《汽车制造工艺学考试题》由会员分享,可在线阅读,更多相关《汽车制造工艺学考试题(3页珍藏版)》请在装配图网上搜索。
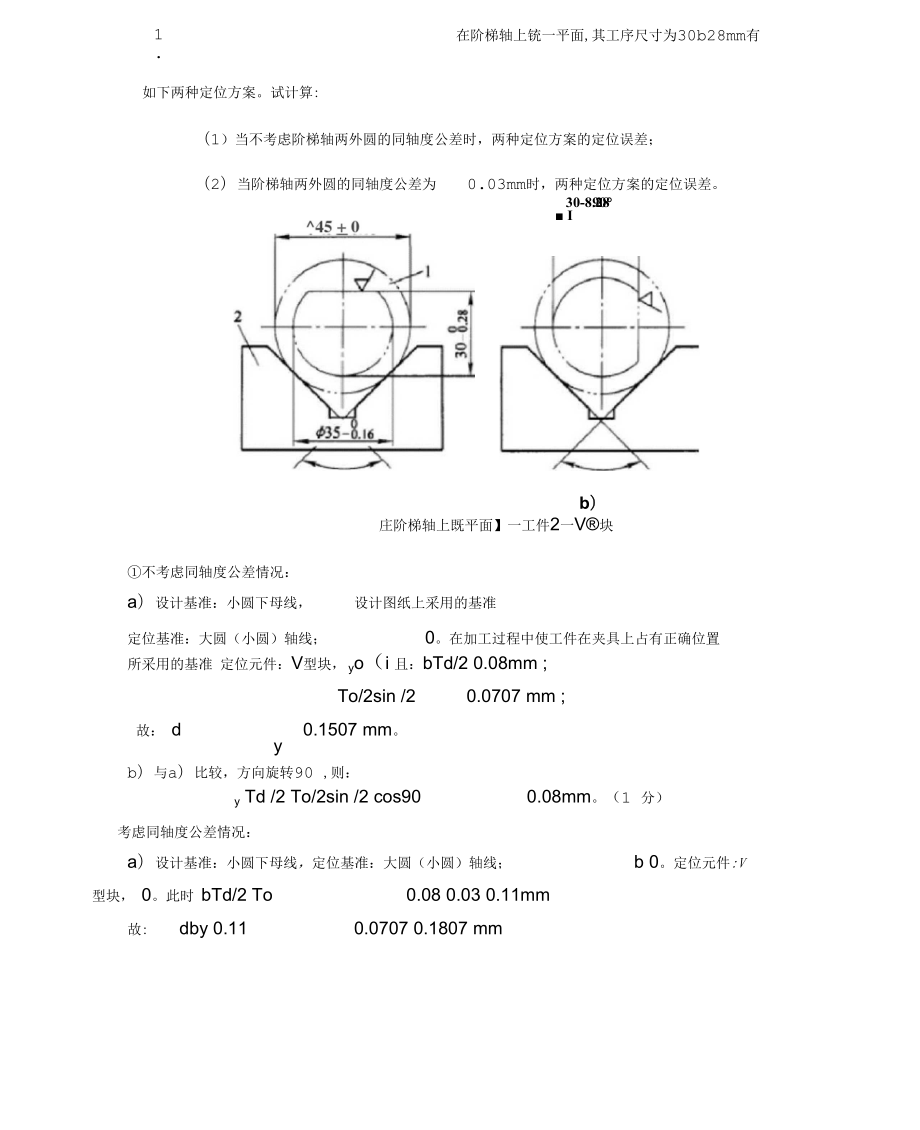
1、1.在阶梯轴上铳一平面,其工序尺寸为30b28mm有如下两种定位方案。试计算:(1)当不考虑阶梯轴两外圆的同轴度公差时,两种定位方案的定位误差;(2)当阶梯轴两外圆的同轴度公差为0.03mm时,两种定位方案的定位误差。30-8.28 I90b)庄阶梯轴上既平面】一工件2一V块不考虑同轴度公差情况:a)设计基准:小圆下母线,设计图纸上采用的基准定位基准:大圆(小圆)轴线;0。在加工过程中使工件在夹具上占有正确位置所采用的基准 定位元件:V型块,yo(i 且:bTd/2 0.08mm ;To/2sin /20.0707 mm ;故: d0.1507 mm。yb)与a)比较,方向旋转90 ,则:y
2、Td /2 To/2sin /2 cos900.08mm。(1 分)考虑同轴度公差情况:a)设计基准:小圆下母线,定位基准:大圆(小圆)轴线;b 0。定位元件:V型块, 0。此时 bTd/2 To0.08 0.03 0.11mm故:dby 0.110.0707 0.1807 mmb)0.11mm如图在轴上铳一平面,外圆直径为d%,孔的直径为D0Td,孔至轴中心的距离为TTb。V型块的夹角为a,加工面与水平方向夹角为B。试计算保证 工序尺寸A士 Tamrnt勺定位误差。_答:基准不重合误差:工序基准:小圆孔轴线;定位基准:大圆轴线。b2Tbcos基准位移误差:定位元件:V型块,y Td cos
3、/2sin 12定位基面为大圆外圆,工序基准不再定位基面上,所以取加号。2Tb cos Td cos /2sin(3.在车床上半精锋一短套工件的内孔。加工前内孔的圆度误差为0.4mm,要求加工后圆度误差达到0.01mm。已知:车床主轴刚度为40000N/mm刀架刚度为3000N/mm尾座刚度为25000N/nm进 给量为0.05mm/r , Cfz=2500,入=0.4。试分析在只考虑机床刚度的影响 时,一次进给加工圆度精度能否达 到要求?若达不到可采取何种工艺措施?车削时,工艺系统刚度计算式为:Js (L x)2 1 x2 (L x)2x222-JtL Jd JwL 3EIL锋短套时,刀具位于刀架:40000 3000_.Js2790 N / mm-40000 3000误差复映系数和加工后的圆度误差分别为:04Cfz f0 75 -2500 O.O50 75 0.037 Js 2790 .wb0.037 0.40.015mm 0.01mm可见一次走刀达不到要求措施:减小被吃刀量多次走刀;提高刀架刚度;改变进给量。
 汽车制造工艺学考试题
汽车制造工艺学考试题