《外圆锥表面磨削精度的提高》由会员分享,可在线阅读,更多相关《外圆锥表面磨削精度的提高(2页珍藏版)》请在装配图网上搜索。
1、应用能源技术维晋资讯 2002年第4期(总第76期)外圆锥表面磨削精度的提高哙尔滨电机厂有隈盍任公罚 赵秀芬殆尔滨轴承集团会司 谭树范摘要介绍外圆锥表(&斯的磨削方法*巧轮表面倾斜起置磨齟凸块,处削时凸块寛度与 被加工工件表面帙度在任一横截面内的比值为一常数.保证去掉相同的金隔靑爺"巩而提高工 件昭状粕应,提篙加工关键词磨削砂轮工件圆锥表面凸块中图分类号:TH117. I文就标识码:B文章编号,I OOP32(2002 )(M0012011存在的问題在机旅制造业广泛使用具有高精度外圆需表 面的零部件。但是目前的加丁方法雉以得到这种 高精度形狀的表面u通常这科表面用如下曆削方
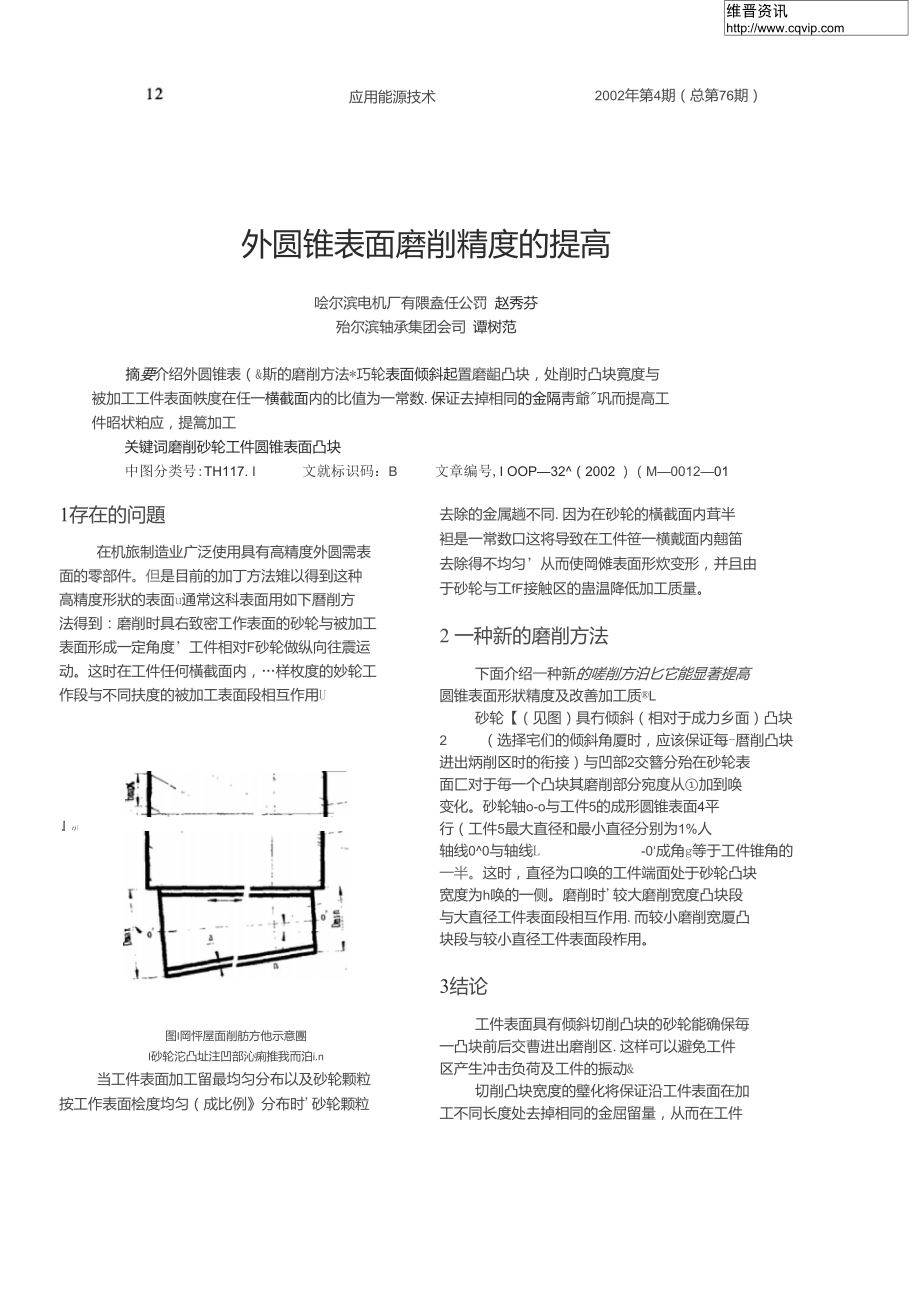
2、法得到:磨削时具右致密工作表面的砂轮与被加工 表面形成一定角度工件相对F砂轮做纵向往震运 动。这时在工件任何橫截面内,样枚度的妙轮工 作段与不同扶度的被加工表面段相互作用Ut)图I岡怦屋面削舫方他示意團I砂轮沱凸址注凹部沁痢推我而泊i.n当工件表面加工留最均匀分布以及砂轮颗粒 按工作表面桧度均匀(成比例分布时'砂轮颗粒 去除的金属趟不同.因为在砂轮的橫截面内茸半 袒是一常数口这将导致在工件笹一横戴面内翹笛 去除得不均匀从而使岡傩表面形炊变形,并且由 于砂轮与工fF接触区的蛊温降低加工质量。2 一种新的磨削方法下面介绍一种新的嗟削方泊匕它能显著提高 圆锥表面形狀精度及改善加工质®
3、;L砂轮【(见图)具冇倾斜(相对于成力乡面)凸块2 (选择宅们的倾斜角厦时,应该保证每-暦削凸块 进出炳削区时的衔接)与凹部2交簪分殆在砂轮表 面匚对于毎一个凸块其磨削部分宛度从加到唤 变化。砂轮轴o-o与工件5的成形圆锥表面4平 行(工件5最大直径和最小直径分别为1%人 轴线00与轴线L -0成角g等于工件锥角的 一半。这时,直径为口唤的工件端面处于砂轮凸块 宽度为h唤的一侧。磨削时'较大磨削宽度凸块段 与大直径工件表面段相互作用.而较小磨削宽厦凸 块段与较小直径工件表面段柞用。3结论工件表面具有倾斜切削凸块的砂轮能确保毎 一凸块前后交曹进出磨削区.这样可以避免工件 区产生冲击负荷及工件的振动&切削凸块宽度的璧化将保证沿工件表面在加 工不同长度处去掉相同的金屈留量,从而在工件 轴向平面内得到高梢度的轮瞬形状°在砂轮表面凸块与凸部交错布賢有利于排 除车屑残渣,并且避免砂轮的污染叫涉考文利1 B.FnPax'icsTcmH&HTnllljiH4x>&annnnapyiKtibLX KOBHcTeKHX iK>ft-cpxH(xC'iui. CTHH. 2000 r.2马盹.”画研续於削巧轮的说计氽衙,轴承.1995(12)
 外圆锥表面磨削精度的提高
外圆锥表面磨削精度的提高