《Q345C手工焊焊接工艺指导书及评定表》由会员分享,可在线阅读,更多相关《Q345C手工焊焊接工艺指导书及评定表(4页珍藏版)》请在装配图网上搜索。
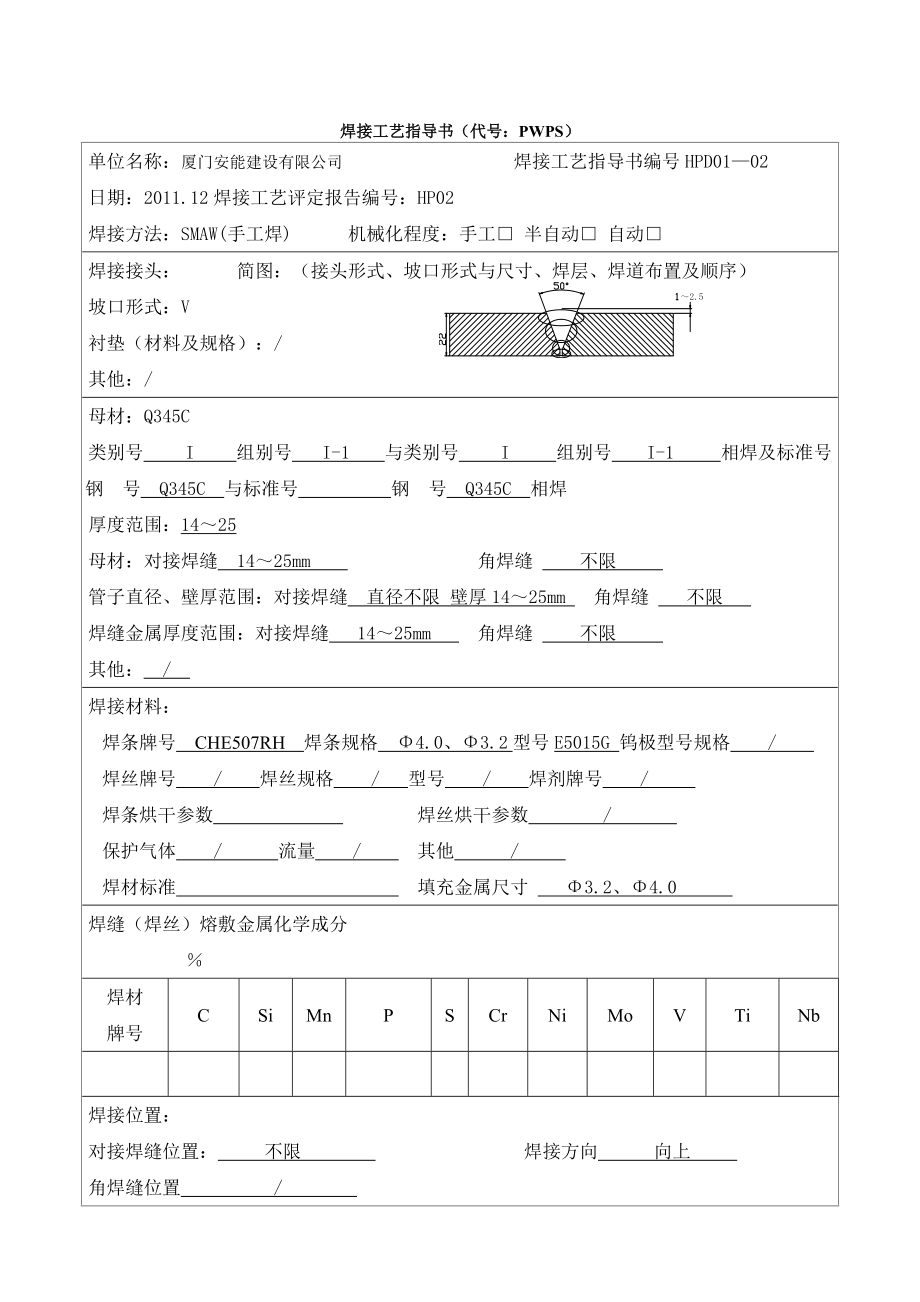
1、焊接工艺指导书(代号:PWPS)单位名称:厦门安能建设有限公司 焊接工艺指导书编号HPD0102日期:2011.12焊接工艺评定报告编号:HP02焊接方法:SMAW(手工焊) 机械化程度:手工 半自动 自动焊接接头:简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:V衬垫(材料及规格):/其他:/母材:Q345C 类别号 I 组别号 I-1 与类别号 I 组别号 I-1 相焊及标准号 钢号 Q345C 与标准号钢号 Q345C 相焊厚度范围:1425母材:对接焊缝1425mm角焊缝 不限 管子直径、壁厚范围:对接焊缝直径不限 壁厚1425mm 角焊缝 不限 焊缝金属厚度范围:对
2、接焊缝 1425mm 角焊缝 不限 其他: / 焊接材料:焊条牌号CHE507RH焊条规格4.0、3.2型号E5015G 钨极型号规格 / 焊丝牌号/焊丝规格/ 型号 /焊剂牌号 / 焊条烘干参数焊丝烘干参数 / 保护气体/ 流量/其他 / 焊材标准填充金属尺寸 3.2、4.0 焊缝(焊丝)熔敷金属化学成分焊材牌号CSiMnPSCrNiMoVTiNb焊接位置: 对接焊缝位置: 不限 焊接方向 向上 角焊缝位置 / 预热、层间温度: / 预热温度(允许最低值) / 保持预热时间 / min层间温度(允许最高值) / 加热方式 / 焊后消除应力热处理: / 温度范围 / 保温时间 / min电特性
3、:电流种类: 直流 极性: DC- 焊接电流范围(A) 电弧电压(V) 焊接工艺规范参数要求:(按所焊位置和厚度分别列出电流和电压范围,记录下表)焊接层次焊接方法焊条(丝)焊接电流电弧电压V焊接速度cm/min线能量kJ/cm牌号直径极性电流A1SMAWCHE507RH 3.22SMAWCHE507RH4.03SMAWCHE507RH4.0对焊接接头的基本要求:1外观检验 检验评定标准2 无损检验 检验方式 检验评定标准3力学性能抗拉强度RmN/mm2屈服强度ReL(Rp0.2)N/mm2弯曲角度()冲击试验缺口类型缺口位置试验温度其他检验编制日期审核日期批准日期表E.2焊接工艺评定报告(代号
4、:PQR)单位名称:厦门安能建设有限公司 焊接工艺指导书编号:HPD0102焊接工艺评定报告编号: HP02 机械化程度(手工、半自动、自动)焊接方法:SMAW接头简图:(坡口形式、焊接层次及顺序)母材:材料标准钢号 Q345C 类组别号 I-1 与类、组别号 I-1 相焊,厚度2032,直径 / 填充金属: 焊条 焊材标准E5015G 焊材牌号 CHE507RH 焊材规格3.2、4.0350mm 焊缝金属厚度 2032mm 焊接位置:对接焊缝位置 不限 方向: 向上 角焊缝位置 不限 方向: 向上 预热、层间温度:预热温度: / 层间温度: / 焊后消应热处理:消应热处理温度 / 保温时间
5、/ min电特性:电流种类: 直流 极 性: 焊接电流: A 电弧电压 V;其他 / 技术措施:焊前清理和层间清理:清理坡口附近30mm油、绣、水分等背面清根方法: 焊接速度 cm/min多道焊或单道焊(每面) 多丝焊或双丝焊 / 其他焊接工艺参数焊接层次焊接方法焊条(丝)焊接电流电弧电压V焊接速度cm/min线能量kJ/cm牌号直径极性电流A1SMAWCHE507RH 3.22SMAWCHE507RH4.03SMAWCHE507RH4.0操作技术:外观检验结论:试样编号外观发现缺欠情况评定结果检验单位检验报告编号无损探伤结论:试样编号探伤方法焊接缺欠评定等级评定结果金相宏观检查接头硬度母材焊缝检验单位检验报告编号拉伸试验试验报告编号试样编号试样宽度mm试样厚度mm横截面积mm2断裂负荷kN抗拉强度N/mm2断裂部位和特征弯曲试验试验报告编号试样编号试样类型试样厚度mm弯心直径mm弯曲角度()试验结果冲击试验试验报告编号试样编号试样尺寸缺口类型缺口位置试验温度冲击吸收功J备注硬度试验结果(HV)试验报告编号焊缝热影响区母材金相检验结果试验报告编号宏观微观其他检验其他检验项目结论:结论:本评定按规定焊接试件,检验试样、测定性能,确认试验记录正确。评定结果:(合格、不合格)焊工姓名焊工代号施焊日期编制日期审核日期批准日期第三方检验
 Q345C手工焊焊接工艺指导书及评定表
Q345C手工焊焊接工艺指导书及评定表