《机油泵传动轴支架全套工序卡Word版》由会员分享,可在线阅读,更多相关《机油泵传动轴支架全套工序卡Word版(13页珍藏版)》请在装配图网上搜索。
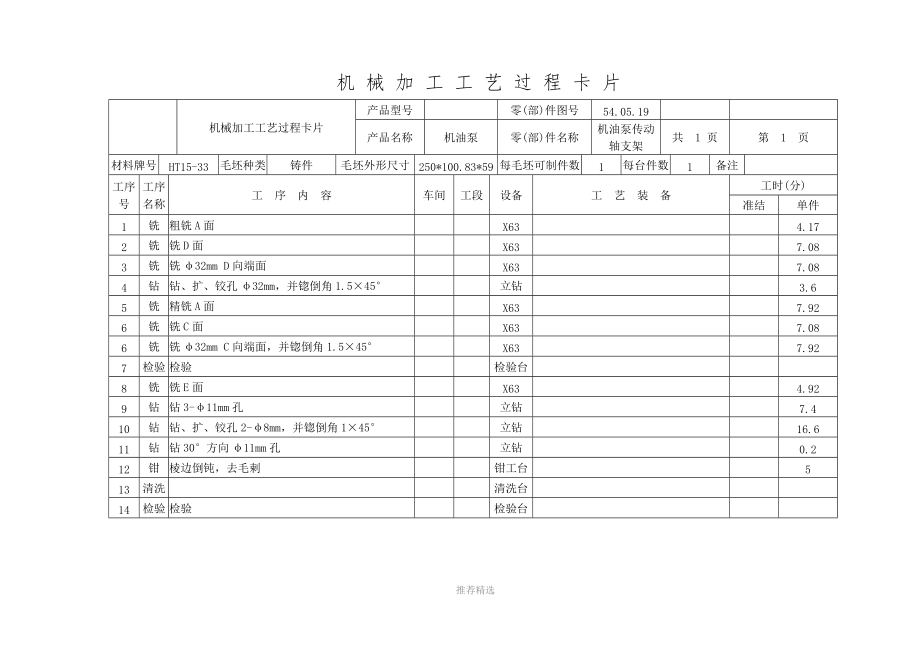
1、机 械 加 工 工 艺 过 程 卡 片机械加工工艺过程卡片产品型号零(部)件图号54.05.19产品名称机油泵零(部)件名称机油泵传动轴支架共 1 页第 1 页材料牌号HT15-33毛坯种类铸件毛坯外形尺寸250*100.83*59每毛坯可制件数1每台件数1备注工序号工序名称工 序 内 容车间工段设备工 艺 装 备工时(分)准结单件1铣粗铣A面X634.172铣铣D面X637.083铣铣32mm D向端面X637.084钻钻、扩、铰孔32mm,并锪倒角1.545立钻3.65铣精铣A面X637.926铣铣C面X637.086铣铣32mm C向端面,并锪倒角1.545X637.927检验检验检验台
2、8铣铣E面X634.929钻钻3-11mm孔立钻7.410钻钻、扩、铰孔2-8mm,并锪倒角145立钻16.611钻钻30方向11mm孔立钻0.212钳棱边倒钝,去毛剌钳工台513清洗清洗台14检验检验检验台推荐精选产品名称:机油泵 产品图号:零(部)件名称:机油泵传动轴支架 零(部)件图号:54.05.19设 计: 审 核: 学 号:151309240机械加工工序卡片推荐精选机械加工工序卡片产品型号零(部)件图号54.05.19产品名称机油泵零(部)件名称机油泵传动轴支架共 12 页第 1 页车 间工序号工序名称材料牌号1铣HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件250*
3、100.83*5911设备名称数控铣同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件4.17工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1钻31专用夹具1800540.333131.7扩钻机械加工工序卡片推荐精选机械加工工序卡片产品型号零(部)件图号54.05.19产品名称机油泵零(部)件名称机油泵传动轴支架共 12 页第 2 页车 间工序号工序名称材料牌号2铣HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件250*98.83*5911设备名称X63同时加工件数1夹具编号
4、夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件7.08工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助2扩32专用夹具3826.51.62111机械加工工序卡片推荐精选机械加工工序卡片产品型号零(部)件图号54.05.19产品名称机油泵零(部)件名称机油泵传动轴支架共 12 页第 3 页车 间工序号工序名称材料牌号3铣HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件250*98.83*5911设备名称X63同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件7.0
5、8工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助3铣32mm D向端面专用夹具1905.30.32511145端面铣刀机械加工工序卡片推荐精选机械加工工序卡片产品型号零(部)件图号54.05.19产品名称机油泵零(部)件名称机油泵传动轴支架共 12 页第 4 页车 间工序号工序名称材料牌号4钻HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件250*98.83*5711设备名称Z525同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件3.6工步号工 步 内 容工 艺 装 备主轴
6、转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助4钻孔30mm30mm钻22915.30.2554111扩孔:31.7mm31.7mm专用扩孔钻687.90.5754111铰孔:mm铰孔钻688.260.7254111锪孔1.54590锪钻688.260.721.5111机械加工工序卡片推荐精选机械加工工序卡片产品型号零(部)件图号54.05.19产品名称机油泵零(部)件名称机油泵传动轴支架共 12 页第 5 页车 间工序号工序名称材料牌号5铣HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数6铣HT15-337铣HT15-33毛坯种类毛坯外形尺寸每毛坯
7、可制件数每台件数铸件250*98.33*5711设备名称X63同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件7.92工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助7铣32mm C向端面专用夹具1905.30.321211145端面铣刀锪孔1.54590锪钻688.260.721.5111机械加工工序卡片推荐精选机械加工工序卡片产品型号零(部)件图号54.05.19产品名称机油泵零(部)件名称机油泵传动轴支架共 12 页第 8 页车 间工序号工序名称材料牌号8铣HT15-33毛坯种类毛
8、坯外形尺寸每毛坯可制件数每台件数铸件250*98.33*5511设备名称X63同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件4.92工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助8铣E面专用夹具37.55.30.322111225端面铣刀机械加工工序卡片推荐精选机械加工工序卡片产品型号零(部)件图号54.05.19产品名称机油泵零(部)件名称机油泵传动轴支架共 12 页第 9 页车 间工序号工序名称材料牌号9钻HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件250*98.
9、33*5511设备名称Z525同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件7.4工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助9钻3-11孔专用夹具19515.30.251211111钻头机械加工工序卡片推荐精选机械加工工序卡片产品型号零(部)件图号54.05.19产品名称机油泵零(部)件名称机油泵传动轴支架共 12 页第 10 页车 间工序号工序名称材料牌号10钻HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件250*98.33*5511设备名称Z525同时加工件数1
10、夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件16.6工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助10钻孔7mm7mm钻22915.30.2512111扩孔:7.7mm7.7mm专用扩孔钻687.90.5712111铰孔:mmmm铰孔钻688.260.7212111锪孔14590锪钻688.260.721111机械加工工序卡片推荐精选机械加工工序卡片产品型号零(部)件图号54.05.19产品名称机油泵零(部)件名称机油泵传动轴支架共 12 页第 11 页车 间工序号工序名称材料牌号11钻HT15
11、-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件250*98.33*5511设备名称Z525同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.2工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助11钻孔11mm11mm钻22915.30.2512111专用夹具,螺栓固定机械加工工序卡片推荐精选机械加工工序卡片产品型号零(部)件图号54.05.19产品名称机油泵零(部)件名称机油泵传动轴支架共 12 页第 12 页车 间工序号工序名称材料牌号12钻HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件250*98.33*5511设备名称Z525同时加工件数1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.2工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助12清洗棱边倒钝,去毛刺1 (注:可编辑下载,若有不当之处,请指正,谢谢!) 推荐精选
 机油泵传动轴支架全套工序卡Word版
机油泵传动轴支架全套工序卡Word版