 钢筋接头冷挤压工艺(共7页)
钢筋接头冷挤压工艺(共7页)

《钢筋接头冷挤压工艺(共7页)》由会员分享,可在线阅读,更多相关《钢筋接头冷挤压工艺(共7页)(7页珍藏版)》请在装配图网上搜索。
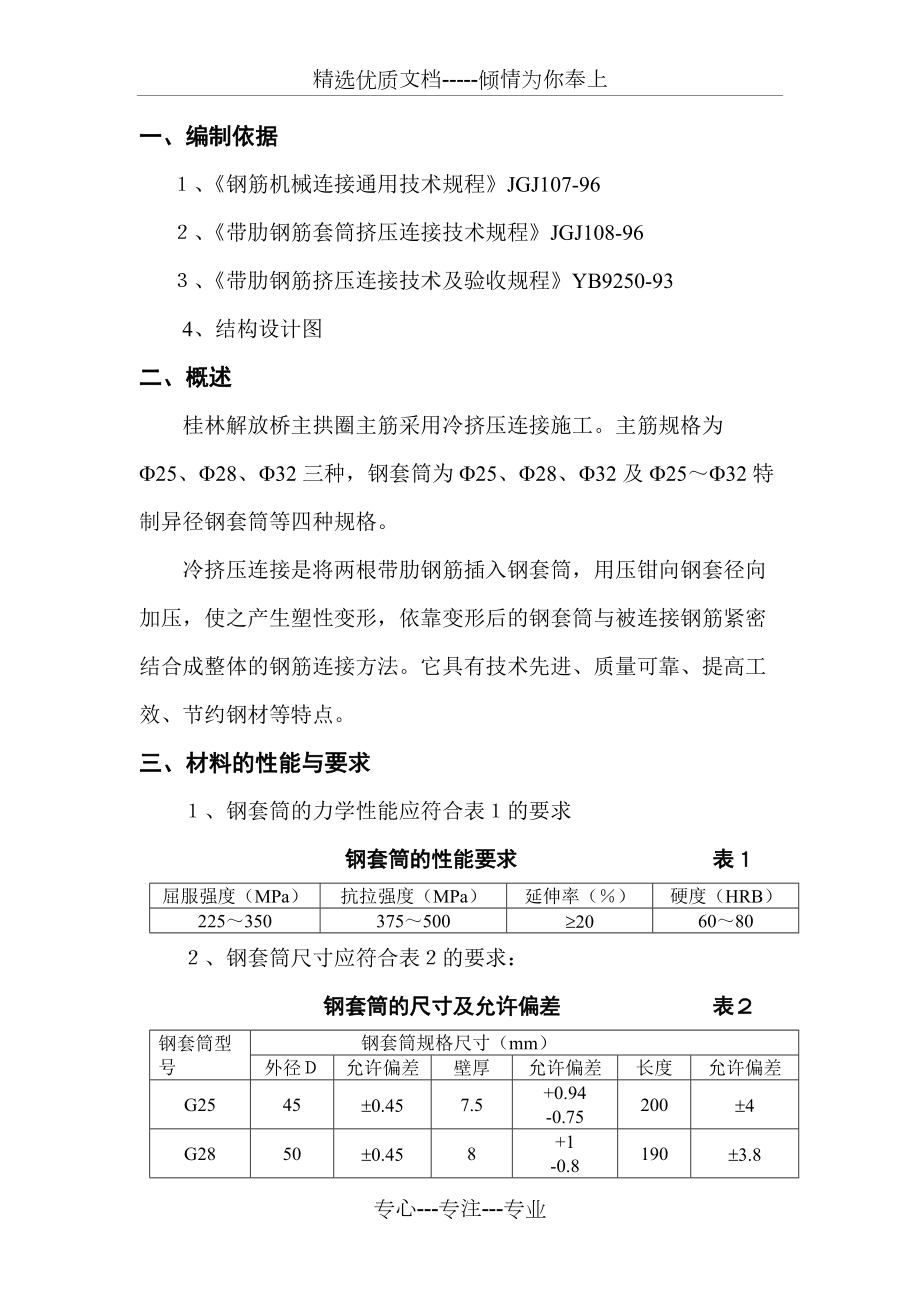
1、精选优质文档-倾情为你奉上一、编制依据 、钢筋机械连接通用技术规程JGJ107-96 、带肋钢筋套筒挤压连接技术规程JGJ108-96 、带肋钢筋挤压连接技术及验收规程YB9250-93 4、结构设计图二、概述 桂林解放桥主拱圈主筋采用冷挤压连接施工。主筋规格为F25、F28、F32三种,钢套筒为F25、F28、F32及F25F32特制异径钢套筒等四种规格。 冷挤压连接是将两根带肋钢筋插入钢套筒,用压钳向钢套径向加压,使之产生塑性变形,依靠变形后的钢套筒与被连接钢筋紧密结合成整体的钢筋连接方法。它具有技术先进、质量可靠、提高工效、节约钢材等特点。三、材料的性能与要求 、钢套筒的力学性能应符合表
2、的要求 钢套筒的性能要求 表屈服强度(MPa)抗拉强度(MPa)延伸率()硬度(HRB)225350375500206080 、钢套筒尺寸应符合表的要求: 钢套筒的尺寸及允许偏差 表钢套筒型号 钢套筒规格尺寸(mm)外径允许偏差壁厚允许偏差长度允许偏差G25450.457.5+0.94-0.752004G28500.458+1-0.81903.8G32570.5710+1.2-21703.4G25G32570.571013.5+1.2-12004 3、对进工地钢套筒应具有出厂质量合格说明书,每批取作外观检查,如有一个不合格,加倍检验,仍有一个不合格,则该批产品不合格,要求退货。 4、对每批进工
3、地钢套筒取三个试件作应拉伸试验,试验结果应符合表的规定,不符合要求则该批产品不合格。 5、外观检查应符合下列要求: a、钢套筒表面不得有裂纹、折叠或影响性能的其它缺陷。 b、钢套筒的尺寸及允许偏差应符合表的规定。 c、钢套筒表面应标有清晰均匀的挤压标志,中部两条标志的距离不应小于20mm。 6、钢套筒在运输和储存时应防止锈蚀和污染。验收时应分批验收与存放。四、设备 、挤压连接设备由压钳、超高压泵站、超高压油管等组成。本工程采用桂林新世纪钢筋连接技术公司生产的钢筋挤压连接机,其各项主要技术参数、工作原理、使用方法及注意事项详见产品使用说明书。 、压钳的性能试验、可靠性和耐久性试验应符合超高压机具
4、用液压缸试验方法JB/JQ2030-90的有关规定。 、超高压泵站与超高压油管应符合现行有关标准的规定。 、压钳每挤压6000次应检查一次零部件的完好情况。 、超高压泵站检修后,应重新标定压力,确保压接精度。 、超高压泵站每使用一年,应过滤油液。如因维护不当等原因,水液渗入油箱,发生油液浮化现象,应立即更换油液。 、超高压油管严禁硬性弯折和重物砸压。五、挤压连接施工 、钢筋挤压连接钢套筒、压模型号及压接参数应符合表3的要求。 钢套筒型号、压模型号、压痕最小直径、压痕总宽度 表3连接钢筋规格钢套筒型号压模型号压痕最小值允许范围(mm)压痕总宽度(mm)F25F25G25M25373950%F28
5、F28G28M28414450%F32F32G32M32485150%F25F32异径G32M32485150%注: )压模压钳挤压钢套筒所用的模具。 )压痕最小直径挤压连接头压痕外径向截面的最小直径。 )压痕总宽度接头一侧每道压痕底部平直部分宽度的总和。 、设备准备: )挤压作业前,应对挤压设备进行全面检查,挤压机油表为1.5级精度,额定油压为80Mpa,新设备使用前,需进行校核,以调整相应的工作油压。 )选择安全可靠的地点安放挤压泵站。 、钢筋准备 )应清除钢筋端部连接位置的铁锈、油污、砂浆附着物。 )钢筋端部的弯折应予矫直,端头影响钢套安装的马蹄,飞连应修磨。 )应表明钢筋端部的定位标志
6、和检查标志,如下图:定位标志距钢筋端部的距离为钢套筒长度的一半,检查标志与定位标志的距离为20mm。 、连接试验在正式施工前应进行现场条件下的挤压连接试验。试验接头的数量应不少于三个。试验接头按带肋钢筋挤压连接技术及验收规程YB9250-93的质量验收规定检验合格后,方可进行施工。 、挤压连接施工 )钢筋就位:将钢筋插入钢套筒内,其插入深度应按钢筋定位标志确定,当钢筋纵肋过高影响插入时,允许进行打磨。但钢筋模肋严禁打磨。 )压钳就位:调整压钳,使压钳对准钢套筒表面的压痕标志,并使压模压接方向与钢套筒轴线垂直。 )挤压连接 a、操作超高压泵站,达到预定压力并使压力痕压至规定深度后,即可卸压退模。
7、压接过程中应始终注意接头两端钢筋轴线的一致。 b、钢筋挤压连接可在地面完成一侧的压接,再在工作面上完成另一侧压接。每侧挤连接操作必须从接头中间压痕标志开始,依次向端部进行。 c、挤压连接操作过程中,遇有异常现象时,应停止操作,检查原因,排除故障后,方可继续进行。 d、挤压连接施工必须严格遵守操作规程,工作油压不得超过额定压力80MPa。六、冷挤压施工主要技术要求 、挤压接头的静力单向抗拉伸性能以及高应力和大变形条件下的反复拉压性能应符合SA级性能标准。 、挤压接头的混凝土保护层厚度应满足现行国家标准混凝土结构设计规范中受力钢筋保护层最小厚度的要求,且不得小于15mm,连接套筒之间的横向净距不宜
8、小于25mm。 、受拉区钢筋冷挤压接头压分率不宜超过50,接头中心距应不小于35d。七、现场检查与验收 、检查项目:接头应分批进行质量检查与验收。质量检查应包括外观检查和拉伸性能检查两部分。 、检查批量: )外观检查应由施工人员对全部接头进行自检。 )拉伸性能检查以完成500个接头为一批,不足500个也作为一个验收批。、试件数量 1)外观检查时,在自检合格的基础上按每个施工段接头截面随机抽取10%的接头(见附表)。 2)接伸性能检查时,每批随机取三个接头,且每施工段接头截面不少于一个。 4、外观检查内容 )接头不得有裂纹、折叠或影响性能的其它表面缺陷。 )接头两端钢筋上显露出检查标志,但不显露
9、定位标志。 )接头的压痕最小直径及总宽度应符合有的规定,检测压痕直径的卡尺的测量精度应达到0.1mm。 )接头的两端钢筋的轴线弯曲折角不得大于度。 )外观检查不合格的接头应采取补救措施或切除重新连接。当不合格的接头超过检查数量的10时,应对全部接头逐个进行检查,并对不合格接头采取相就补救措施后,在这些接头中增加一组拉伸性能试验,检查结果若有一个试件不合格,则该批外观不合格接头应切除重新连接。 5、拉伸性能检查 )拉伸试件长度一般包括夹具长度和试件工作区段长度两部分。工作区长度可取接头套筒长度加5-10倍钢筋直径(60cm),夹具长度根据试验条件而定。试件由接头中心两侧对称裁取。 )拉伸试件从工
10、程中随机抽取。当装配式结构等条件不许可时,也可制作与工程条件完全相同的接头作为试件。 )拉伸试验的结果,三个试件的抗拉强度均不得低于连接钢筋拉强度标准值的1.05倍。若有一个试件不符合要求,应取双倍数量的试件复验,复验结果仍有一个试件不合格,则该批接头判断为不合格。八、其它注意事项 、从事钢筋挤压连接施工的人员必须持有操作工合格证,方可上岗操作。 、对从事钢筋挤压连接施工的有关人员应经常进行安全教育,防止发生人身和设备安全事故。 、高空作业应作好防护工作并系好安全带,确保人身安全。 、每批接头检查合格,应填写质量合格证明书,作为工程质量验收的依据。 、其他未尽事宜请参照带肋钢筋挤压连接技术及验收规程YB9250-93和钢筋挤压连接机专心-专注-专业
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
