《Q345R0Cr18Ni9复合钢板的焊接》由会员分享,可在线阅读,更多相关《Q345R0Cr18Ni9复合钢板的焊接(5页珍藏版)》请在装配图网上搜索。
1、Q345R+0Cr18Ni9复合钢板的焊接摘要 通过对Q345R+0Cr18Ni9复合钢板焊接工艺评定、焊接工艺编制、焊工培训、焊接质量检验、酸洗钝化处理等环节的试验和实施,解决了Q345R+0Cr18Ni9复合钢板焊接技术和与此相关的一些生产技术难题,完成了脱硫除油净化塔的焊接施工。关键词: 复合钢板;焊接工艺;焊接工艺评定正文我厂施工的松南气田10亿方天然气产能建设地面工程中的2台脱硫除油净化塔材质为Q345R+0Cr18Ni9 =(32+3)mm复合钢板。经试验,较好地解决了Q345R+0Cr18Ni9复合钢板焊接技术和相关的一些生产技术难题,完成了脱硫除油净化塔的焊接施工。1 技术方案
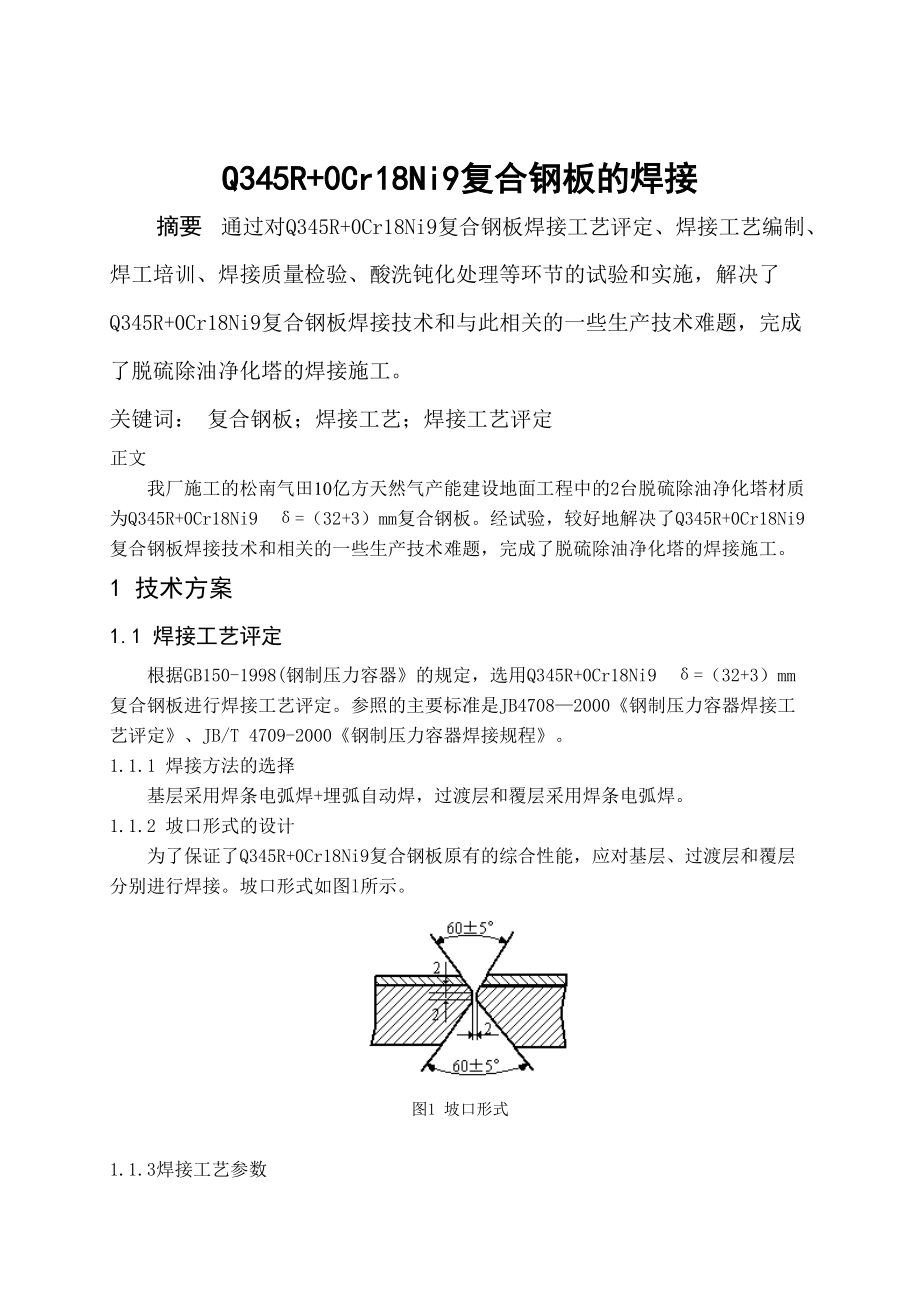
2、1.1 焊接工艺评定根据GB150-1998(钢制压力容器的规定,选用Q345R+0Cr18Ni9 =(32+3)mm复合钢板进行焊接工艺评定。参照的主要标准是JB47082000钢制压力容器焊接工艺评定、JB/T 4709-2000钢制压力容器焊接规程。1.1.1 焊接方法的选择基层采用焊条电弧焊+埋弧自动焊,过渡层和覆层采用焊条电弧焊。1.1.2 坡口形式的设计为了保证了Q345R+0Cr18Ni9复合钢板原有的综合性能,应对基层、过渡层和覆层分别进行焊接。坡口形式如图l所示。图1 坡口形式1.1.3焊接工艺参数焊接材料的选择及焊接工艺参数见表2。在确定Q345R+0Cr18Ni9复合钢板
3、焊接工艺参数时,应注意以下几点:(1)遵循先焊基层,再焊过渡层,最后焊覆层的焊接顺序。(2)过渡层焊接应采用小直径焊条,并采用小参数反极性进行直道焊,以降低基层对过渡层焊缝的稀释作用。表2 焊接工艺参数焊接层次焊接方法焊接材料电源极性焊接电流焊接电压焊接速度基 层SAWH10MnSi4.0+HJ431反530580 A3639 V2530m/h基 层SMAWE50153.2反90120 A2216 V1.02.0 mm /sE50154.0反110140 A2216 V1.53.0 mm /s过渡层SMAWA3023.2反80110 A1821 V1.02.0 mm /s覆 层SMAWA102
4、3.2反80110 A1821 V1.02.0 mm /s1.1.4 焊接工艺评定结果焊接完毕,经100X射线探伤检查,合格后进行了拉伸、弯曲、冲击。(1) 力学性能检测:力学性能检测结果见表3。表3 力学性能检测结果1.2 焊接施工按焊接工艺评定确定的焊接工艺参数,选用培训合格的焊工进行焊接施工,并采取相应的技术措施。1.2.1 基层的焊接用焊条E50153.2打底, 打底时一定要控制焊接线能量,打底焊道不得触及和熔化复层金属;打底完成后用焊条E50154.0填充一遍,然后用埋弧自动焊填充并盖面。1.2.2 过渡层的焊接 过渡层即基层距复合界面2mm和复层距复合界面1mm之间部分。过渡层焊接
5、时,在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔化比。为此,应采用较小直径的焊条或焊丝及较小的焊接线能量,多焊道焊接。1.2.3 复层的焊接 焊接复层前,必须将过渡层焊缝表面和坡口边缘清理干净。 复层焊缝表面应尽可能与复材表面保证平整光滑。对接焊缝的余高应不大于1.5mm。注意事项:(1)严格按照图纸、焊接工艺和相关标准施焊。(2)筒体组对以覆层为基准,防止覆层错边量超标。要求纵缝错边量不大于1 mm,环缝错边量不大于15 mm。(3)施焊前,在坡口内及两侧各150mm范围内刷涂防飞溅涂料。(4)定位焊缝仅允许在基层金属面上采用焊接基层金属时的电焊条施焊。1.3 焊接检验在基层焊
6、接完毕之后,过渡层与覆层焊接之前,对基层进行射线探伤检查。发现超标缺陷,立即进行返修。返修完毕并经射线探伤检查合格后,将覆层侧的基层焊缝表面打磨平整,再经过100渗透探伤检查合格后,方可焊接过渡层和覆层。过渡层和覆层焊接完毕后,再进行100渗透探伤检查。1.4焊后热处理为避开奥氏体不锈钢的敏化温度区间(580620),热处理温度为55020,保温时间不少于1.44h。焊后热处理应在基层焊接结束之后、过渡层与覆层焊接之前进行。1.5 酸洗- 钝化处理按照图纸要求,采取酸洗钝化一次处理的方法,取得了良好的酸洗- 钝化效果。2 Q345R+0Cr18Ni9复合钢板焊接总结2.1焊接难点及解决方案(1
7、)焊接基层时,由于板厚较大,焊接接头承受有较大的拘束应力;在焊接热循环的作用下,热影响区易产生马氏体淬硬组织,使焊接接头硬度和脆性增加,韧性和塑性显著降低。这些因素都会导致焊接裂纹的产生。为了有效预防焊接裂纹的产生,可采取的措施有:选用低氢型焊条;焊条使用前按要求进行烘干;仔细清理坡口表面水、油、锈等杂质;选择合理的焊接工艺参数,如焊前预热、焊后缓冷、采取多层多道焊、控制层间温度等;焊后热处理,以去除氢、消除内应力和改善接头组织韧性;选择合理的施焊顺序,以减小焊接应力等。(2)在用不锈钢焊条(A102)焊接复层时,易熔化基层,使焊缝金属成分稀释,从而降低焊缝金属的塑性及耐蚀性,熔合区的脆性明显
8、增加。因此,焊接复层时,一定要控制焊接线能量,采用多层多道焊,以减小焊接熔深。(3)在用奥氏体钢焊条(A302)焊接过渡层时,焊缝易产生热裂纹。同时,过渡区会发生碳的迁移过程:即碳由低铬的基层向高铬的不锈钢熔敷金属转移,困此,基层和复层的交界处形成高硬度的增碳层和低硬度的脱碳层,引起熔合区的脆化(或软化),持久强度降低,易产生疲劳裂纹。宜采用小直径焊条,快速多道焊,必要时可采用浇冷水的方法以加速冷却,阻止脱碳层的形成,使焊接接头具有高的强度和韧性。2.2 错边量的控制对复合钢板错边量的控制要求比普通碳钢或低合金钢严格得多,错边量不超标,是保证其强度和耐蚀性能的一个关键因素。为此,采取以下措施:
9、(1)一般可先加工好封头,再根据封头的实际中径来确定筒体的展开尺寸,据文献1筒体展开长度应按下式计算:L=(Di+2Yh)s1(+2)-2s2 + k0s222/(2R)其中Yh = k0s22/R + 2s1式中Di为封头实测内径,Yh为封头中性层离内壁的距离,为复合板的总厚度,2为复层厚度,R为中性层的曲率半径,k0为复层强化系数,对0Cr18Ni9取 k0=360;s1, s2分别为基层和复层的屈服极限。(2)保证筒节滚圆质量,控制好圆度。(3) 筒体组对时以覆层为基准,确保错边量不超标。(4)封头与筒体组对,首先保证各自的圆度,再以封头周长匹配筒体周长,保证封头与筒体的组对质量。3 结 论通过焊接工艺评定验证了既定的焊接工艺,结合文献1,2采取了有效的焊接措施,保证了Q345R+0Cr18Ni9复合钢板脱硫除油净化塔的焊接质量,在复合钢板焊接方面积累了一定的经验。参考文献1林莉,复合钢板压力容器制造工艺B石油化工设备,2003,32(6):47.2原国栋,奥氏体系复合钢板的焊接工艺焊接,2006(5).
 Q345R0Cr18Ni9复合钢板的焊接
Q345R0Cr18Ni9复合钢板的焊接