《常用加工精度对照表》由会员分享,可在线阅读,更多相关《常用加工精度对照表(5页珍藏版)》请在装配图网上搜索。
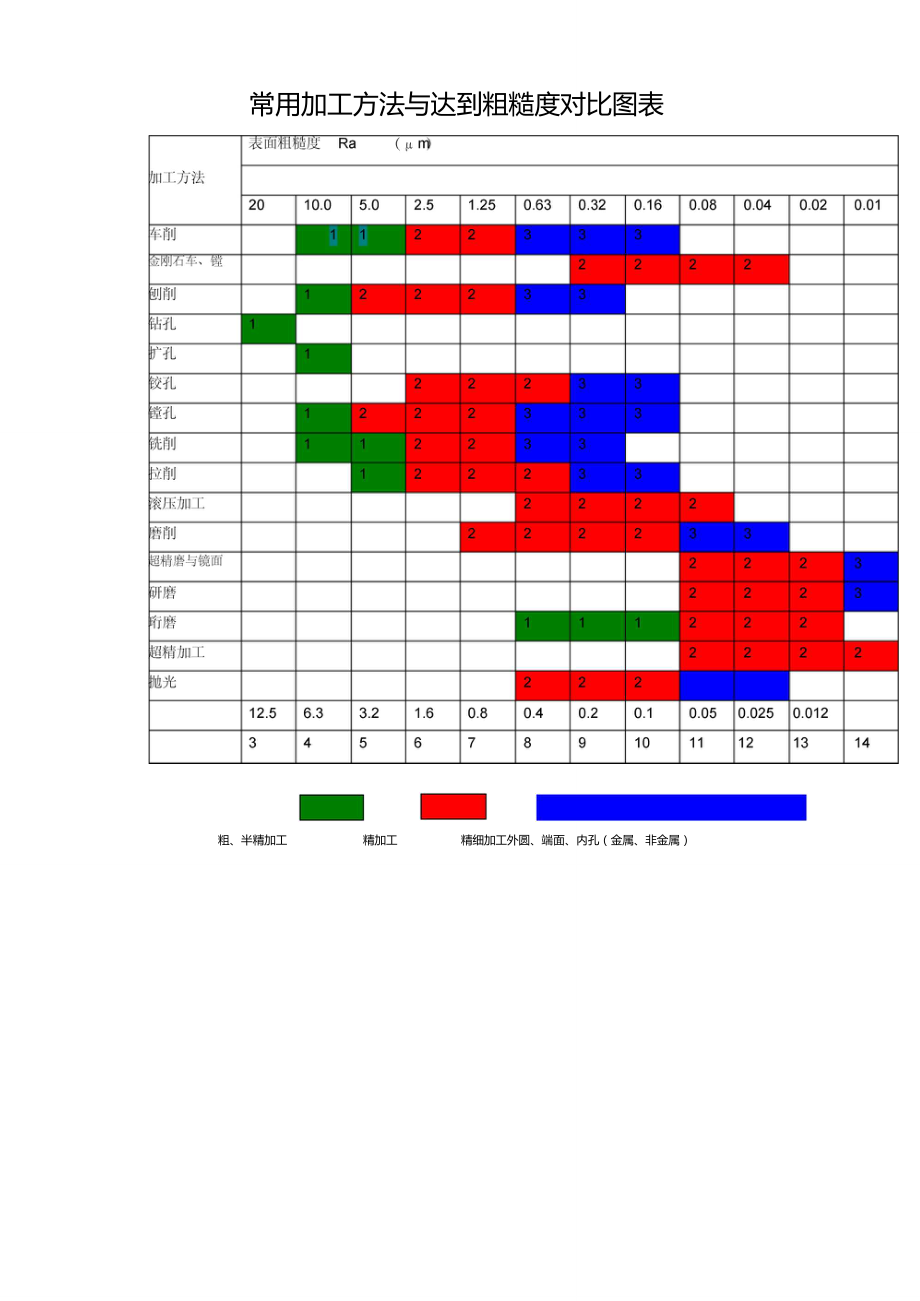
1、常用加工方法与达到粗糙度对比图表精加工精细加工外圆、端面、内孔(金属、非金属)粗、半精加工孔加工方案与经济公差序 号加工方案经济公差等级表面粗糙度Ra (卩 m适用范围1钻IT11-1320加工未淬火钢及铸铁的实心毛 坯,也可用于加工有色金属(表面粗 糙度稍差),孔径(15-20)mm2钻-铰IT8-95.0-2.53钻-粗铰-精铰IT7-82.5-1.254钻-扩IT1120-10.0同上,但孔径(15-20)mmr 5钻-扩-铰IT8-95.0-2.5:6钻-扩-粗铰-精铰IT72.5-1.257钻-扩-机铰-手铰IT6-70.63-0.160 :8钻-(扩)-拉IT6-72.5-0.16
2、0大批大量生产(精度视)1 9粗镗(或扩孔)IT11-1320-10.0除淬火钢外各种材料,毛坯有铸 出孔或锻出孔10粗镗(粗扩)-半精镗(精扩)IT8-95.0-2.511粗镗(扩)-半精镗(精扩)-精镗(铰)IT7-82.5-1.2512粗镗(扩)-半精镗(精扩)-精镗-浮动 镗刀块精镗IT6-71.25-0.6313粗镗(扩)-半精镗-磨孔IT7-81.25-0.32 J主要用于加工淬火钢,也可用于 不淬火钢,但不宜用于有色金属14粗镗(扩)-半精镗-粗磨-精磨IT6-70.32-0.16015粗镗-半精镗-精镗-金刚镗IT6-70.63-0.080 :主要用于精度要求较咼的有色金属加工
3、16钻-(扩)-粗铰-精铰-珩磨 钻-(扩)-拉-珩磨 粗镗-半精镗-精镗-珩磨IT6-70.32-0.040精度要求很咼的孔17以研磨代替上述方案的珩磨IT6以上0.160-0.010平面加工方案与经济公差序 号加工方案经济公差等级表面粗糙度Ra (卩 m适用范围1粗车-半精车IT8-910-5.0端面2粗车-半精车-精车IT6-72.5-1.53粗车-半精车-磨削IT7-91.25-0.324粗刨(或粗铳)-精刨(或精铳)IT7-910.0-2.5一般不淬硬平面(端铳的表面粗糙度较r 5粗刨(或粗铳)-精刨(或精铳)-括研IT5-61.25-0.160 :精度要求较咼的不淬硬平面 批量较大
4、时宜米用宽刃精刨方案6粗刨(或粗铳)-精刨(或精铳)-宽刃精刨JIT61.25-0.327粗刨(或粗铳)-精刨(或精铳)-磨削IT61.25-0.32 :精度要求较咼的淬硬平面或不淬硬 平面8粗刨(或粗铳)-精刨(或精铳)-粗磨-精磨 IT5-60.63-0.0409粗铳-拉IT6-91.25-0.32大量生产,较小的平面(精度视拉刀 的精度而定)10粗铳-精铳-磨削-研磨IT5以上咼精度平面外圆表面加工方案与经济公差序 号加工方案经济公差等级表面粗糙度Ra (卩 m)适用范围1.粗车IT11-1380-20适用于淬火钢外的各种金属2.粗车-半精车IT8-910.0-5.03.粗车-半精车-精
5、车IT6-72.5-1.254.粗车-半精车-精车-滚压(或抛光)IT6-70.32-0.040粗车-半精车-磨削IT6-71.25-0.63主要用于淬火钢,也可用于未 淬火钢,但不宜加工有色金属6.粗车-半精车-粗磨-精磨IT5-60.63-0.1607.粗车-半精车-粗磨-精磨-超精加工 (或轮式超精磨)IT50.160-0.0208.粗车-半精车-精车-金刚石车IT5-60.63-0.040主要用于要求较咼的有色金属的加工9.粗车-半精车-粗磨-精磨-超精磨或镜 面磨IT5以上0.040-0.010极高精度的外圆加工10.粗车-半精车-粗磨-精磨-研磨IT5以上0.160-0.010各种毛坯表面层厚度(mm)自由锻件模锻件铸件磁钢 1.5磁钢1灰口铸铁1-4合金钢2-4合金钢 0.5铸钢2-5
 常用加工精度对照表
常用加工精度对照表