,而在多任务状态下 可以多批次批量生产多种图形,该参数需在多任务画面进行设定。 见下图|任务状态_I图 2-1-3d)速度模式:该软件速度模式共分两种既速度自动模式和速度手动
6、 模式,在速度自动模式下,加工图形时每一条边的加工速度由运动控 制系统进行自行规划,在手动模式下用户必须设定限速速度和限速 长度来控制图形的加工速度。这里推荐用速度自动模式。速度模式手动丁 口图 2-1-4e)钢筋直径:待生产钢筋的钢筋直径,该参数在任务画面里进行设 置。钢筋直径 J 7 mm :图 2-1-5其中工艺加工状态参数主要有:1) 弯曲角度显示:显示当前弯曲轴的弯曲角度。弯曲一度risoi;:h r I - m 图 2-1-62)系统速度参数:主要包括送进速度,弯曲速度,弯曲限速。在速 度自动时弯曲速度失效,不具有参考意义。;送筋注度20%i苴曲速度20%弯曲随谋R%图 2-1-7
7、3)当前弯曲速度:速度自动模式时显示加工图形每条边的速度。 当弯曲速度30 : % |图 2-1-84)生产重量:累积计算系统内共加工钢筋的重量值,可在任务画面的生产重量清零按钮进行清零。令产於& _ :_21,血1 ku图 2-1-95)已经生产:显示已经生产的图形数,当计划生产数等于已经生产 数时,生产任务完成,机器停止加工。I 已娶中产口 件图 2-1-102)功能条列出了系统内的主要功能,这里不进行说明,请查看软件的即时帮助信息。功能条如下图所示:图 2-2-13)即时帮助窗口即时帮助的窗口,在捕捉到用户操作的同时,实时显示功能帮助信息及指导用户进行相应的操作。如下图所示:图 2-3-
8、14)图形编辑画面进入图形编辑画面方法有两种,按主画面键回车,点编辑或者清 除按钮即可进入另外一种方法是按主画面键,之后通过上下键进 入。如下图所示:摄品HP川k!450135切)1301509015090150go150904309010090901509015090150135100图 2-4-1共可以编辑最多32个图元,可以通过方向键进行翻页。(二)连续生产见连续生产操作规则说明书。(三)任务画面选中功能条当中的任务按钮之后按回车键即可进入任务画面,该画面的主要功能是设定系统在单任务工作状态下的一些加工参数,及用于系统调试及状态显示功能的I/O监控画面。如下图所示:图 3-0-1具体每个
9、功能的信息,可以查看软件的实时帮助信息。1) I/O 监视功能该功能的主要目的是在系统出现故障时,用于监视机器的运行状态,及发生故障时查看报警代码。如图3-1-1所示:其中送筋伺服报警代 码和弯曲伺服报警代码,在伺服发生报警时可以通过该代码在故障诊 断功能里查询故障的具体信息及解决方案。下方的四个按钮可以分别 控制弯曲轴的伸出缩回及上移下移以及送丝夹紧等。微品1 tT邮It审涮厘法持质书等#利挪野日20口加000掏醵瞎当创啕福音印f二子聘所翔注倒城然崎锄圾J10 30I1L DI 口史 0103: CI D.41I DS: C龙:01 C.7。就启舟叵芋的旧的西氏附谭nr题要他fll11 LO
10、:Z J.l: DI 12:1113 C11.4 J11.5: 02 0 1L: 1覆式砂格蜀腰蟋藏催弯穗F心懿蚪点112.41Jf5in 1I?1I - 0: 萼住上映号AT际施昔三解/苴肯艇迷巨莒知肮融佛生师13 11111: 0I 3于 D13 4 0135 JT3E 1I 3T- DTi前能师赛冢运前霞就的限船窗嗣用找皿 1L U(口 4: JC5 1Q| D.?: 0q )1,L鼬忙玉考酬小妣格螃包(02q D.3. 0q Q&l in 0q 15: a.我游?F1图 3-1-1(四)其它功能软件的其他功能不在进行叙述,具体可以进入画面通过移动方向键来查看帮助信息即可。6、开机百口
11、!设备工作时严禁超载。必须定期对设备进行保养与维护。参数设定好后才佥查钢筋是否穿好,确认无误后即可开机启动。1)速度的设定:根据生产的实际情况通过变频调速器对加工速度进行预先设定。 操作台设有长度超过300毫米的限速旋钮,能够自动确认一条直线长度的限速, 但不 能确定产品形状的累积长度而进行限速,请根据具体图形整体设置速度进行设定。2)穿线:把盘圆钢筋放在放线架上,然后剪断盘条钢筋的包扎线。注意:设备在长时间停转和位置移动时在正式开车生产前需要空转 2小时进行 各部分包括机械和电器部分的测试, 各部分正常后才能进行生产,否则会出现设 备严重损害和人员伤亡。注意:剪断盘条钢筋包扎线时避开包扎线正
12、方向, 以免剪断时弹到身体,导致伤 害。放线盘立柱调整的尺寸要和盘圆钢筋内孔尺寸相近,保持盘圆钢筋内径尺寸大于立柱组成的圆径的量不超过100毫米。否则会造成放线架倾斜变形,严重损 坏机械。把盘条钢筋的端头穿过过线滚,然后用矫直管将端部尽量矫直插入弯箍 机送进机构的下牵引轮上,扳动“送进气缸”压下压下轮,就绪后向右扳动“送 进按钮”实现自动送进,到钢筋穿至牵引机构时,再扳下“牵引气缸”的控制阀 压下牵引轮。注意:牵引气缸的压力小于或等于4公斤。否则钢筋会出槽或发生 其它影响连续生产的情况。把操作系统打到手动挡。操作牵引电机的送进按钮, 放缓速度把钢筋穿完。单线加工时使用水平矫直机构的上轨道。双线
13、加工时第一 根也穿入水平矫直机构的上轨道,把第二根钢筋插入水平矫直机构的下轨道中, 上轨道的钢筋在二矫直机构中要在里面的矫直轨道上,一矫直机构下面的钢筋要 在二矫直机构外部轨道进行矫直。7、调整注意:钢筋的直度会严重影响加工产品的质量, 所以钢筋的矫直工作是至关重要 的。1)矫直部分压下辗的调整:压下辗的压下量以逐渐减少的模式压下,后面的两个压下辗的压下量调整到钢筋 不发生变形为准。2)钢筋出现上下弯曲的调整:钢筋出现上弯曲(翘):向下调整竖直矫直机构最后一个压下辗或向上调整倒 数第二个压下辗。钢筋出现下弯曲(翘):向上调整竖直矫直机构最后一个压下辗或向下调整倒 数第二个压下辗。3)钢筋出现里
14、外(侧向)弯曲的调整: 钢筋出现向里弯曲(翘):调松水平矫直机构的最后一个压紧辗或调紧中间压 紧车昆。 钢筋出现向外弯曲(翘):调紧水平矫直机构的最后一个压紧辗或调松中间压 紧车昆。4)钢筋压下量的调整:对于具有均匀的横肋并具有均匀机械性能的钢筋,矫直 比较容易,不需要矫直轮施加太大的压力。对于钢筋带有不规则横肋和不规则机 械性能时,这种钢筋比较难矫直,建议在矫直轮上施加较大的压力。 安装调试或 特殊故障将钢筋退出后,运行前经过穿线慢速运行3-4米剪断,再运行3-4米,观看 钢筋的平直度,如果出现第4.2-4.4条款中所述的情况按各条款中的调整提示进 行调整,直至钢筋直度达到要求为止。外侧钢筋
15、的调整方法与内侧相同。注意:每个矫直轮必须处于工作状态,这样能够保证机械的连续工作和使用寿命 以及保证产品的质量。注意:矫直机构压下量应取合适值,否则过大又会使机械电流超载。5)牵引机构的调整:牵引机构上下压紧轮之间压紧力的大小可通过调整压紧气缸气压的大小来调整,要根据所弯钢筋直径和具体材质的不同, 结合实际调试情况,调整到刚好能 有效牵引钢筋为宜,一般直径大的钢筋压紧力大,直径小的压紧力小,压紧力太 大会影响箍筋的表面质量和牵引机构的使用寿命。6)剪切机构的调整:当加工双线钢筋时换成双线固定刀,加工单线钢筋时换用单线固定刀,当发 现活动刀与固定刀的间隙过大时检验剪切臂端盖 (铜)的磨损情况,
16、磨损严重时 换用备件。如果间隙过大会产生切不断钢筋的情况。 如果出现钢筋顶活动刀的情 况,检查制动电机注意:剪切减速机输出轴键需要随时留意是否松动窜出,发现异常及时解决,否 则会使轴与减速机之间产生很大的剪切力,对设备造成严重损坏。7)弯曲轴的调整:调整工作旋钮出厂前已把弯曲主轴伸缩量及弯曲限位量调整好, 在使用时注意加工不同直径的 钢筋换用不同的心轴。在主机柜内装有一个“调整 /工作旋钮,需调整时扳到“调整”位置,后按电磁阀红色按钮,看到气缸移到中间位置放开手,使气缸停在中间位置,然后进行手轮调整。此步完成之后要把旋钮扳到“工作 ”位置.否则 设置不能正常工作。钢筋直杼06-070 8-09
17、0 10-0 12心抽直梗0250 300 32萼曲轴直径0 600 400 40调整弯曲心轴与弯曲拍的间距二18倍纲筋直径注意:弯曲主轴的联轴器在生产厂家不允许的情况下不许拆卸,否则可能导致 弯曲角度不准或把弯曲主轴撞坏的情况。不同的钢筋直径必须换用不同直径的 心轴,否则导致心轴损坏、弯曲图形不准确等后果。调整/工作旋钮8、开机运行当钢筋的平直度与弯曲角度达到要求后,通过电位器旋转开关将钢筋运行速度调 到需要的速度,即可启动弯箍机。注意:设备正常运行时,应关闭安全防护门与后门,以免钢筋弹出伤人和触电事故的发 生。打开或关闭安全防护门时,要前后呼应,以防碰伤他人。切刀剪切时,应远离切刀位置,防止钢筋切头伤人。在自动运行中由单步换到连续时需按启动,此时会产生一个废品。因钢筋的机械性能会有差异,弯曲过程中将产生弯曲后尺寸和设定尺寸不同,这时需要进行长度补偿调整或重新设定数据。机械运行时严禁人或其它生物直接或间接的接触机械的运动部位和工作中的钢筋。否则会造成严重的伤害事故。原料钢筋表面要干燥无锈皮,否则将损坏机械并且影响操作者的安全。设备即使处于自动工作状态时,也必须有一位经过培训的人监管,设备负责人 将所有钥匙保管好,防止其它人操作设备。汪息:严禁把钢筋箍在心轴的状态停留时间超过 0.5分钟,否则会对弯曲部分的轴承 造成严重的破坏。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
