《碳纤维车架生产全透析-领略昂贵背后的付出要点(共22页)》由会员分享,可在线阅读,更多相关《碳纤维车架生产全透析-领略昂贵背后的付出要点(共22页)(19页珍藏版)》请在装配图网上搜索。
1、精选优质文档-倾情为你奉上碳纤维车架生产全透析,领略昂贵背后的付出碳纤维自行车行业在国内一直鱼龙混杂,T300、T500、T700、T800、T1000等各种夸大吹嘘的宣传手法层出不穷,而国内媒体对碳纤自行车制造领域这一块又恰恰是空白。本次进行全程剖解,力求让各位车友知道一个工厂是如何生产碳纤维自行车的。并非所有叫碳纤维的材料都适用于自行车行业,刚性太强易脆超高刚性像玻璃一样,一撞就裂,只注重强度的话,刚性不高的话传动效率不佳。所以好的设计必须有合适的兼具刚性及強度的碳纤材料配方,若要再轻量化车架,需要搭配高強度材料及超高刚性补强才可以搭配出相宜车架性能。任何好的车架开发前都要先通过国际测试(
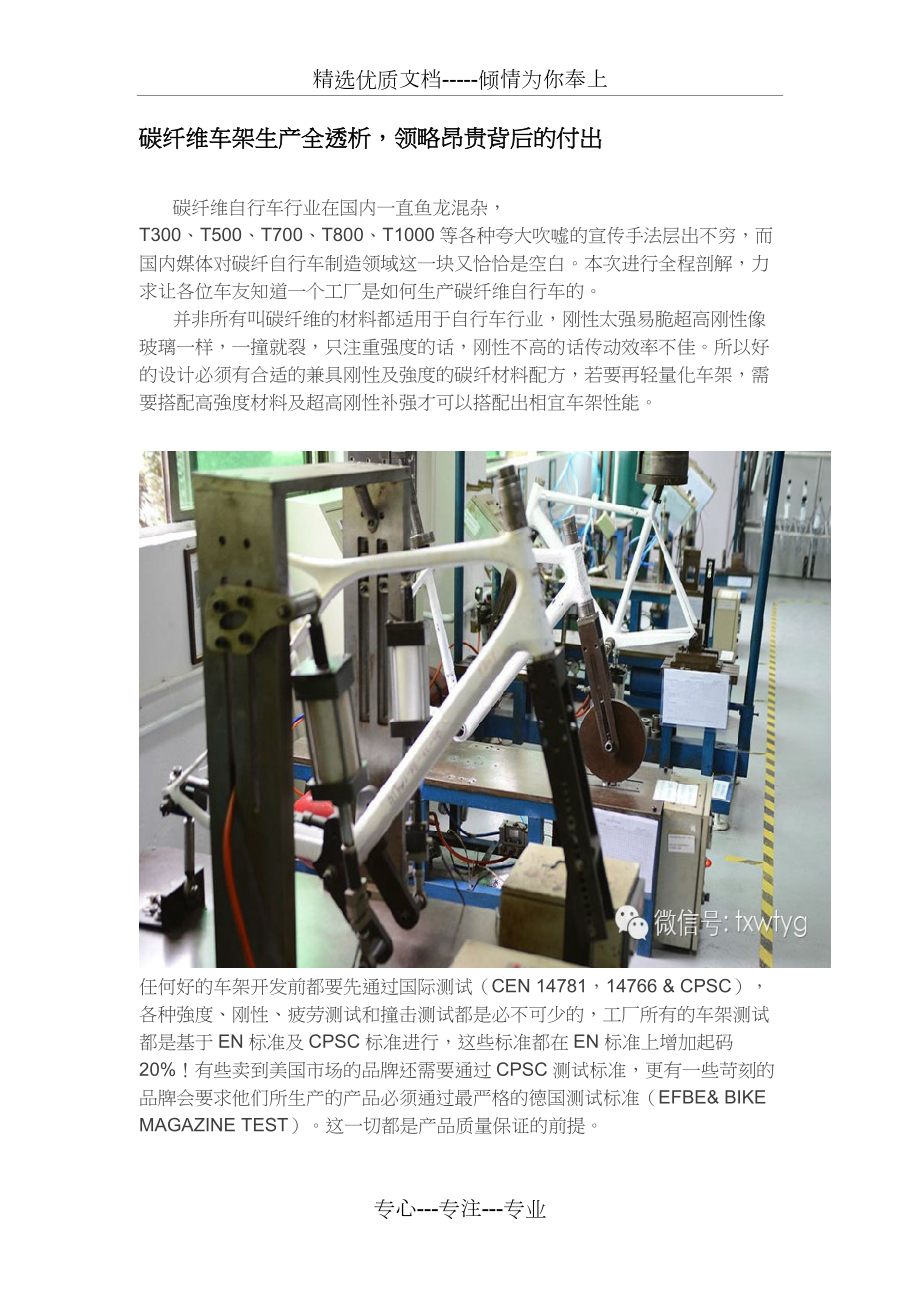
2、CEN 14781,14766 & CPSC),各种強度、刚性、疲劳测试和撞击测试都是必不可少的,工厂所有的车架测试都是基于EN标准及CPSC标准进行,这些标准都在EN标准上增加起码20%!有些卖到美国市场的品牌还需要通过CPSC测试标准,更有一些苛刻的品牌会要求他们所生产的产品必须通过最严格的德国测试标准(EFBE& BIKE MAGAZINE TEST)。这一切都是产品质量保证的前提。静力测试过程,为保证质量,山地车是按照EN14766的标准上加20%来进行。测试仪器都有专门的人来进行定期的维护的,这是很多其他工厂不能做到的严谨。为保证精度,连扭力扳手都是进口的。正规代工厂里被用作测试的车
3、架都是涂成白色,若有细微裂缝便于观察。而且测试完的车架是不允许进行销售的,必须进行销毁。(所以各位车友从各种渠道买到的“工厂货”都是瑕疵品或者测试品)。图中是不同内模制作的计时赛车。前叉的测试标准,各种方向和力度都免不了。每种测试都有相应的技术指标。碳纤及玻璃纤维丝,几乎在每一个碳纤代工厂都会用到,区别只是运用的地方。同样拥有玻璃纤维的生产车间,从丝到预渗布都是在工厂里面进行的。碳纤主要为结构材料,玻纤为绝缘材料及仿削材料,做好的玻纤布会裹在碳纤和金属件的结合位置,因为碳纤在一定温度下是导体,电离子在一定程度上会对碳纤维有腐蚀作用,所以在生产过程中这些结合的地方都需要用到少量的玻纤来进行绝缘。
4、另一个用到玻纤的地方就是成型前,吹气袋的接口需要用到玻纤来进行裹合,以增加其密封效果,然而这部份的玻纤在事后是会被切除掉的,这样在不降低车架性能的前提下是必要的。每一个独立工序都有相应的SOP(标准作业流程),并且图文并茂,方便工人熟知。法国Vactor的数位切割机,全国仅有2台。是用在高端车架的碳布切割上的,常规的布料切割比较费料而且碳布边角的过渡需要特殊的重叠和形状来处理,所以,对于高端的超轻量车架和高端的材料必须使用这种机器来进行。这种白色东西就是EPS内模,也仅仅用在高端自行车架中内模的,因为每一个内模仅能使用一次,制作成本非常贵。(读者可以留意细节,车间都设有专门的垃圾桶,废弃的材料
5、都是统一丢到垃圾桶中处理的。这是一线代工厂才有的态度。)不同牌子的模具和不同尺码的模具都有独立放置的位置,不能错乱。车间上各处都有SOP(标准作业流程)以及不同的材料的区分。车架的性能极大程度是受碳纤的堆叠方式而影响的。很多冒牌厂商的原料都声称T1000(国内只有二家真正有此日本材料),但为何性能差别那么大呢?其实车架的每一个部位所需要的堆叠角度、材料、层数都需要通过严密的计算得出来。图中可以看到五通位置,至少有5种不同的角度和不同的层数。(一个好的碳纤加工厂的标准更多得取决于碳纤堆叠的技术及严谨的测试标准。)进模的过程。每一次进模前辛勤的工人都要在高温的模具上进行进模前的清洁,以保证车架没有
6、杂质。接着,工人需要在模具上上一层塑离剂,以帮助成型后的车架能更好地从模具上剥离。而仅仅一个车架的进模的过程,都需要将近一个小时来完成,换句话说,一条这样的生产线一個模具一天只能生产10来个车架,这也是为什么有些碳纤架要卖到2、3万的原因。模具的组件几乎都是过紧配合的,每一下都需要辛勤的工人用锤子打进去的。而出模的过程也是一样,为保证精度,预紧的部件都需要敲出来。连前叉刹车安装孔,都是过紧配合的,师傅身经百炼的锤子可以看出工作的繁重。前叉,刚出模时候的样子。猜猜这是什么?计时赛车架用的后夹器的整流盖。猪肉松?当然不是。这是大理石纹的原样,其实这些UD,3k,12k还有大理石纹,不同的仅仅是装饰
7、料而已,重量和性能上几乎没有任何区别。上漆前的车架都需要经过除尘处理,保证漆面的平整性。高精度加工的五通件,拿上手会需要一些力才可以装配起来,可见其精度不是一般。前叉偏格的检查,每一条前叉都需要在这里耗上最少几分钟的检查和校正,以保证出厂的产品必须合格。工人在用小刀刮去连杆上的毛刺,事后还要用酒精擦拭,以保证其装配后的转点的顺畅及后期漆面的平整性,每一个连杆都花费了工人不少的时间来处理。细节决定一个企业的成败,看到这里读者们可以发现,工厂内所有技术碳纤的工人都必须戴手套的,而且废弃的垃圾都是有专门的垃圾桶来放置,高精度的扭力扳手都产自日本。而这密封炉前的工人用的游标卡尺都是带表盘的。碳纤车架的
8、制作,比的就是一种耐心。为什么不用电的?为什么不用更粗号的砂纸?为什么不用大块的砂纸?除了原材料,比的都是细心。车把和座杆的贴标过程都是在独立封闭的车间来进行的,每次进出都要关门也阻挡沙粒和尘埃对贴标质量的影响。无尘的水标车间。每一个上水标的过程都在这里完成,而且独立的车架编码都需要在这最后一部检验后才贴上。为保证前拨安装座角度的正确,工人事先都需要定模校正处理。这是一台运用高端材料结合先进碳纤堆叠技术与高精度模具的结晶,应用了四大项先进科技:1、材料科技:应用日本TORAY超高吨数30T/40T/50T/60T纤维矩阵结构,及结合瑞典簿片STF纤维,及防冲击5T碳纤2、数位裁切,量身定制的最佳化航太级结构裁切技術3、空心EPS一体壳模的內压3D成型制作流程4、连续纤维一体捲料,于传统搭接法上再精进改革以上和一级方程式碳纤赛车(REDBULL)同样制作流程。专心-专注-专业
 碳纤维车架生产全透析-领略昂贵背后的付出要点(共22页)
碳纤维车架生产全透析-领略昂贵背后的付出要点(共22页)