 G代码一览表
G代码一览表

《G代码一览表》由会员分享,可在线阅读,更多相关《G代码一览表(4页珍藏版)》请在装配图网上搜索。
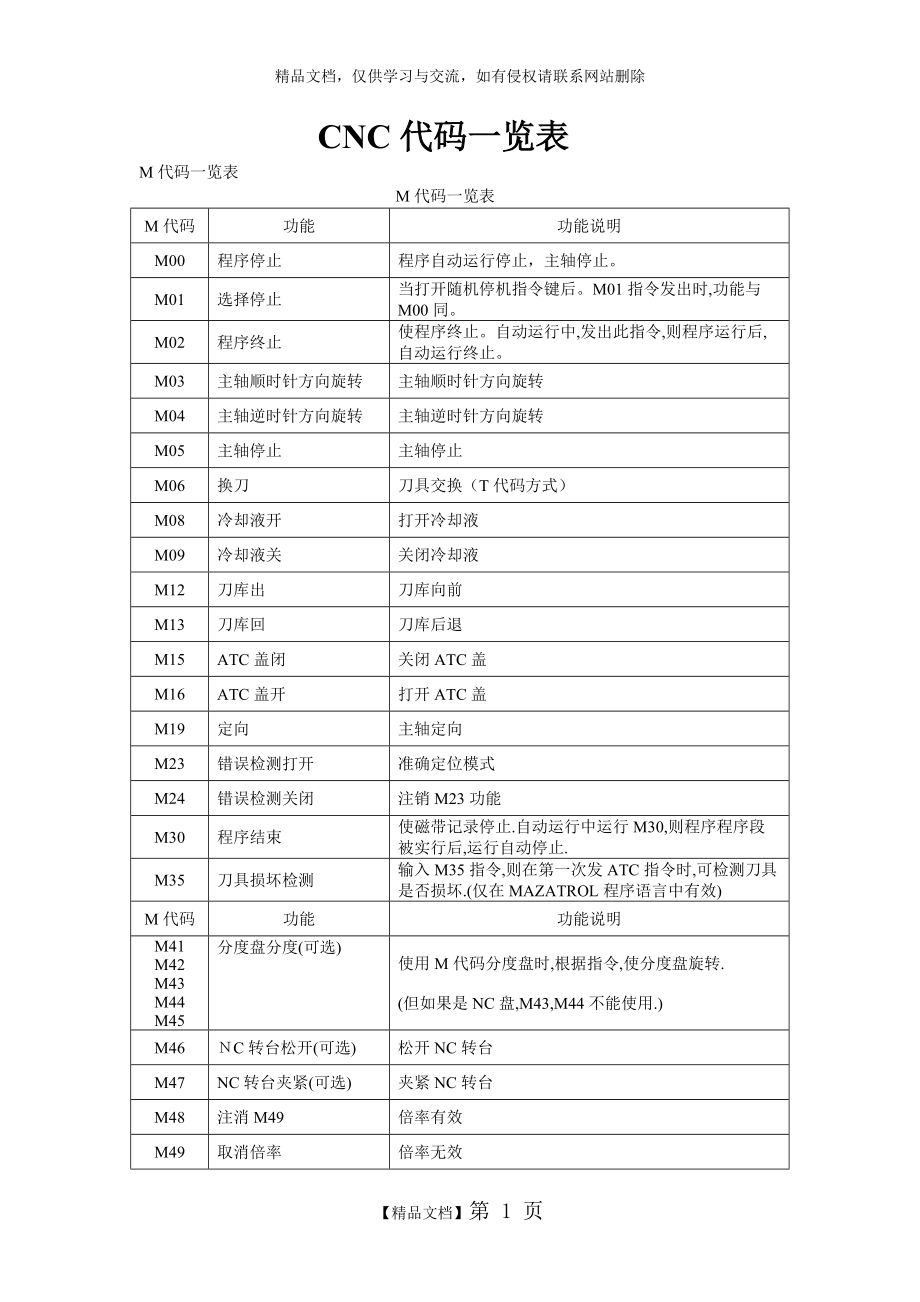
1、精品文档,仅供学习与交流,如有侵权请联系网站删除 CNC代码一览表M代码一览表 M代码一览表M代码功能功能说明M00程序停止程序自动运行停止,主轴停止。M01选择停止当打开随机停机指令键后。M01指令发出时,功能与M00同。M02程序终止使程序终止。自动运行中,发出此指令,则程序运行后,自动运行终止。M03主轴顺时针方向旋转主轴顺时针方向旋转M04主轴逆时针方向旋转主轴逆时针方向旋转M05主轴停止主轴停止M06换刀刀具交换(T代码方式)M08冷却液开打开冷却液M09冷却液关关闭冷却液M12刀库出刀库向前M13刀库回刀库后退M15ATC盖闭关闭ATC盖M16ATC盖开打开ATC盖M19定向主轴定
2、向M23错误检测打开准确定位模式M24错误检测关闭注销M23功能M30程序结束使磁带记录停止.自动运行中运行M30,则程序程序段被实行后,运行自动停止.M35刀具损坏检测输入M35指令,则在第一次发ATC指令时,可检测刀具是否损坏.(仅在MAZATROL程序语言中有效)M代码功能功能说明M41M42M43M44M45分度盘分度(可选)使用M代码分度盘时,根据指令,使分度盘旋转.(但如果是NC盘,M43,M44不能使用.)M46C转台松开(可选)松开NC转台M47NC转台夹紧(可选)夹紧NC转台M48注消M49倍率有效M49取消倍率倍率无效M50冷却风开(可选)打开冷却风(输入M09则停止)M5
3、1主轴内冷开启冷却液从刀具孔中喷出.根据M09或ATC指令结束.M58刀具寿命检查主轴刀具超过使用寿命而报警时,根据M58指令动作停止.M90断开镜像注销M91,M92,M93M91接通镜像X轴使X轴镜像有效M92接通镜像Y轴使Y轴镜像有效M93接通镜像B(4)轴使B(4)轴镜像有效M98调出子程序在调出子程序时使用M99子程序结束子程序结束M141ATC就近卸刀如与ATC指令放在同一程序段中,能缩短ATC路径。M142ATC就近装刀如与ATC指令放在同一程序段中,ATC运行完了后,Z轴回到工件原点。M143ATC就近卸刀、装刀如与ATC指令放在同一程序段中,ATC能缩短换刀时间。(M141+
4、M142=M143)M149刀库选择如发出M149T1指令,刀库就旋转并选择刀位.如进行MD1刀具选择操作,则NC会自动发出指令.M195刀具损坏检查开始进行刀具损坏检查在MAZATROL程序中加入M35指令后,ATC前进时,会自动发出此指令. (用户请不要使用)M196全自动刀具长度测量模式“ON”设定M196后,直到M197或重启为止的T指令, 号的刀具在ATC往主轴上安装时,测量刀具长,并登录数值.只是,不能测量像面铣刀那样的刀尖不在主轴中心的刀具.在MDI “刀具长自动测量”菜单中,M196,M197指令自动发出.M197全自动刀具长测量模式“OFF”M198半自动刀具长测量测量安装在
5、主轴上的刀具.因为从当前位置开始测量,所以即使像面铣刀那样的刀尖不在主轴中心的刀具长也能测量.在MDI “刀具长自动测量”菜单中,M198指令自动发出.注) 不能同时处理的M代码M32中虽然在1程序程序段中能加入4个M代码,但不能同时处理的M代码加入程序时,会发出 “227不能同时处理的M代码”的警示.此警示的组合如下:M03M04、M05、M19中的2个以上在同一程序段中M15M16在同一程序段中M23M24在同一程序段中M33M34在同一程序段中M48M49在同一程序段中M15M33在同一程序段中M06M149在同一程序段中M70M72中两个以上在同一程序段中(只在带有换托盘功能中)M19
6、5M198不能同时单独发指令不合规格的M代码当发出M代码表中没有的M代码或不合规格的M代码指令时,会提示 “228不合规格的M代码”,并终止程序,这一点请注意.但是,M36M39指令什么也不进行,便到达完了状态.G代码一览表 表1.1G代码分组功能*G0001定位(快速移动)*G0101直线插补(进给速度)G0201顺时针圆弧插补G0301逆时针圆弧插补G0400暂停,精确停止G0900精确停止*G1702选择X Y平面G1802选择Z X平面G1902选择Y Z平面G2700返回并检查参考点G2800返回参考点G2900从参考点返回G3000返回第二参考点*G4007取消刀具半径补偿G410
7、7左侧刀具半径补偿G4207右侧刀具半径补偿G4308刀具长度补偿G4408刀具长度补偿*G4908取消刀具长度补偿G5200设置局部坐标系G5300选择机床坐标系*G5414选用1号工件坐标系G5514选用2号工件坐标系G5614选用3号工件坐标系G5714选用4号工件坐标系G5814选用5号工件坐标系G5914选用6号工件坐标系G6000 单一方向定位G6115精确停止方式*G6415切削方式G6500宏程序调用G6612模态宏程序调用*G6712模态宏程序调用取消G7309深孔钻削固定循环G7409反螺纹攻丝固定循环G7609精镗固定循环*G8009取消固定循环G8109钻削固定循环G8
8、209钻削固定循环G8309深孔钻削固定循环G8409攻丝固定循环G8509镗削固定循环G8609镗削固定循环G8709反镗固定循环G8809镗削固定循环G8909镗削固定循环*G9003绝对值指令方式*G9103增量值指令方式G9200工件零点设定*G9810固定循环返回初始点G9910固定循环返回R点从表中我们可以看到,G代码被分为了不同的组,这是由于大多数的G代码是模态的,所谓模态G代码,是指这些G代码不只在当前的程序段中起作用,而且在以后的程序段中一直起作用,直到程序中出现另一个同组的G代码为止,同组的模态G代码控制同一个目标但起不同的作用,它们之间是不相容的。00组的G代码是非模态的,这些G代码只在它们所在的程序段中起作用。标有*号的G代码是上电时的初始状态。对于G01和G00、G90和G91上电时的初始状态由参数决定。如果程序中出现了未列在上表中的G代码,CNC会显示10号报警。同一程序段中可以有几个G代码出现,但当两个或两个以上的同组G代码出现时,最后出现的一个(同组的)G代码有效。在固定循环模态下,任何一个01组的G代码都将使固定循环模态自动取消,成为G80模态。【精品文档】第 4 页
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
