 2017年锅炉界面全自动操作手册
2017年锅炉界面全自动操作手册

《2017年锅炉界面全自动操作手册》由会员分享,可在线阅读,更多相关《2017年锅炉界面全自动操作手册(28页珍藏版)》请在装配图网上搜索。
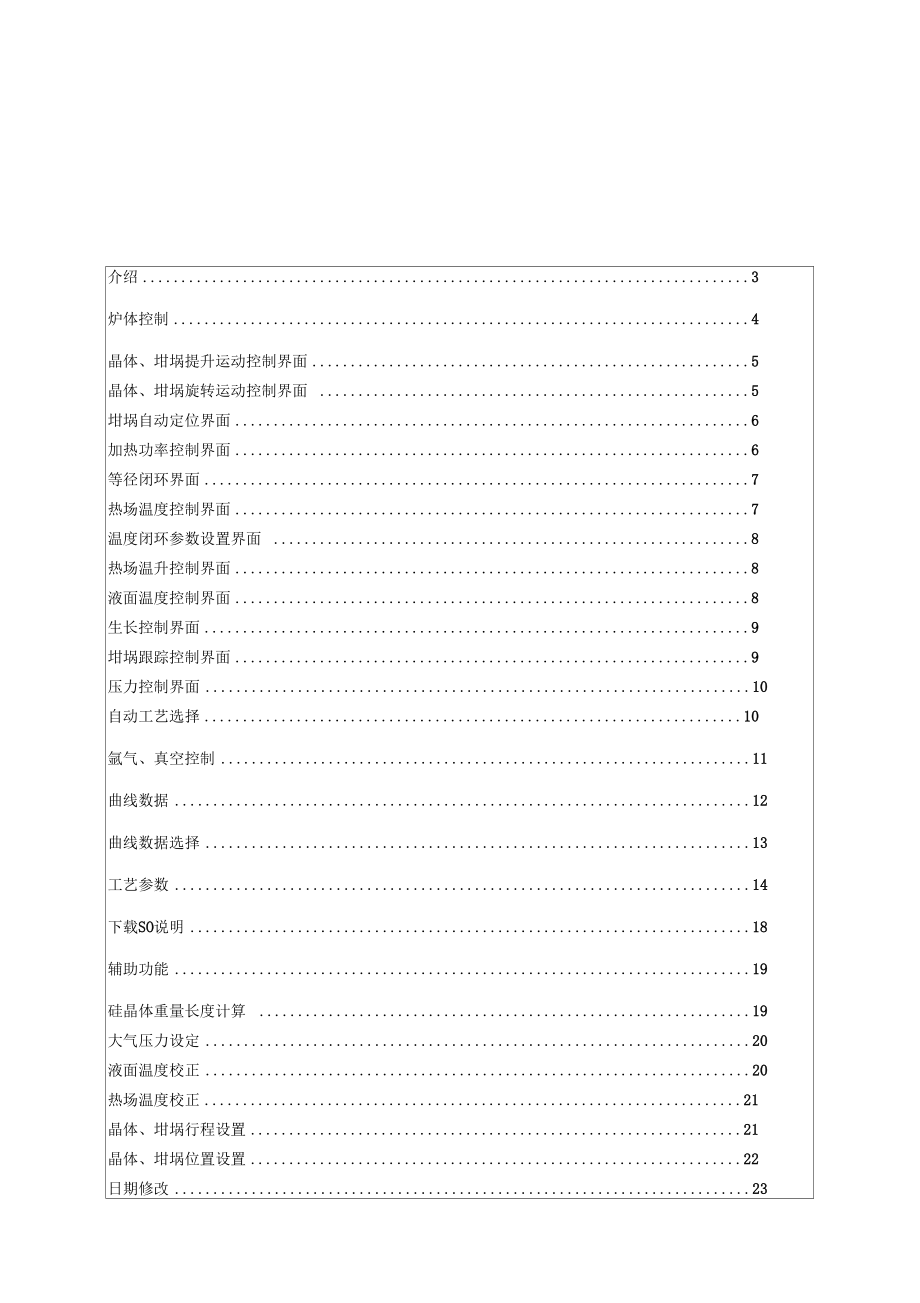
1、介绍3炉体控制4晶体、坩埚提升运动控制界面5晶体、坩埚旋转运动控制界面 5坩埚自动定位界面6加热功率控制界面6等径闭环界面7热场温度控制界面7温度闭环参数设置界面 8热场温升控制界面8液面温度控制界面8生长控制界面9坩埚跟踪控制界面9压力控制界面10自动工艺选择10氩气、真空控制11曲线数据12曲线数据选择13工艺参数14下载SO说明18辅助功能19硅晶体重量长度计算 19大气压力设定20液面温度校正20热场温度校正21晶体、坩埚行程设置21晶体、坩埚位置设置22日期修改23系统参数23注册24CC设置24切换显示25系统维护26开关量输入输出26模拟量输入输出26工艺设置27生长记录28图象
2、系统29功能描述29硬件构成29运行程序29端口设置30开始状态30通讯频率31监视数据31弓丨晶状态按钮31放肩状态按钮32等径状态按钮32液面状态按钮33设置按钮34法律声明35介 绍系统控制采用了工业PLC,人机界面采用了触摸屏。系统分为 3种状态:自动、手 动、故障状态。状态及报警信息通过界面顶部的状态栏颜色和文字提示。自动时底色 为绿色,同时显示当前自动工艺步骤;手动时底色为黄色;故障时底色为红色,同时 显示当前报警事项。系统操作界面中默认:底色为黑色的数据框为显示状态数据不可以修改;底色为黄 色的数据框,可以按下此数据跳出输入界面键盘进行修改。如下图所示。同时按钮按 下为内嵌入显示
3、。可输入修改输入数据的键盘炉体控制操作界面有:炉体控制;氩气真空;曲线数据;工艺参数;操作记录;辅助功能;切换显示;系统维护,8个主体界面,各自完成不同的功能,如图 1所示。在界面内默认黑底白字参数为显示参数不能修改。黄底蓝字在字体上点下后弹出键盘进行修改当前值。工艺状态显示中英文切换中英文切换按钮:按卜按钮切换糸统语言信息提示栏工艺状态显示:显示当前工艺状工艺参 数切换 显示区显示。警信息仍然显示。3信息提示栏:显示报警信息,操作信息提示。在报警时底色为红色,自动时底色为绿色,手动时底色为黄色。当报警时可以按下此按钮条,关闭报警声参数显 示区4参数显示区:在切换显示主界面内选择需要查看的参数
4、在此界5 工艺参数切换显示区:在不同工艺状态下自动切换不同显示界面参数。晶体、坩埚提升运动控制界面此界面用来控制晶体提升运动,坩埚的界面 操作类似。晶体提升方向由上升|/下降按钮确定。 慢速按钮按下后动作输出,速度数据在设定 速度框内输入,实际速度显示当前速度值。 需要停止电机时,按下慢速按钮使其弹出, 速度输出停止。快速点动按钮为快速按钮, 在上升/下降按钮按下时按下此按钮,晶体 快速升降。注1:慢速按钮按下后, 上升/下降和快速点动按钮不可激活。注2:当设定速度为0时,电机缓慢停转;当设定其他数值时电机缓慢进行加减速的控制。晶体、坩埚旋转运动控制界面实际速度0.0rpm 了 T设屯速度10
5、.0rpm 111理ri砂蛊制1此界面用来控制晶体提升运动,坩埚的界面 操作类似。晶体旋转方向由正丿反转按钮确定。速度数据在设定速度框内输入,实际速度显 示当前速度值。需要迅速停止电机时,设定速度输入 0。需 要缓慢停止电机时,设定速度输入1,待转 速下降到1rpm后再设定速度0。需要切换转向时,必须先使晶体停转,否则 系统禁止改变转向。注:当设定速度为0时,电机立即停转。程序控制按下后进入转速手控界面。在自动工艺时,转速由程序自动控制;当需要人工干预时,按下 OFF键,取消转速自动 控制,就可以人工修改当前转速。注:当设定速度为0时,电机为立即停转;当设定其他数值时电机缓慢进行加减速的 控制
6、。坩埚自动定位界面加热功率控制界面此界面用来进行坩埚的自动定位。按下黄底输入框,输入坩埚定位设定值。 按下开始按钮进行坩埚自动定位,定位精 度。坩埚定位设定值可通过上下按钮增减。此界面用来控制加热电源功率。实际电流按下黄底输入框,输入加热电源功率设定 值。实际功率0.0功率设定值可通过上下按钮增减。KW直径设定值0,0mm此界面用来控制晶体的生长直径。通过ON、OFF切换闭环启动、关闭。需要修改等径闭环PID参数时,在按下P,I,D拉速榆出gi g mm/hrCN热场温度控制界等径PID参数初始化由工艺表决定。此界面用来控制当前热场的温度可以通过相应的PID参数进行调节控制参热场测量值数。热场
7、设定值加热器功率 0.0 KW参数按钮后,按钮显示红色,相应下方的黄 色才能接受按键输入。按下参数设置按钮弹出参数设置界面温度闭环参数设置界面本次加热起能 (KWh)总加热电(柚州)热场温升控制界面此界面用来设置闭环控制时功率的上限与 下限、报警电阻、功耗。最大功率限制一一功率闭环时加热器功率 最大限制。最小功率限制一一功率闭环时加热器功率 最大限制。加热器报警电阻下限一一当石墨加热器电 阻低于此值时进行报警提示,用于内部短路 等诊断。加热电能计算电能消耗量此界面用于手动设置热场温升速率, 在自动 工艺中都可以设置这个温升速率,对程序产 生的温升速率进行累加干预。温升速率为正时进行升温,为负时
8、进行降此界面用来稳定熔液面温度,在稳定化、熔 接时作用。程序通过调节热场温度达到液面温度的控 制。生长控制界面生长速度13,0mm/hr设定生长速度0*0mm/hr热场设定值500sp此界面用于晶体生长过程补温控制 按下Ramp |按钮时,设定生长速度依照工 艺文件中等径斜率表计算,此时框底色为灰 色,人工不可修改;按下fixed |按钮时, 设定生长速度框底色为黄色,可以人工设 定。修改后再按下 Ramp |按钮时,设定生 长速度与斜率表一直保持修改时的偏差。 GAIN为补温增益参数。按下GAIN 按钮参 数可修改。在修改前需要在辅助功能下解除 参数锁定。RATE为补温自主学习项,主要调整后
9、期补 温速率。在修改前需要在辅助功能下解除参 数锁定。坩埚跟踪控制界面mm/hrmrn/hr此界面用来进行坩埚跟踪控制,以稳定拉晶熔液面的位置。按下RAMP按钮时,CL/SL值依照工艺文件中CL/SL表计算,此时框底色为灰色,人 工不可修改;按下FIXED 按钮时,CL/SL值框底色为黄色,可以人工设定。修改后再按下Ramp按钮时,cl/sl值与cl/sl表一直保持修改时的偏差。投科車量动隔当手动隔离后,程序无法自动计算坩埚内剩 余重量,需要手动修改投料量进行修改。注:自动隔离程序时程序自动进行计算不需要手动修改投料量。例如:隔离取走单晶后,埚内剩余 30Kg料,自动操作下投料重量自动更新到
10、30 Kg, 当手动隔离时需要手动修改到30Kg,若不修改,拉下一段时晶体长度程序按照从 0开 始进行。压力控制界面压力测量值压力设定值0.0 Torr0,0 Tom此界面通过调节节流阀开度来控制炉内压 力。如炉体不配置智能蝶阀将无法自动控制压 力。动工艺选择在手动情况ON -程的选择。按下自动工艺OF,他工艺选择的界面10;选择按钮,出现以上界面用于自动控制工艺流 。在不同自动控制下按下工艺选择按钮出现其氩气、真空控制此界面用来调节系统的真空管路阀和氩气控制阀,并显示炉体内压力值。左边为副泵管路阀和主泵管路阀,打开时进行抽真空操作。右边为3个氩气阀,上下氩气流量通过质量流量计控制,中间为快速
11、充气阀。右上角节流阀切换节流阀与质量流量控制界面。阀红色表示关闭状态,阀绿色表示打开状态。右上角单位显示用于切换当前显示的压 力单位。按下Set按钮跳出参数界面,此参数为炉内压力数据,在手动状态下当副室压力超 过这个参数压力时,快充阀自动关闭。1)在炉内压力小于20Torr时,管路阀不能打开,此时如按下系统状态栏显示当前压力 太低进行报警,必要时可以在系统维护界面内将其强制打开。2)当真空泵打开后,泵符号闪烁,在一定的延时(由延时继电器手动设置)后,两个 真空管路阀才可以切换动作。曲线数据曲线有5种色笔,可同时观测5条曲线。3个切换界面,第一个界面为固定10分 钟的曲线显示,第二个界面为1 -
12、 3600分钟的曲线界面,第三个为设置界面按下色笔按钮,弹出选择曲线界面,有模拟量输入、模拟量输出、计算值三种选择。 按下ON/OFEI按钮确定曲线数据超出最小值,最大值时系统自动报警。 按下最大、最小值可以修改曲线纵轴显示区间的上下限值。 曲线下控制键保存按钮,保存的数据存放在触摸屏的CF卡内。监视时间为当前屏幕曲线显示的时间轴长度。保存按钮用来保存当前工艺下的曲线数据。程序在不同的自动工艺下可以自动保 存各自的曲线数据,在工艺切换时自动更新为曲线显示的数据。曲线数据选择曲线显示的模拟输入量,输出量,计算值在数据定义章内详细描述。工艺参数主窗体将SOP修改密码解锁之后,可在界面上对工艺参数直
13、接修改。如等径工艺表内右 上角出现“放大”按钮,按下后出现下图,可以更方便的修改。切换sop:此按钮用来读取触摸屏的CF卡内的SOP文件。按下切换sop|按钮弹 出如下界面:输入CF卡中已有SOP文件的全名(包括后缀),然后在前面方框打勾,(已经打勾了再重新选择一次),然后再文件注释中会出现此 SOP文件的注释,假如显示NOFILE”表明CF卡中没有此文件。当文件选择正确后,按下i匸SOP按钮后SOP被读入。可以返回看SOP读入参数。下载SOp:在手动操作下,将当前选择的SOP文件下载到PLC控制器中进行执行。 同时生长记录里自动记录下载的日期和时间。当SOP修改密码没有解锁时,出现上面界面,
14、不允许下载。SOP上传:从PLC控制器中将SOP文件上传到触摸屏进行更新显示。sop保存:密码解锁后,在触摸屏上可以直接修改工艺,按下保 SOP|弹出保存 界面,输入文件名等信息后按保存到 CF卡将SOP存入CF卡。显示切换:|此按钮按下后弹出工艺菜单如下图所示,选择需要查看的工艺,主窗 体内显示选择的工艺界面数据。更改SOP时先切换SOP选择需要的SOP文件,选择后在触摸屏幕中可以查看SOP 内容的正确性。确认后,按下下载 sOP按钮。当需要确认PLC运行的工艺文件时按|SOP上传按钮就可以将当前运行的工艺文件显示在触摸屏幕上步骤说明1在电脑上打开工艺编写软件并保存文件, 文件名长度小于6字
15、符。2将工艺文件保存在CF卡的Backup文件夹内,若CF卡没有此目 录,请将卡插入触摸屏,按下上界面的 CF卡初始化按钮,CF卡 自动生成一个Backup目录。3将卡插入触摸屏。插卡时注意卡的方向,彩色面朝向自己4在工艺参数界面内按下切 内书写读取的文件名。注 件后缀,如。刀换 SOP,在出现的上界面内的2指示框 主意假如保存的文件有后缀的话要输入文5选择上界面1指示选择框打勾,假如已经选中打勾,请重新选中 一次。6当3指示框内出现NO File!时,表明没有此文件,请确认文件名 是否正确。当出现其他注释字符时,表明文件存在。7按下4指示的读SOP扌安钮,新的SOP文件已经读入触摸屏内存内8
16、返回卜可工艺参数界面内,查看 SOP各个内容的正确性。确认后,按 F载SOP按钮9下载成功提示。下载SOP说明15硅晶体重量长度计算直径tnrn长疫rMjfiirn重tHg此辅助功能计算晶体重量或长度。输入直径与重量值按下计算长度,在长度框内出现 晶体长度值。输入直径和长度,按下计 算重量在重量框内出现计算重量值计算董董大气压力设定妃气压力Torr压力单位转换计算帕斯卡PaTorrPa - Torr此辅助功能设定外部大气压力。任何状态下炉内达到该压力时自动关闭快充阀。压力转换用于压力单位 的换算。液面温度校正此辅助功能是将液面的 测量温度进行重新校 正,为了操作的一致性, 在引晶时请按下校正按
17、 钮将液面温度校正到 1450C。校正的日期会自动记录 下来,显示在“校正日 期”项内。此辅助功能是将热场的测 量温度进行重新校正,为 了操作的一致性,在引晶 时请按下校正按钮将热场 温度校正到1300SP。校正的日期会自动记录下 来,显示在“计算日期” 项内。晶体行程标定堆竭行程标定当前脉冲數据0300trm的脉冲数据行穆零位设置此辅助功能是设定晶体 和坩埚的行程对应脉冲。 在晶体运动1米长度后, 输入变化的脉冲数,系统 就能依此计算出晶体的 行程数据。在机械下限位,按下行程 零位设置按钮,系统自动 将此位置作为行程的零 值点。此按钮受到1级密 码保护,设置时需打开1 级密码。坩埚设置同晶体
18、设置。晶体位置、坩埚位置设置此辅助功能是将晶体位置 进行校正。按下零位位置校正按钮将 当前行程值设定为晶体的 零位位置。位置零点:定义为引晶开 始时的位置。传感器位置:晶体下降到 激光对射传感器时的位置 值。行程限位:用于软件的晶 体最大行程限制。校正日期自动记录下来。当前行程(mm)当前位置Cnm)坦堀位置设置此辅助功能是将坩埚位置 进行校正。按下零位位置设置按钮将 当前行程值设定为坩埚的 零位位置。此功能只有在手动情况下 才能使用。坩埚零位定义为石墨坩埚 处于热场平口的位置。校正日期自动记录下来。校正ET期:日期修改系统参数此辅助功能用来修改触 摸屏和PLC的时钟时间 修改后按下|同步校正
19、后 PLC的时间将同时修改。 在软件未能注册时PLC时间是不能修改的。上部分为亮度调节。锁定参数|: 一级密码保 护,管理各个控制环PID 参数修改的权限。初始密码为:501501。SOP修改:二级密码保 护,管理SOP修改和下 载的权限。初始密码为:zju。注册:输入注册信息,注 册后方为完全授权版本。 系统菜单|:三级密码保 护,生产厂家调试使用。注册注册码,在系统参数功能框内按下注 册按钮出现上面界面。软件在有效期内必须注册,未 注册且超过有效期时系统的 自动控制环禁止使用。CCD设置引品设置 放腐设直 等径设置颈部增盛值0.000颈部偏移值0,00图像象素值0-00直径值0.00直径校
20、正值0. 00切换显示切换显示用于在不同工艺下,切换显 主界面的参数显示区的参数。包括全部的 PLC输入输出点和计算值。在不同工艺下 置好切换显示的参数,并按下保存按钮后,用于对引晶、放肩、等径过程 的CCD参数进行设置,以引 晶为例:在熔接或引晶时测量实际直 径大小输入在直径校正值内, 按下直径比例校正后,颈部增 益值自动计算。颈部偏移值为计算直径值的 最终结果上进行叠加的值。 引晶图象测试按钮用于在手 动状态或者非引晶状态进行 图象捕捉的步骤。在引晶状态 下直径捕捉自动启动,此按钮 自动弹出。停止图像捕捉按钮用于直接 停止直径的捕捉,在任何工艺 状态下都有效。主要用于图形 失效下进行重新调
21、整机架位 置后再次启动捕捉。后每一炉都按照预先的参数进行显示。可显示的参数共有13个。输入输出按照实际的状态显示 ON/OFF。其他模拟量与 计算值显示数据值。系统维护开关量输入输出在手动状态下,选择切换开关量,按下开或关直接控制开关量输出。 开关量输入用来查看各个输入点的状态。模拟量输入输出手动状态下,按下模拟输出数据框,进行模拟电压输出。 模拟电压输入数据仅显示。工艺设置当不工艺状态选择项,当选中时,表示此工艺在上一步工艺完成后自动执行 选中时,在上一步工艺完成后,蜂鸣器报警提示。生长记录此界面用于晶体生长过程的记录。红色表示报警记录,白色表示自动记录,黄色表示自动控制下手动操作记录。 循
22、环显示记录:表示新一炉的拉晶不会清除上一炉的记录。手动操作下,按下保存记录按钮,弹出下面子界面操作记录将保存在PLC的CF卡,可以通过软件进行读取生长记录,同时记录被清空。注意:文件名必须以“ ”做为首字符。图象系统功能描述这是专用于单晶生长状态的图像采集分析系统,支持引晶、放肩和等 径状态下晶棒直径图像信息的采集、分析并直接与PLC系统进行通讯。软件系统必须在与PLC系统连接后才能正常使用,在没有正确接收 PLC指令 的情况下,软件只能显示炉内图像信息,不进行直径信息的解析。硬件构成图象系统由两只UNIQ CCD传感器和一台ARK5280工控机及触摸显示 器构成,双CCD系统与图像采集卡连接
23、,图像系统主机通过 COM2端口与 欧姆龙PLC进行通讯;连线示意图如下:为了保证系统正常的工作,请注意硬件防水;防止其他有害物质的侵 害,例如:酸、碱;运行程序电控柜开机时工控机同时开机,MMeasuremen程序自动运行。可单击 桌面的快捷方式或单击开始一程序一找到即可启动运行 MMeasureme nt程 序。端口设置MMeasuremen软件与PLC系统之间的通讯端口默认采用了工控机配套 的COM接 口,因此在进行硬件连接时,应将触摸屏信号线连接至COM,而将CCD软件系统所用通讯电缆连接至 COM2保证所有设备的正常通讯。开始状态主界面中只有一个开始按钮,单击开始进入程序正常运行状态
24、。在正 常工作状态中,按钮信息与单晶炉工作状态同步。例如在引晶状态下,用 于控制等径分析区域的功能按钮将被关闭。通讯频率在正常工作状态下,MMeasuremen以10Hz的通讯频率与PLC系统保 持联系。监视数据MMeasuremen软件主界面左上角在引晶、放肩、等径状态下时刻显示 图像分析结果,并以数字方式直接显示。引晶状态按钮单击引晶按钮,使程序进入引晶状态次级菜单:中心设定按钮:人工设定直径搜索中心点;液面参考按钮:单击液面参考按钮后,连续两次点击图像中液面显示位置,将使所选 择区域的灰度值作为液面参考灰度值,供程序参考;自动中心按钮:自动中心功能使能按钮,自动中心功能将通过所设定的液面
25、参考值自 动分析光圈中心位置;增强范围按钮:单击增强范围按钮,随后两次点击图像的坐标信息将根据其坐标值大 小自动设置为图像分析的范围;图像增强按钮:图像增强功能使能按钮,图像增强功能将通过改变所设定范围内的灰 度配置,提高对比度,增强光圈特征,方便分析;返回按钮:返回上级菜单;放肩状态按钮中心设定按钮:人工设定直径搜索中心点;液面参考按钮:单击液面参考按钮后,连续两次点击图像中液面显示位置,将使所选 择区域的灰度值作为液面参考灰度值,供程序参考;增强范围按钮:单击增强范围按钮,随后两次点击图像的坐标信息将根据其坐标值大 小自动设置为图像分析的范围,即分别设为左上角与右下角,同时软件根 据所设定
26、的增强范围的中心区域自动设定搜索区域;图像增强按钮:图像增强功能使能按钮,图像增强功能将通过改变所设定范围内的灰 度配置,提高对比度,增强光圈特征,方便分析;返回按钮:返回上级菜单;等径状态按钮中心设定按钮:人工设定直径搜索中心点;液面参考按钮:单击液面参考按钮后,连续两次点击图像中液面显示位置,将使所选 择区域的灰度值作为液面参考灰度值,供程序参考;增强范围按钮:单击增强范围按钮,随后两次点击图像的坐标信息将根据其坐标值大 小自动设置为图像分析的范围,即分别设为左上角与右下角,同时软件根 据所设定的增强范围的中心区域自动设定搜索区域;图像增强按钮:图像增强功能使能按钮,图像增强功能将通过改变
27、所设定范围内的灰 度配置,提高对比度,增强光圈特征,方便分析;返回按钮:返回上级菜单;液面状态按钮增强范围按钮:单击增强范围按钮,随后两次点击图像的坐标信息将根据其坐标值大 小自动设置为图像分析的范围,即分别设为左上角与右下角,同时软件根 据所设定的增强范围的中心区域自动设定搜索区域;图像增强按钮:图像增强功能使能按钮,图像增强功能将通过改变所设定范围内的灰 度配置,提高对比度,增强光圈特征,方便分析;液面使能按钮:开启/关闭液面位置分析功能;返回按钮:返回上级菜单;设置按钮通过输入默认密码120可以显示关闭程序按钮;法律声明用户收到电控柜后,请在辅助功能框内核对注册码信息。假如系统显示为未注册版本,在授权的日期内可以正常使用,如果超出授权日期, 还未进行注册,系统自动控制部分功能将被锁死,请及时向供货方索取注册信息码
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
