 车体组装工程的夹具
车体组装工程的夹具

《车体组装工程的夹具》由会员分享,可在线阅读,更多相关《车体组装工程的夹具(47页珍藏版)》请在装配图网上搜索。
1、第1章 使用于车体组装工程的夹具 11 什么叫夹具? 12 什么叫工具? 1第2章夹具的种类和用途 21 夹具的种类和用途 22 工具的种类和用途 4第3章夹具图纸的看法和写法 81 一般事项 82 图纸的写法 83 夹具和车体之间的关系 12第4章夹具的设计标准 141 夹具设计所需事项 142 夹具精度标准 143 定位销 164 夹具用标准部件 185 夹具的材料 25第5章夹具的结构和原理 271 夹钳机构 272 夹具的旋转和万能接头 293 气体气缸和气体回路 29第6章夹具的保全 311 清点实施要领流程图 312 夹具的检查 32第7章关于夹具操作上的安全 321 关于夹具操作
2、的安全 332 关于工具操作的安全 34附表-1夹具用语 35附图-1夹具支柱图纸 40附图-2安装夹具外观图 41附图-3安装夹具总安装图 42第 1 章 使用于车体安装工程的夹具夹具属于设备的一种,对其夹具和工具的含义叙述如下。1 什么叫 夹具 ?所谓夹具(JIG)是指,起到安装加工物件,并正确对准工作机械刃具作用 的工具。但是,在车体安装工程中不是指工作机械的刃具,而是指工具或焊接机。在车体安装工程中使用的主要夹具是指,为了制造车体而被使用的适合于批量生产的、和面板接触的、需要精度的机械装置。2 什么叫 工具?用于金属、木材工作的刃具类的总称, 或广义上来说就是指所有用于工作的小道具。这
3、在车体安装工程也一样,被安装在夹具前端的夹钳,或气锤工具中的打磨机和钻孔机等均属于其中的一种。但是, 最近随着省力化设备的发达,在一个设备中已经很难单独区分夹具和工具。 因此, 在这里叙述的内容虽然不能很明确的说明其区别,但是大致上下了定一个定义,以便为了今后的学习提供参考。25第2章夹具的种类和用途1夹具的种类和用途表-1No夹具名称夹具的种类和用途固定夹具A. SUB ASSY JIG是在车体或车体侧面的主体工程上固定的部件,即 为了装配辅助零件而使用的夹具。根据预算考虑生产量 的大小,用于人工生产时的夹具。B. MAIN ASSY JIG出发点和SUB ASSY JIG 一样,生产车体主
4、体时 使用。适合于少量生产,考虑到车体的重量,正在推进组合运 用棍子传送带或穿梭机的合理化的搬运方法。ILJ口5JLr夹具台车A. MAIN ASSY JIG DOLLY在制作车体主体时考虑到适合于批量生产的夹具。向一个生产线投入很多JIG DOLLY ,用拉链传送带 搬运的生产的方式就叫做移动方式。在这种方式中,产 品更新很容易,但是很多夹具的精度管理上存在一些问 题。B.增打生产线用CARTRAC JIG DOLLY最近,作为增打生产线,经常使用 CARTRAC生产线。采用这种生产线是因为作为利用机器人或人工增打在布 体主板上残留下来的点焊的生产线,能达到停止精度。 这既是在这种生产线上搬
5、运车体的台车,又是实现轻量 化的夹具台车。No 夹具名称 MACHINEBUCK 及PIVOTTINGPILLAR BUCK夹具的种类和用途A. MACHINE BUCK如果 FLOOR MACHINE BUCK SYSTEM 中的 BODY SUDE ,就称自动焊接的工程,利用一个夹具就能 组装车体主板的主要构架,精度也很好,适合于批量生 产。因为价格非常昂贵,如果不是批量生产的车辆,就 不能取得效益。B . PIVOTTING PILLAR BUCK如果 FLOOR PIVOTTING PILLAR BUCK SYSTEM 中的BODY SIDE,就是指自动焊接的工程,是和 MACHINE
6、 BUCK 一样的组装方法,精度良好,适合于 批量生产。和MACHINE BUCK 之间的区别是因为车体 侧面主板能自动被固定焊接,所以可以进行无人化生产, 是一种非常合理的夹具。A. DOOR SETTING JIG在金属辅助部件(盖类)中,为了把车门精确快速的 安装在车体主板上而使用的夹具。最近,也研究出了一 些自动装配夹具,并渐走向实用化。B. HOOD TRUNK LID SETTING JIGHOD TRUNK LID也和车门同样的目的被予以使用c HOOD TRUNK时,在开启的状态下加固螺栓,在单触 式作业中实施速度化。HOOD SETTINGJIG2工具的种类和用途表-2No工
7、具名称工具的种类和用途C.开孔用气动工具O钻孔机A.加工用气动工具加工车体的缺陷或焊锡堆焊面的工具。O沙轮机 。双作用打磨机。研磨机B.加固用气动工具加固螺栓和螺丝的工具。气动扳手。螺母转子D.尖端研磨用气动工具 。打磨机E.怫接用气动工具 O怫接汽锤A.平衡器内部有螺旋弹簧,用这个力量支持重物,保持平衡。B.气体平衡器内部形成气缸结构,保持气压和重量的平衡。可以有 效的起吊装配夹具。C.挂钩CS型挂钩在单轨下面吊挂PSN枪或AIR TOOL时,使用能够 容易变更高度的挂钩。No工具名称工具的种类和用途板金工具A.加工工具 加工铁板。加工工具由。单柄锤。汽锤铁板、完成品、刀具、平台组成。单柄锤
8、。铁板。完成品B.切断工具切断铁板。切断工具有 剪子、钢钎、尖锤、锯、侧刀等。No工具名称工具的种类和用途C.弯曲工具弄弯铁板。(刀刃、柏子木、弯曲平台、钢钎)O刀刃O柏子木o弯曲平台。钢剁刀D.敲打工具打出铁板。(板金锤、木锤)O板金锤 花纹锤轮毂锤黑漆帽锤gj薯形锤“r尸o木锤 花纹锤 CFz塌陷锤行w两圆锤一JVp 1No工具名称工具的种类和用途E.拧挤工具拧挤拧挤工具有板金锤、木锤等,有沙袋等器具,还有 (拧挤棍、弯字、钟槌)等。O拧挤棍O弯字O钟槌F.接合工具接合两个以上的部件O铲子O火钳O带槽钢钎O冲床O铁板第3章夹具图纸的看法和写法在理解夹具时,如果不清楚图纸的看法和写法,就很难
9、说成真正的理解。在日产汽车中有关夹具制图的决定被称作 NEM ,例如组装夹具制图标准(NEM TK2-12002-D)就是其中之一。汽车的车体组装夹具,如果不和相关车体图纸 具有连贯性,就很难读懂,而且目标也不明确。这需要一定的规则。下面叙述 的是有关为了写好夹具图纸的规则事项。1 一般事项1 - 1投影法投影法作为三角法。三角法是针对正面图,把右侧侧面写在右侧的方法。1 - 2尺度尺度以1/1为原则,根据实际情况还有1/2 (1/3) 1/4 1/5 (1/8) (1/10) (1/20)等,倍尺使用 2/1 (4/1)。省略其他线和文字。2图纸的写法2-1关于型号线(车线和固定线)因为车体
10、的外形形成复杂微妙的曲面,所以如果按照一般的机械部件 的写法,简单的用直线或圆圈进行制图,其形状就不能表示出来。因此,采取地形图的等高线方法,在等间隔的平面上显示切断切口的 曲线群,而且根据等高线上升度的坐标表示法, 以定位这些曲线群之间的关 系来表现曲面的制图法。这就叫做线图,也适用于船体和飞机机体等领域。汽车的车体,以车体的位置为原点,设定间隔为100毫米的分段标准线。这就成为车线,以此作为车体设计制作上的标准。夹具通常也以上述的车线为标准设计制作,在ASSY部件上,有时候不适合使用车线,此时就沿着部件形状(正面、实际尺寸、方向等)设定新的 标准线,依次为标准进行设计制作。这就叫做固定线。
11、不管是车线,还是固定线,都以原点为基点,用贴上顺序号的方式显示,所 以这些叫做型号线。*关于固定线的基点,要明确表示和车线之间的相对位置,进行针对车线 的定位。车线车线可分为下列3种。O X 线X线是以车体中心线(从前面看车时的中心线BODY CENTERLINE)作为OX,以此为中心以左右100毫米节距加以分段的线。是成为车宽方向标准的线。图-1IX 0X IXY线原则上是以车的前轴中心线 (FRONT AXLE CENTER LINE 省 略记号FAG)作为OY,以此为中心前后以100毫米节距分段的线。 是成为车的前后方向标准的线,在 OY的前方贴上-(负)符号,而后方 不用记+ (正)符
12、号。OY是-1Y0Y1Y2Y-9-。Z 线Z线是成为车的上下方向标准的线,如果决定针对车的OZ的位置, 以OZ为中心在上下方以100毫米 节距分段的线。作为车的上下方向的 标准线,在OZ下方作-(负)符号,在上方不用作 + (正)符号。图-3派 在设计汽车的过程中,在带有构架的汽车上习惯上把构架的上面定为OZ,在没有构架的汽车上把前部即底板的下面定为 OZ。固定线固定线和上述内容一样,是根据 ASSY PANEL的形状设定的标准线, 针对车线以一定的角度倾斜的标准线。作为表示记号,使用依照车线的小文字,旁边贴上S (xs-ys-zs)。O xsXS线把位于Y面上的ASSY PANEL上或其旁边
13、的任何一点作为标准 点(适用在PANEL图中明确表示和车线之间的关系的板上的一点。)。从这个点根据一定的角度画一条直线,以此作为标准,在两侧以100毫米节距分段的线,和X线之间的角度小于45度的线。图-4A .通常按照一定的 ASSY PANEL周围和 基座面之间的间隔选 定,追求和车线之间 的角度。固定线型号可以任意 设定,设定标准作为oxs。ys线是在X面上用和xs线同样的做法,和连续线按照一定角度划分的线。O zs线是在X面或Y面上用和xs同样的做法,和车线按照一定角度划分的线。图-53 夹具和车体之间的关系夹具的加工精度必须要求非常高。这也是为了制作质量好的车体所必 需的条件,为了制作
14、这种精度高的车体和夹具,日产汽车公司采取了根据 模型提高汽车精度的方法。在制作车体的过程中,板、压制模型、夹具都具有关联性。作为完成 夹具的顺序,最初看图纸制作部件,并予以安装,完成外观以后,和模型 进行对照,最后和面板进行对照。如上所述,夹具和车体具有很密切的关系,其连接的方法上也有规则。3 - 1挡板支柱挡板或支柱等,和产品保持接触面的模块或者模型等, 就和其断面一 起利用细的二点划线画产品的断面形状,然后记入其板厚。图-6产品相应面 产品板厚、产品号、名称、编号O产品和夹具的挡板不要 全面接触。O原则上在和产品之间的 接触面加工。3 - 2根据样品加工的产品车体产品可分为以骨骼为中心的内
15、板(内面)产品和外板产品。内板 顶部里侧板,盖轮毂房,车体里侧板外板 缓冲装置顶部,行李盖箱样品对照调整作业针对支撑外板产品的挡板或支柱类实施,是为 了调整好和产品之间的吻合。3 - 3样品体系使用于夹具样品对照上的样品叫做 MTS,其形状和车体的外板一样 (板内),夹具完成以后,装上 MTS进行配合。夹具对照用样品汽车标准样品压制模型组装夹具标准样品(主模型)MASTERMODEL(凸模复制品)MALEDUPLICATION(主工具组)MASTER TOOLINGSTACK3 - 4根据板内尺寸的样品对照在进行夹具样品对照时,把板内定为标准,在调整压住板外的夹钳等配合时,采取预测板的板厚分的
16、方法。一般情况下,采用以贴上胶带作为 板厚分的方法。第 4 章 夹具的设计标准夹具 (主要为车体组装用夹具)由决定支持全体基座产品位置的支柱,支撑支柱的PDLAR,产品型状支撑架(挡板),维持产品的CLAMP,移动夹具的车轮等组成,从生产线的系统及车体的结构决定其结构,在自动化生产线上设计并使用相对于这些的夹具、普通夹具等符合各自目的的夹具。在设计夹具时,为了今后的保全,或为了部件管理上的合理性,本公司根据NES或NEM实施标准化。1 在设计夹具时的必要事项在设计夹具时,必须注意下列事项。反过来, 使用夹具的人必须牢固记住必要条件,必须进行反馈,这些都很重要。 操作性良好。 提高安全性。 稳定
17、品质。 降低价格。 节约材料。 实现轻量化。 结构简单化。 保全性良好。 减少故障。 提高设计效果。2 夹具精度标准为了提高和维持车体精度,车体安装夹具也需要同样的精度,本公司对夹具精度标准,制定了如下标准。( NES KT2-84001-C)3 - 1 精度标准的分类根据组装夹具的组成因素可分为如下4种精度标准。表-3分数内容表 No基座精度组装夹具的基础。关于基座的精度标准。定位销位置精度组装夹具中决定面板位置的重要因素。关于定位销 位置的精度标准。支柱精度组装夹具中使用。定位销、形状支撑支柱等有关支撑面板的支柱的精度标准。安装精度在制作组装夹具过程中,样品的安装、支柱的安装、 圆柱安装等
18、后关的精度标准。2 - 2精度标准因为在NES中规定了精度标准的详细内容,所以下面只举几个主要例子, 作为概要。基座精度表-4项目测定内容测定标准允许差或 允许值加,向挡板支柱安装面的表面、粗细度加,向18S平向度组装前后的对角尺寸3000以下、以上面上3点0.10-0.35平行度、片面上3点0.20-0.70标准槽槽宽度10深度5槽侧面及基 座面+0.1.0标准型号线 的直角度型号线长1000单方的标准 型号线0.1型号线精度单一节距100 任意的10节距型号线0.10.25孔位置支柱安装螺丝孔标准线0.40定位销位置精度表-5序 号项目测定内容测定标准允许差1单独 定位销荃标准组从基座标准
19、线 到定位销的中 心之间的距离基座标准线0.252对称 定位销节距1-1j对称定位销的 节距单方的 定位销0.303单独部 件的 定位销节距4X口1两定位销的节 距单方的 定位销0.40支柱精度省略详细内容请参考NES附表-3。安装精度省略详细内容请参考NES附表-3。3定位销3-1定位销的概要车体安装:为了提高和维持精度,在车体部件上设置定位孔,在夹具上设 置定位销。一般情况下对定位销和定位孔的关系定义成如下。AU定位销图-8点焊(碰焊)如果定位孔B尺寸规定成10,定位销A尺寸就设置成9.5,保持0.5毫米 的间隔。其理由是 点焊时,在车体部件上产生歪斜等力量,在定位销的侧面有拉力,部件难
20、以从定位销抽出来。在插入时同样难以用精确的夹具插入。3-2定位销的种类根据NES规定的形式,可以分类成以下 3种形式备注B打入N加固螺母T从侧面停止销3-3定位销代码的意义定位销的尺寸,大小、形状BN形式,T例 JLP- 13B-2X 15连体组装夹具用定位销图-9。材料相当于 JIS G4105 SCM4。硬度HRC 35 - 40。加工Q GV( w 金)上图(图-9)是根据NEM KT2-87001-1T规定的,详细内容参考 NEM4夹具用标准部件在设计和制作夹具时,要选择使用 部件。下面是其代表性的部件。NES (日产技术标准规格)中规定的机械、工具用标准部件的通用规则T 2001N
21、E SGeneral Rules of Standerd Parts for Machine and Tool 19761 .适用范围这个规格规定了关于机械、工具用标准部件(以下简称标准部件)的通用 规则。2 .标准部件的分类标准部件的分类及规格序号如下。机械、工具用标准部件NES T分类序号分类内容表序号0一般标准及特殊部件附表11螺栓类附表22螺母及垫圈类附表33销、键及弹簧类附表44管接头类附表58杂类附表6做出编号0199备注:分类序号 5、6、7、9作为空号,以备今后使用。3 .标准部件的个别规格标准部件的个别规格是根据2.的分类分别规定各自的规格。4 .标准部件的种类个别规定的标准
22、部件的种类根据附表 1附表6。表-7 一般标准及特殊部件规格序号规格名称记号形状图参对应JIS考旧NEST 2001机械、工具用标准部件的通用规则General Rules of StanderdParts for Machine and ToolT 2011环首螺栓Eye BoltB1168T3031表-8螺栓类规格序号规格名称记号形状图介-be对应JIS旧NEST 2101六角螺栓Hexagon Head BoltSHET 2102六角带孔螺栓Hexagon Socket Head CapScrewSSHT 2103六角带孔防松螺丝(平头)Hexagon Socket Headless S
23、et Screw (Flat Points)SSST2104六角带孔防松螺丝(棒头)Hexagon Socket Headless Set Screw (Fulldog Points)SSB婢S)T 2105十字孔小螺丝Cross-RecdssedPan HeadMachine ScrewSHPT 2106十字孔蝶形小螺丝Cross-RecdssedFlat HeadMachine ScrewSFH领T 2107T槽螺栓T-Slot BooltSTH规格价格规格名称记号形状图对应JIS旧NEST 2108柱头螺栓Stud BoltSSDB1173T3031T 2109固定螺丝钉Bit Sett
24、ing ScrewSBS一T3031T 2110冲孔螺栓Stripper BoltSST一T3031T 2111四角防松螺丝Square Head SetScrewSSQ一T3031T 2112垫圈防松螺丝Washer ScrewSUA一T3031表-9螺栓类规格价格规格名称记号形状图对应JIS旧NEST 2191六角螺栓(标准螺丝)Hexagon Head BoltSHE一T3032XT 2192六角带孔螺栓(标准螺丝)Hexagon Socket Head Cap ScrewSSH一T3032XT 2193六角带孔防松螺丝(标准 螺丝)Hexagon Socket Headless Set
25、 ScrewSSS一T3032XT 2194十字带孔小螺丝(标准螺 丝)Cross-RecessedPan HeadMachine ScrewSHP一T3032规格序号规格名称记号形状图介-be对应JIS旧NEST 2195十字带7L蝶形小螺丝 (标准螺丝)Cross-Recessed FlatHead Machine ScrewSFH一T 3032XT 2196固定螺丝钉(标准螺丝)Bit Setting ScrewSBS一T 3032备注 带有*(标准螺丝)标记的,除了维修现有设备等不得已的情况之外不使用。表-10螺母及垫圈类规格序号规格名称记号形状图经对应JIS勺旧NEST 2201六角
26、螺母Hexagon NutNHEB 1181T 3031T 2202六角低螺母Hexagon Jam NutNHLB 1181T 3031T 2203带槽六角螺母Hexagon Slotted andCastle NutNST据B 1170T 3031T 2204T槽螺母T-Slot NutNTH球B 1167T 3031T 2205带平垫圈六角螺母Flange NutNFL硝B 5226T 3031T 2206带球面垫圈六角螺母Spherical Flange NutNSP硝B 5226T 3031T 2207滚动轴承用螺母Lock Nut for Polling BearingNBG崎B1
27、554T 3031规格序号规格名称记号形状图介-be对应JIS旧NEST 2208平垫圈Plain WasherWAJB 1256T 3033T 2209弹性垫圈Spring Lock WasherWAPB 1251T 3033T 2210夹具用开口垫圈C Washer for JigWACB 5211T 3033T 2211夹具用锁垫圈Swing C Washer for JigWAH户B 5212T 3033T 2212夹具用球卸垫圈Spherical Washer for jigWAS1 0 1B 5213T 3033表-11螺母及垫圈类(续)规格序号规格名称记号形状图经对应JIS勺旧N
28、EST 2213滚动轴承用垫圈Bearing Lock WasherWABoB 1555T 3033XT 2291六角螺母(标准螺丝)Hexagon NutNHE一T 3032XT 2292六角低螺母(标准螺丝)Hexagon Jam NutNHL1一T 3032XT 2293带槽六角螺母(标准螺丝)Hexagon Slotted andCastle NutNST噩一T 3032规格序号规格名称记号形状图对应JIS旧NEST 2294带平垫圈六角螺母(标准螺丝)Flange NutNFL一T 3032T 2295带球面垫圈六角螺母 (标准螺丝)Spherical Flange NutNSP一T
29、 3032T 2296平垫圈(标准螺丝用)Plain WasherWAJ一T 3033T 2297弹性垫圈(标准螺丝用)Spring Lock WasherWAP一T 3033备注 带有*记号(标准螺丝)的,除了维修现有设备等不得已情况以外不使用。表-12销、键及弹簧类规格序号规格名称记号形状图介-be对应JIS旧NEST 2301平行销(A)Parallel Pin(A)PDAB1354T 3033T 2302平行销(B)Taper Pin(B)PDB一T 3033T 2303锥销(A)Taper Pin(A)PTA尸B1352T 3033T 2304锥销(B)Taper Pin(B)PTB
30、一T 3033T 2305开口销Split PinPTB*B1351T 3033规格序号规格名称记号形状图介-be对应JIS旧NEST 2306半月键Woodruff KeyKWRB1302T 3034T 2307平行键Parallel KeyKPAKPBB1301T 3034T 2308平行键(英寸系列)Parallel KeyKPAKPB一T 3034T 2309压缩螺旋弹簧 Compression Coil springSPC一T 3034T2310压缩板弹簧Compression CoilSpring for Press DieSPP一T 3034表-13管接头类规格序号规格名称记号形
31、状图介-be对应JIS旧NEST 2401四角头锥螺丝销子square Head Taper Thread PlugSTPB 2301T 3032T 2402四角孔锥螺丝销子Square Socket TaperThread PlugSSPD 2101T 3031T 2403润滑油管接头Grease NippleNGAB 1575T 3034NGBNGC规格序号规格名称记号形状图对应JIS旧NEST 2801把手(A)Grip (A)HGA(B 2603T 3034T 2802把手(B)Grip (B)HGBB 2603T 3034T 2803把手(C)Grip (C)HGC0B 2603一T
32、 2804圆把手Ball HandleHBI一T 3034T 2805花形柄Flower KnobHKF一T 3034T 2806十字柄Cross KnobHKP翘一T 3034T 2807按螺栓板Push Bolt PadCPU 1一T 30345夹具的材料车体组装用夹具在固定和加压铁板(SPCC)作业中经常接触,所以必须 注意磨耗或折断,切损等。关于夹具的材料进行以下说明。表-15记号名称NES记号材料名称硬度备注A弹性垫圈WAPSWRH 57A弹性钢HRC42-50JISG3506B六角螺母NHESS 41B一般结构用轧钢材HRB63-97JISG3101C柱头螺栓SSDSS 41B一般
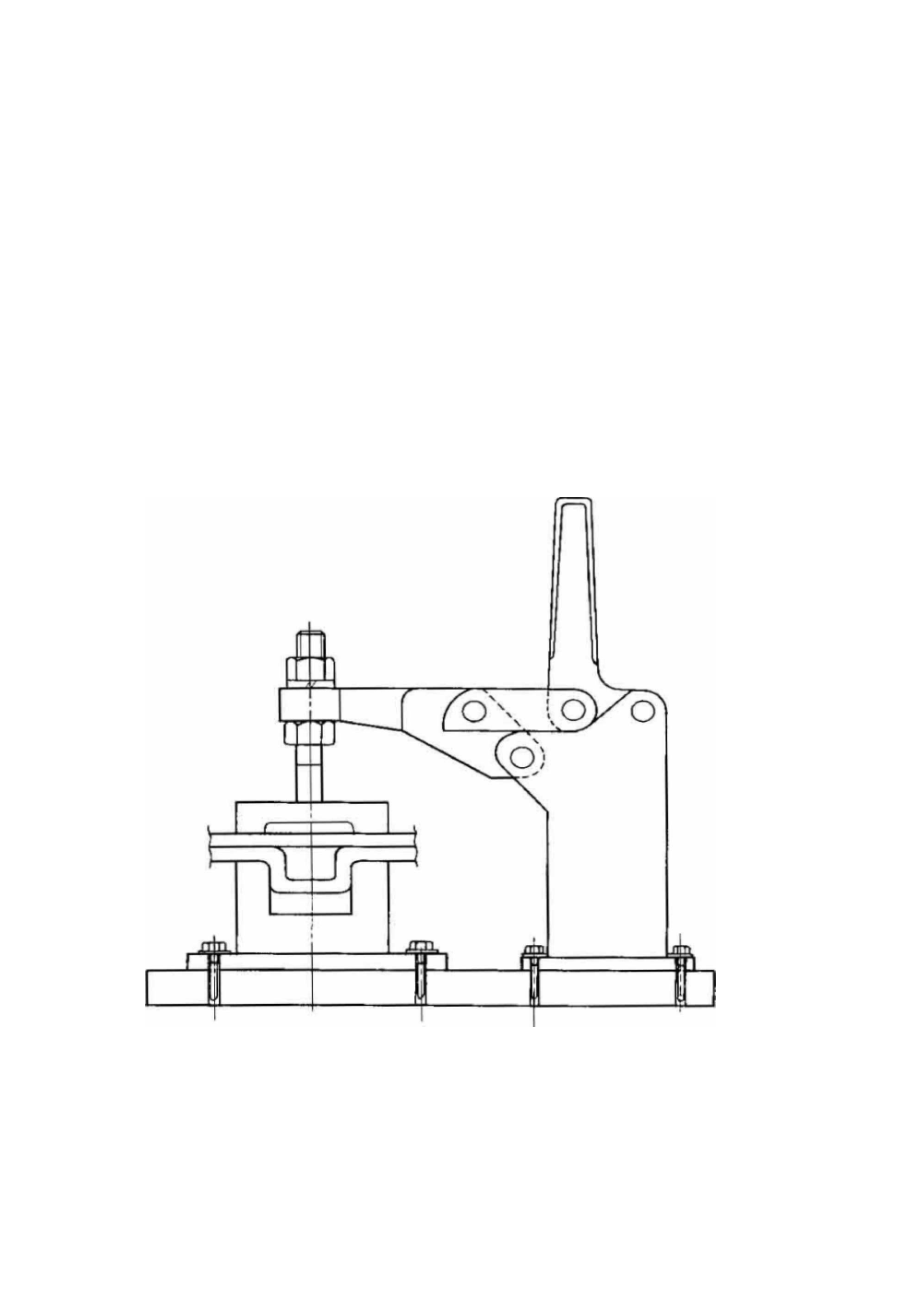
33、结构用轧钢材HRB 62-38JISG3101D平行销PDBSCM3铭铝钢HRC20-25JISG4105E气缸购买品购买单品使用Z使用机械 的规格F基座/SS34P一种一般结构用轧钢板HRB63-97JIS3101G定位销JLPSCH3铭铝钢HRC20-25JISG41055-1材料的种类图-10BAG夹具用材料非常 多,其中只说明代 表性的材料。图-10记载在附 图-1上。是表示概要的部 分,综合起来就如 表-14。基座SS3440,较销(X)(Y)(Z)在一条直线上,即在死点的位置上力量的扩大第5章夹具的结构和原理从原理性方面考虑夹具的结构。例如,在附图-2上所显示的单体夹具里具有原理性
34、因素的有以下项目夹钳机构(肘环和臂)夹具的旋转万能接头气缸和气压回路1夹钳机构1 - 1肘环夹钳为了加压保持2张以上的板而使用肘环夹钳,对维持车体精度起着重要 的作用。下面说明肘环夹钳的原理。图-11肘环夹钳的原理如果前后移动手柄,臂 就根据肘环机构向同样 方向动作。如果向(A)移动,就移 向(B)。此时的力量则 根据手柄的长度和臂的 长度,力矩差而扩大力达到几倍。(也有人称达到无限值。)1 -2凸轮夹钳和凸轮夹钳图-12一样,主要使用于固定挡板时。最近,几乎不使用手 动式,而用气缸替代手动式。图-12如果夹钳操纵杆根据手动移向 A方向,变心板就以P为中心进行旋转变心板的最长尺寸r以支点P为中
35、心,B向箭头方向运动。变心板按住挡板,固定在夹具上。这时的力量根据夹钳操纵杆的长度 R 和变心板的旋转半径r的长度的力矩差扩大力量,当操纵杆到达的位置 上时,P.L.O并排在一条直线上,即使反力 X动作,也不发生返回力量。让我们自己考虑向量的方向。 在点上停止变心板,将会如何呢?2夹具的旋转和万能接头图-13为了提高作业效率,制作出了可以旋转夹具的夹具。而且, 在边旋转火 具的同时供气时,就使用万能接头。2-1旋转机构如图图-13,车轮上加载夹具基座,在中央的轴上设置轴承,就能使旋 转变得轻松。2-2万能接头夹具旋转时,必须从地面用气体软管直接供应。因为软管卷在夹具上, 为了防止这种现象,使用
36、万能接头。万能接头的结构为在旋转结束的中央部 设置供应气体的孔,用 。环作旋转部的密封垫圈。3气缸和气体回路在车体组装用夹具上使用很多气缸,控制气缸的气体回路及电气回路起 到很大作用。因此,下面对汽缸的机械性质和气体回路的概要进行说明。3-1气体和油压的不同之处从回路角度考虑,基本上一样,但这两者还有如下不同之处。 液体(油)的压缩很困难,相反气体(空气)很容易进行压缩。 气体具有向容器全体扩散的性质。3-2气缸的加压力图-14气体出入口气体出入口返回力FP压力气压P (kg/cm2)气缸直径D (mm - cm)气缸钓竿直 d (mm- cm) F 加压力 (kg) A 面积(cm2)(A)
37、 加压时F=AX P=4D2X P(B)返回时3-3气体回路气体过滤器F=A X P= 4(D2 d2) X P图-16压力表加油器 过滤器流量调整器(速度控制)图-15为运转气缸的气体器具的外观连接图,图-16是其回路图。决定气体器具的标记(NES),可以根据回路图判断其连接方法。第6章夹具的保全为了提高和维持车体的品质,必须每天进行夹具的检查和维修。 例如,夹 钳出现毛病时,部件不能确实固定,组装部件之间的相关尺寸也不合, 就会导 致不良品。因此,下面就对夹具的日常检查实施要领进行说明。1清点实施要领流程图图-17制造领域上发现的不合适的部分应尽早反馈给保全部门。保全部门一一进行检查,而且
38、对反馈过来的不合适的地方要进行修理和改善,保持夹具的 正常使用状态。2 夹具的检查2-1 夹具的检查要点如果夹具出现不合适的地方,就直接关系到安全方面或车体精度(品质) ,如果继续放置不管,就连续发生不合适之处。因此,为了经常维持夹具的正常状态,下面叙述清点的要点。 挡板是否有磨耗及破损? 夹钳部是否有不合适? 限制器是否完全密封? 夹具是否紧紧夹注了部件? 气缸是否每次都进行动作? 气体软管是否有破损? 是否确实调整了气压? 是否粘着点焊残留的铁粉? 定位销是否有磨耗、脱落? 动作部分有没有异常音?2-2 工具的清点要点工具有多种多样,在这里以气体工具为对象进行说明。 旋转是否正常? 油料是
39、否正常得到供应?(清点注油器) 加固部分是否有松动? 旋转部分是否有破损? 气体软管等是否有破损? 是否确实调整了气压等? 力矩是否适当? 动作部分是否出现异常音?如果发生以上不合适情况,就应进行调整修理或更换部件。第七章 关于夹具操作上的安全夹具根据使用方法成为文明的力量,也有可能成为凶器。掌握正确的使用方法,有必要经常维持安全性高的车体工厂。1关于夹具操作的安全夹具有很多种,既有很大的夹具,也有能用手拿着的很小的夹具,在这 里主要考虑组装车体的ASSY夹具。如图-18使劲打开火钳,就如图-19 一样手被夹住,导致受伤。在这种时候,是因为(A)部上没有限制器,实际使用的人必须经过每天1-2安
40、全的确认动作的清点或掌握夹钳的机构,决定在那个部分设置限制器两个人同时操纵一 台夹具时。需要两个运转 夹具的按钮。但是,在简单的夹具 上普遍都使用一个按钮。 此时,两个人的信号配合 很重要。即,安全确认很 重要。1-3异常时的灾害过去,发生异常时,在很多情况下仅仅因为伸手就成为大灾害。例如, 在自动机械中部件脱落,只因用手压住部件,手就被折断。此时,必须伸手 才能进行操作的机械也成为问题。因此,必须注意如下事项。 在发生异常时,须同时停止设备、夹具。 设置安全设备,以免在运转中人员的进入。(要考虑无意识当中伸手的人类的习惯。) 不异常放置,尽早反馈,采取对策。 不断进行安全教育。 掌握安全的使
41、用方法。 着装保护具。2 关于工具操作的安全工具有多种多样,在这里只对气体工具进行说明。气体工具是指以 10,000RPM 位高速旋转数使用的工具。如果错误使用,就会导致大事故。因 此,必须注意如下几点。 选择符合使用目的的气体工具。 有一些磨刀石等容易割裂的旋转部分,应使用没有割裂、偏心、扭曲、损伤等部件。 确认软管是否有破损,使用正确的软管。 正确调整压力。 用适当的力矩加固旋转部分。 完全掌握实用方法,取得公司内的资格证书。 着装保护具。 在用于加工以前在试运转中实施空转。以上附表-1 夹具用语用语用语的含义参考图外语略号基 座安装支柱或平台等,成为 组装夹具基础的部分。BASE支 柱挡
42、 板定位产品相互关系的部 件,由安装座、挡板、定 位销及夹钳等组成。为了把产品固定在止确位 置上而使用的形状支撑 架。POSTGAUGPLATEW:*座平座L形座U 形座安装挡板等的座。ja / 我1SEATSEATPLATEL-SEATPLATEU-SEATPLATE用 语用语的含义参考图外语略号定位销导销导棒轴套钱销决定位置的销。导向销。导向棒。aLOCATING PINGUIDE PINGUIDE BARBUSHHINGE PIN叼nUU火 钳肘节夹钳凸轮火钳 螺丝夹钳 C形夹钳 钳形夹钳夹钳尖端在指定位置上保持产品 或夹具的一部分的火具。使用肘节机构的火钳。使用凸轮机构的火钳。使用螺丝
43、机构的夹钳。C形形状的夹钳。钳形夹钳。夹钳可动侧的垫木。4展-1X牛 JLCLAMPTOGGLE CLANPCAM CLAMPTHREAD CLAMPC-CLAMPPLIER CLAMPCLAMP TIP用语用语的含义参,彳图外语略号柱角柱圆柱安装在夹具基座上面。4没土PILLARSUAREPILLARROUNDPILLARVJr、圆柱用托座圆柱用座 圆柱接头锁定限制器锁定操纵杆操纵杆管坐在圆柱上安装支柱的托 座。(有固定型和口动型。)在基座上安装圆柱的座。圆柱的结合用接头。安装在可动托座上,决定 支柱位置的夹具。锁定通过限制器定位的托 座的操纵杆。防止操纵杆落卜。C 疝修 43 bROUND
44、PILLAR BRACKERROUNDPILLAR SEATPOUNDPILLARJOINTLOCKING STOPPERLOCKING LEVERLEVERHOLDER用语用语的含义参考图外语略号梭动传送带利用往复机构搬运物 件的装置。SHUTTLECONVEYER梭动杆搬运用杆。7SHUTTLE BAR梭动爪安装在穿梭杆上保持 物件的爪。SHUTTLFINGER导轮利用滚轮的引导。凰GUIDE3ROLLER脱模机从夹具压出产品的装 置。n rrU IKNOCK OUTW 、升降机上下移动产品到指定 位置上的装置。11LIFTER粗导杆把产品放在正中央的ROUGH装置。1GUIDE附图-1夹具支柱图纸42热处理后HrC 30-3510日 -12 W10日-14w10日-13382 X 65mi 名称01kg192X47CM402WTW7122X 7020C2名称材料数量(j)4 -12 钻孑I20C材料2Bi12kg附图-2 安装夹具外观图44附图-3 安装夹具总安装图43
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
