《翻孔攻丝与螺母尺寸全参数与比较》由会员分享,可在线阅读,更多相关《翻孔攻丝与螺母尺寸全参数与比较(9页珍藏版)》请在装配图网上搜索。
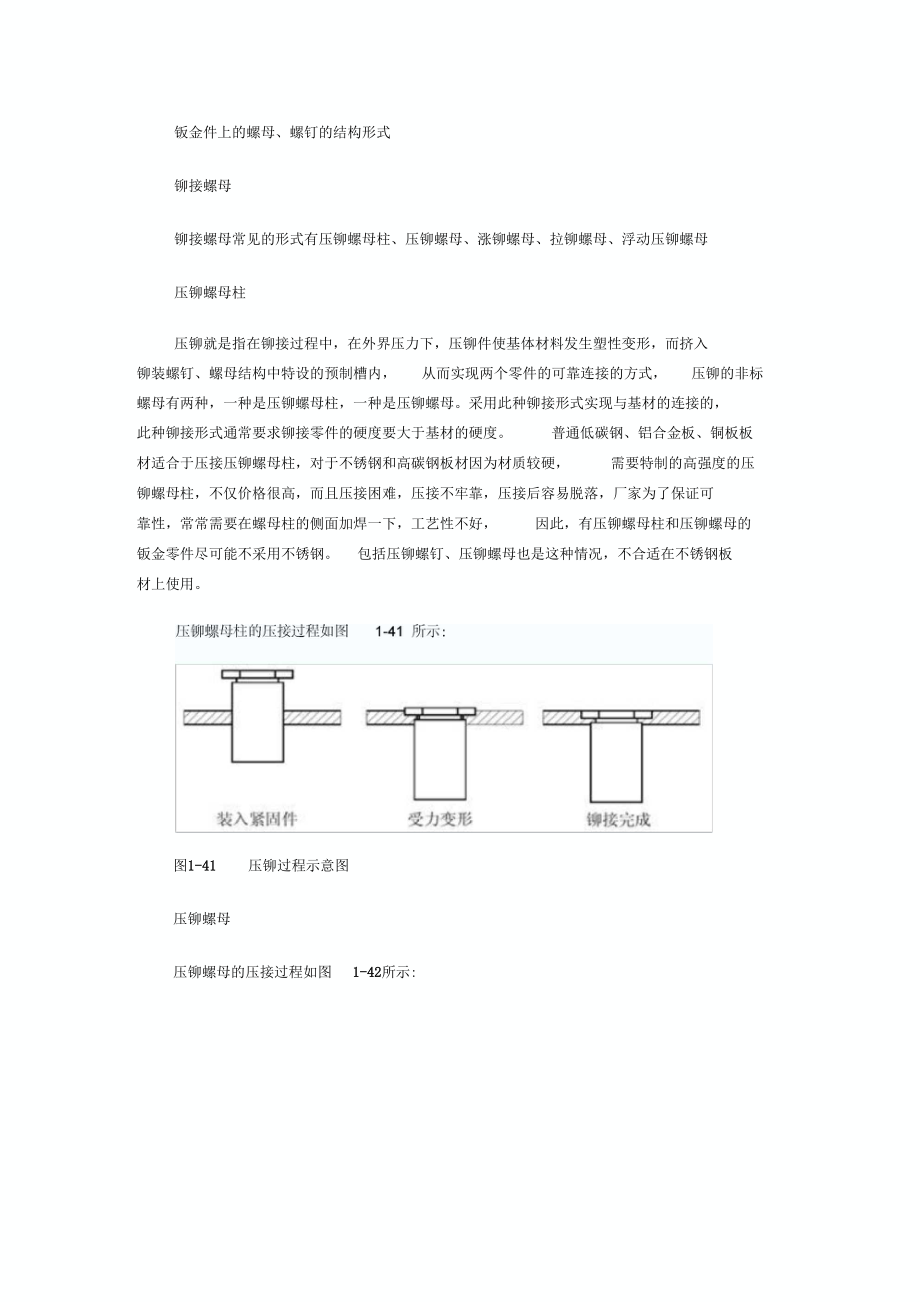
1、钣金件上的螺母、螺钉的结构形式铆接螺母铆接螺母常见的形式有压铆螺母柱、压铆螺母、涨铆螺母、拉铆螺母、浮动压铆螺母压铆螺母柱压铆就是指在铆接过程中,在外界压力下,压铆件使基体材料发生塑性变形,而挤入铆装螺钉、螺母结构中特设的预制槽内,从而实现两个零件的可靠连接的方式,压铆的非标螺母有两种,一种是压铆螺母柱,一种是压铆螺母。采用此种铆接形式实现与基材的连接的, 此种铆接形式通常要求铆接零件的硬度要大于基材的硬度。普通低碳钢、铝合金板、铜板板材适合于压接压铆螺母柱,对于不锈钢和高碳钢板材因为材质较硬,需要特制的高强度的压铆螺母柱,不仅价格很高,而且压接困难,压接不牢靠,压接后容易脱落,厂家为了保证可
2、 靠性,常常需要在螺母柱的侧面加焊一下,工艺性不好,因此,有压铆螺母柱和压铆螺母的钣金零件尽可能不采用不锈钢。包括压铆螺钉、压铆螺母也是这种情况,不合适在不锈钢板材上使用。图1-41压铆过程示意图压铆螺母压铆螺母的压接过程如图1-42所示:压御前受力变形压接完成图1-42 压铆过程示意图涨铆螺母涨铆就是指在铆接过程中,铆装螺钉或螺母的部分材料在外力作用下发生塑性变形,与基体材料形成紧配合,从而实现两个零件的可靠连接的方式。 常用的ZRS等等就是采用此 种铆接型式实现与基材的连接的。 涨铆工艺比较简单, 连接强度较低,通常用在对紧固件高 度有限制,且承受扭距不大的情况。如图 1-43所示:7 I
3、k307唸力变形葩绘二戒图1-43涨铆过程示意图拉铆螺母拉铆是指在铆接过程中,铆接件在外界拉力的作用下,发生塑性变形,其变形的位置通常在专门设计的部位,靠变形部位夹紧基材来实现可靠的连接。 常用的拉铆螺母就是采用此种铆接型式实现与基材的连接的。拉铆使用专用的铆枪进行铆接, 多用在安装空间较小, 无法使用通用铆接工装的情况, 例如封闭的 管材。如图1-44所示:图1-44拉铆过程示意图浮动压铆螺母有些钣金结构上的铆装螺母,因为整体机箱结构复杂,结构的积累误差太大,以致这些铆装螺母的相对位置误差很大,造成其它零件装配困难,在相应的压铆螺母位置上采用压铆式浮动螺母后,很好的改善了这一情况。如图1-4
4、5所示:(注意事项:压铆位置一定要有 足够空间)压钏前受力变廉JE接完咸图1-45浮动压铆螺母压入过程示意图涨铆螺母或压铆螺母到边距离涨铆螺母或压铆螺母都是通过对板料的挤压使之与板料铆合在一起,涨铆或压铆时如到边的距离太近,则容易使此部分变形,无特殊要求时,铆装紧固件中心线与板边缘最小距离应该大于L,见图1-46,否则必须使用专用夹具防止板的边缘受力变形。L的大小参见新的非标紧固件手册,每种非标紧固件的L值都有详细描述。rL*图1-46中心线与板边缘最小距离影响铆接质量的因素影响铆接质量的因素很多,总结下来,主要有以下几个:基材性能,底孔尺寸,铆接方式。基材性能。基材硬度适当时,铆接质量较好,
5、铆接件的受力较好。底孔尺寸。底孔尺寸的大小直接影响铆接的质量,开大了,基材和铆接件的间隙大,对于压铆来讲,不能有足够的变形来填满铆接件上的沟槽,使剪切受力不足,直接影响压铆螺母(钉)的抗推力。对于涨铆螺钉来讲,底孔太大,铆接过程中由塑性变形而产生的挤压 力变小,直接影响涨铆螺钉(母)的抗推力和抗扭力。对拉铆相同,底孔太大,使塑性变形 后两件之间的有效摩擦力减小,影响铆接的质量。底孔尺寸小,虽然在一定程度上可以增加铆接的承力,但是容易造成铆接外观质量差,铆接力大,安装不便、易造成底板变形等缺点,影响铆接工作的生产效率和铆接的质量。铆接方式。在上一节中已经有所介绍。铆装螺钉、螺母在使用的过程中要非
6、常注意其所在的场合,不同的场合,不同的受力要求,就要采用不同的型式。如果采用的不合适,就会降低铆装螺钉、螺母的受力范围,造 成连接的失效。下面举几个例子来说明正常情况下的正确使用方法。1)不要在铝板阳极氧化或表面处理之前安装钢或不锈钢铆装紧固件。2)同一直线上压铆过多,被挤压的材料没有地方可流动,会产生很大的应力,使工件 弯曲成弧形3)尽量保证在板的表面镀覆处理后再安装铆装紧固件。4)M5 M6 M8 M10的螺母一般要点焊,太大的螺母一般要求强度较大,可采用弧焊,M4(含M4以下尽量选用涨铆螺母,如是电镀件,可选用未电镀的涨铆螺母。5)当在折弯边上铆压螺母时,为保证铆压螺母的铆接质量,需注意
7、1、铆孔边到折弯边的距离必须大于折弯的变形区。 2、铆装螺母中心到折弯边内侧的距离 L应大于铆装螺母 外圆柱半径与折弯内半径之和。即 LD/2+r。凸焊螺母凸焊螺母(点焊螺母)在钣金件结构设计中应用非常广泛,在公司的结构设计中,也经常用到,但是,很多设计中,预孔的大小没有按照标准,是无法准确定位的。国家标准的凸焊螺母有两种,一种是焊接六角螺母GB13680-92,定位比较粗糙,定位尺寸不准确,焊接后经常需要对螺纹回丝;另外一种是焊接六角螺母GB13681-92,焊接时有自定位结构,推荐采用这种结构。其结构型式和尺寸按图1-47和图1-48,焊接用钢板焊接前的孔径D0与板厚H的推荐值按表1-17
8、的规定。/I 0,2 I A 1102S7!TT图1-47 焊接六角螺母 GB13681-92结构型式r图1-48焊接六角螺母与钢板的焊接表1-17焊接六角螺母 GB13681-92尺寸和对应钢板的开孔厚度(mn)M4M5M6M8M10M12M16螺纹规格M8X 1M10X 1M12X 1.5M16X 1.5(D 或 DX P)(M10X 1.25)(M12X 1.25)emin9.8310.9512.0215.3818.7420.9126.51dymax5.976.967.9610.4512.4514.7518.735min5.8856.877.8710.3412.3414.6418.605
9、h1max0.650.700.750.901.151.401.80min0.550.600.600.750.951.201.60h2max0.350.400.400.500.650.801.0min0.250.300.300.350.500.600.80mmax3.5456.581013min3.23.74.76.147.649.6412.3DOmax6.0757.098.0910.6112.6114.9118.93min67810.512.514.818.8max33.544.5556min0.750.90.911.251.52翻孔攻丝翻孔攻丝的预孔、外经、高度等列表:常用粗牙螺纹翻孔尺寸表
10、1-18常用粗牙螺纹翻孔尺寸DO螺纹直径M材料厚度t翻孔内径D1翻孔外径D2翻孔总高h预冲孔直径D0翻孔 圆角半径M2.50.62.81.21.40.30.82.12.81.441.50.412.91.81.20.51.22.91.921.30.6M313.521.40.51.22.553.52.161.50.61.53.52.41.70.75M414.4622.30.51.23.354.52.162.30.61.54.652.71.80.7524.563.22.41M51.25.62.430.61.54.255.7532.50.7525.753.62.712.55.7543.11.25翻孔攻丝到折弯边的最小距离表1-19翻孔攻丝中心到折弯边距离H值对照表:材料厚度螺纹直径1.01.21.52.0M36.26.6-M47.78-M5-7.68.4-涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较连接方式特点涨铆螺母压铆螺母铆拉翻孔攻丝加工性好好好一般板材要求不锈钢铆装易脱落不锈钢铆装很差, 要使用特制压铆螺母, 且要点焊无薄板及铜、铝软材易滑牙精度好好好一般耐用性好好好铜、铝软材差,其它材 料螺纹有34扣以上好成本高高般底质量好好好一般
 翻孔攻丝与螺母尺寸全参数与比较
翻孔攻丝与螺母尺寸全参数与比较