 通用焊接工艺卡
通用焊接工艺卡

《通用焊接工艺卡》由会员分享,可在线阅读,更多相关《通用焊接工艺卡(33页珍藏版)》请在装配图网上搜索。
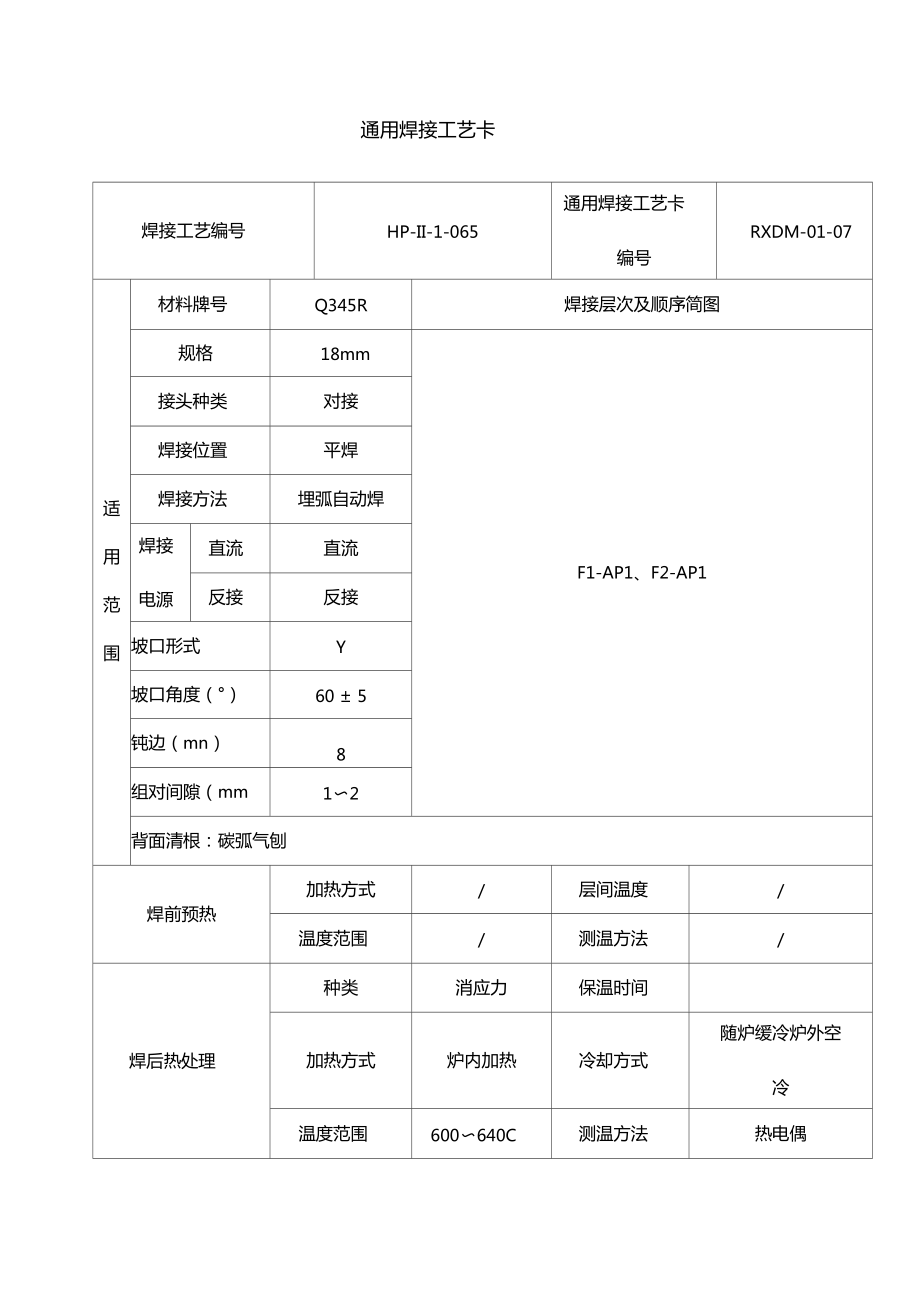
1、通用焊接工艺卡焊接工艺编号HP-II-1-065通用焊接工艺卡编号RXDM-01-07适 用 范 围材料牌号Q345R焊接层次及顺序简图规格18mmF1-AP1、F2-AP1接头种类对接焊接位置平焊焊接方法埋弧自动焊焊接电源直流直流反接反接坡口形式Y坡口角度()60 5钝边(mn)8组对间隙(mm12背面清根:碳弧气刨焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600640C测温方法热电偶焊接工艺参数焊层焊材牌号焊材规 格(mm焊接电流(A)电弧电压(V)焊接速 度Cm/min气流量L/min钨极直 径(mm喷嘴直
2、 径(mm线能量(KJ/cm)1H10Mn2/HJ431e45048032354850/2H10Mn2/HJ43152055034364648/34H10Mn2/HJ43158060035374648/备注:其它焊接工艺要求,按本单位通用焊接工艺规程执行通用焊接工艺卡焊接工艺编号HP-II-1-065通用焊接工艺卡编号RXDM-01-06适用范围材料牌号Q345R焊接层次及顺序简图规格16mmA1 A5 B2B5接头种类对接焊接位置平焊焊接电源直流直流反接反接坡口形式Y坡口角度()50 5钝边(mm6组对间隙(mm12焊接方法埋弧自动焊背面清根:碳弧气刨焊前预热加热方式/层间温度/温度范围/测
3、温方法/焊后热处理种类消应力保温时间加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600640C测温方法热电偶焊接工艺参数焊层焊材牌号焊材规格(mrjn焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm喷嘴直径(mr)线能量(KJ/cm)1H10Mn2/HJ431e45048032354850/23H10Mn2/HJ43155058033364648/4H10Mn2/HJ43158060035374648/备注:其它焊接工艺要求,按本单位通用焊接工艺规程执行通用焊接工艺卡焊接工艺编号HP-II-1-065通用焊接工艺卡编号RXDM-01-06适用范围材料牌号Q34
4、5R焊接层次及顺序简图规格18/16mmB1、B6接头种类对接焊接位置平焊焊接方法埋弧自动焊焊接电源直流直流反接反接坡口形式Y坡口角度()50 5钝边(mm10组对间隙(mm12背面清根:碳弧气刨焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600640C测温方法热电偶焊接工艺参数焊层焊材牌号焊材规格(mrjn焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm喷嘴直径(mr)线能量(KJ/cm)1H10Mn2/HJ431e45048032354850/23H10Mn2/HJ43155058
5、033364648/4H10Mn2/HJ43158060035374648/备注:其它焊接工艺要求,按本单位通用焊接工艺规程执行通用焊接工艺卡通用焊接工艺卡编材料牌号Q345R/16M nilQ345R焊接层次及顺序简图规格16mm接头种类对接焊接位置平焊焊接方法焊条电弧焊焊 种类直流接电极性源反接A6 A7、B14、B15坡口形式Y坡口角度50 5()钝边(mm23组对间隙12(mrjn适 用 范 围焊接工艺编号HP-ll-1-055RXDS-01-07号背面清根:碳弧气刨焊前预热加热方式/层见温度/温度范围/测温方法/焊后热处理种类消应力保温时间加热方式炉内加热冷却方式随炉缓冷炉外空冷温度
6、范围600640C测温方法热电偶焊接工艺参数焊层焊材牌号焊材规格(mm焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm喷嘴直径(mm线能量(KJ/cm)1J507e16016523241516/2J50716517023241516/34J50717017524251415/56J507e17017524251415/备注:其它焊接工艺要求,按本单位通用焊接工艺规程执行通用焊接工艺卡焊接工艺编号HP-1-1/11-1-094通用焊接工艺卡编号RXDT YS-01-02适用材料牌号20/16M nil焊接层次及顺序简图规格 57*5、 89*6B7B13范接头种类对
7、接围焊接位置平焊焊接方法手工钨极氩弧焊+焊条电弧焊焊种类直流接电极性正接+反接源坡口形式Y坡口角度()60 5钝边(mn)1组对间隙(mm背面清根:/焊层焊道焊材牌号焊材规格(mm焊接电流(A)电弧电压(V)焊接速度Cm/min气流量 钨极直径喷嘴直径线能量L/min(mm( mr)(KJ/cm)焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600640C测温方法热电偶焊接工艺参数1J50巾90 9513 148991110102J427巾11011521 221718/3J427巾11011521 221516/备
8、注:其它焊接工艺要求,按本单位通用焊接工艺规程执行通用焊接工艺卡焊接工艺编号HP-I-1 /II-1-094通用焊接工艺卡编号RXDT YS-01-01适 用 范 围材料牌号20/16M nil焊接层次及顺序简图规格 25 x 3mm接头种类对接B16 B17焊接位置平焊焊接方法手工钨极氩弧焊+焊条电弧焊种类直流接电 极性源坡口形式坡口角度正接+ 反接60 5钝边(mn)1组对间隙(mm焊层焊道焊材牌号焊材规 格(mm焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直 径(mm喷嘴直径(mm1J50巾90 9513 1489911102J427巾11021 2217/线能量
9、(KJ/cm)背面清根:/焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600640C测温方法热电偶焊接工艺参数11518备注:其它焊接工艺要求,按本单位通用焊接工艺规程执行通用焊接工艺卡HP-II-1-067焊接工艺编号HP-II-1-055HP-I-1-012通用焊接工艺卡RXDS-09-0编号6材料牌号20/Q345R适规格3 s=16mm用接头种类管板角接范焊接位置垂直固定围焊接方法焊条电弧焊焊 种类直流焊接层次及顺序简图接电 源极性反接D1、D2、D5- D7 D11坡口形式单V坡皮口角度()B 1=35
10、2B 2=50 5钝边(mn)12组对间隙(mmbi=5 1b2=2背面清根:碳弧气刨焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600640C测温方法热电偶焊接工艺参数焊层焊材牌号焊材规格(mm焊接电流(A)电弧电 压(V焊接速度Cm/min气流量L/min钨极直 径(mm喷嘴直径(mr)线能量(KJ/cm)1J507e10010520211112/101223J50716517023241516/45J50715516023241415/6J50712012522231516/79J5071651702324
11、1415/1012J50715516023241516/154备注:其它焊接工艺要求,按本单位通用焊接工艺规程执行通用焊接工艺卡焊接工艺编号HP-II-1-067HP-II-1-055HP-I-1-012通用焊接工艺卡编号R10-0047-02材料牌号20/Q345R焊接层次及顺序简图规格3 s=16mm接头种类管板角接适 用 范 围焊接位置焊接方法垂直固定焊条电弧焊直流反接K1 6mmD3 D4坡口形式坡皮口角度()B i=35土 2B 2=50 5钝边(mrjn12组对间隙(mmbi=5 1b2=2背面清根:碳弧气刨焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时
12、间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600640C测温方法热电偶焊接工艺参数焊层焊材牌号焊材规 格(mr)焊接电流(A)电弧电 压(V)焊接速度Cm/min气流量L/min钨极直 径(mm喷嘴直径(mm线能量(KJ/cm)1J507e10010520211112/101223J50717017523241516/46J50716016523241415/1779J507e16016523241415/171012J507e17518023241415/161314J507e16517023241516/备注:其它焊接工艺要求,按本单位通用焊接工艺规程执行通用焊接工艺卡焊接工艺编
13、号HP-11-1-067HP-ll-1-055HP-I-1-012通用焊接工艺卡编号R10-0047-03适 用 范 围材料牌号20/Q345R焊接层次及顺序简图规格3 s=18/16mmK1 6mmD10接头种类管板角接焊接位置垂直固定焊接方法焊条电弧焊焊 接 电 源种类直流极性反接坡口形式单V坡口角度()B 1=35 2B 2=50 5钝边(mm12组对间隙(mmbi=5 1b2=2背面清根:碳弧气刨焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600640C测温方法热电偶焊接工艺参数焊层焊材牌号焊材规 格(m
14、m焊接电流(A)电弧电 压(V)焊接速度Cm/min气流量L/min钨极直 径(mm喷嘴直径(mm线能量(KJ/cm)1J507e10010520211112/101223J50716517023241516/45J50715516023241415/6J507e12012522231516/79J507e16517023241415/1012J507e15516023241516/154备注:其它焊接工艺要求,按本单位通用焊接工艺规程执行通用焊接工艺卡焊接工艺编号HP-II-1-067HP-II-1-055HP-I-1-012通用焊接工艺卡编号R10-0047-04适 用 范 围材料牌号Q3
15、45R焊接层次及顺序简图规格3 s=16/18mmK16mm D8、D9接头种类管板角接焊接位置垂直固定焊接方法焊条电弧焊焊 接 电 源种类直流极性反接坡口形式单V坡口角度()B 1=35 2B 2=50 5钝边(mm12组对间隙(mmbi=5 1b2=2背面清根:碳弧气刨焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600640C测温方法热电偶焊接工艺参数焊层焊材牌号焊材规 格(mm焊接电流(A)电弧电 压(V)焊接速度Cm/min气流量L/min钨极直 径(mm喷嘴直径(mm线能量(KJ/cm)1J507e10
16、010520211112/101223J50716517023241516/45J50715516023241415/6J507e12012522231516/79J507e16517023241415/1012J507e15516023241516/154备注:其它焊接工艺要求,按本单位通用焊接工艺规程执行通用焊接工艺卡焊接工艺编号HP-II-1-055通用焊接工艺卡编号RXDS-04-07适材料牌号Q345R焊接层次及顺序简图用规格16mmD12D18 D21、D22范接头种类搭接围焊接位置垂直固定焊接方法焊条电弧焊焊 接 电 源种类直流极性反接坡口形式I坡口角度()/钝边(mm/组对间隙
17、(mm02K值:K=3。(补强圈焊脚,38mni时,K 70%3,且不小于8mm )焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间加热方式电加热冷却方式炉冷温度范围600640C测温方法热电偶焊接工艺参数焊层焊材牌号焊材规格(mn)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm喷嘴直径(mm线能量(KJ/cm)1J507巾1701752417 18/252J507巾170175242514 15/备注:其它焊接工艺要求,按本单位通用焊接工艺规程执行通用焊接工艺卡焊接工艺编号HP-II-1-055通用焊接工艺卡编号RXDS-04-08
18、适 用 范 围材料牌号Q345R焊接层次及顺序简图规格18mmD19 D20接头种类搭接焊接位置垂直固定焊接方法焊条电弧焊焊种类直流接电 源极性反接坡口形式I坡口角度()/钝边(mrj)/组对间隙(mm02K值:K=3。(补强圈焊脚,38mn时,K 70%3,且不小于8mm )焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600640C测温方法热电偶焊接工艺参数焊层焊材牌号焊材规格(mn)焊接电流(A)电弧电压(V焊接速度Cm/min气流量L/min钨极直径(mm喷嘴直径(mm线能量(KJ/cm)1J507巾170
19、175242517 18/2J507巾1701752414 15/253J507巾170175242514 15/备注:其它焊接工艺要求,按本单位通用焊接工艺规程执行通用焊接工艺卡焊接工艺编号HP-II-1-055通用焊接工艺卡编号RXDS-04-05适 用 范 围材料牌号Q345R焊接层次及顺序简图规格12mmD23 D24接头种类搭接焊接位置垂直固定焊接方法焊条电弧焊焊种类直流接电 源极性反接坡口形式I坡口角度()/钝边(mrj)/组对间隙(mm02K值:K 70%3,且不小于 8mm焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉
20、缓冷炉外空冷温度范围600640C测温方法热电偶焊接工艺参数焊层焊材牌号焊材规格(mn)焊接电流(A)电弧电压(V焊接速度Cm/min气流量L/min钨极直径(mm喷嘴直径(mm线能量(KJ/cm)1J507巾170175242517 18/2J507巾1701752414 15/25备注:其它焊接工艺要求,按本单位通用焊接工艺规程执行通用焊接工艺卡焊接工艺编号HP-1-1 /II-1-095通用焊接工艺卡编号RXDTS-05-01适 用 范 围材料牌号Q235-B/Q345R焊接层次及顺序简图规格4mm/18( 16)mmD25 D26 D31、D32接头种类T焊接位置水平固定或垂直俯位焊接
21、方法焊条电弧焊焊 种类直流接电 源极性反接坡口形式i坡口角度()/钝边(mn)/组对间隙(mm/K值:焊脚取薄板厚度。焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600640C测温方法热电偶焊接工艺参数焊层焊道焊材牌号焊材规格(mn)焊接电流(A)电弧电压(V焊接速度Cm/min气流量L/min钨极直 径(mm喷嘴直径(mm线能量(KJ/cm)1J427e10010521221920/2J42710010521221920/备注:其它焊接工艺要求,按本单位通用焊接工艺规程执行通用焊接工艺卡焊接工艺编号HP-I-1
22、-009通用焊接工艺卡编号RXTS-05-01适 用 范 围材料牌号Q235-B/20焊接层次及顺序简图规格4mmQ25X 3mmD27D30接头种类T焊接位置水平固定或垂直俯位焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式I坡口角度()/钝边(mrj)/组对间隙(mm/K值:焊件中较薄板厚度。焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600640C测温方法热电偶焊接工艺参数焊层焊道焊材牌号焊材规格(mn)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直 径(mm喷嘴直径(mm线能量(
23、KJ/cm)1J427e10010521221920/2J42710010521221920/备注:其它焊接工艺要求,按本单位通用焊接工艺规程执行通用焊接工艺卡焊接工艺编号HP-II-1-055HP-II-1-067HP-I-1-012通用焊接工艺卡编号RXDS-07-08适 用 范 围材料牌号16M nl I/Q345R焊接层次及顺序简图规格 45/18mmD33 D34k 6mm接头种类角接焊接位置垂直俯位焊接方法焊条电弧焊焊 接 电 源直流直流反接反接坡口形式单V坡口角度()50 5钝边(mm12组对间隙(mm23背面清根:碳弧气刨焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600640C测温方法热电偶焊接工艺参数焊层焊道焊材牌号焊材规格(mm焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm喷嘴直径(mm线能量(KJ/cm)1J507e10511020 211112/2J50716016524 251718/3J50716016524 251617/45J507e16517024 251516/176J507e16016524 251617/7J507e10511020 211112/备注:其它焊接工艺要求,按本单位通用焊接工艺规程执行
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
