 (ZY-04)光纤活动连接器作业指导书
(ZY-04)光纤活动连接器作业指导书

《(ZY-04)光纤活动连接器作业指导书》由会员分享,可在线阅读,更多相关《(ZY-04)光纤活动连接器作业指导书(16页珍藏版)》请在装配图网上搜索。
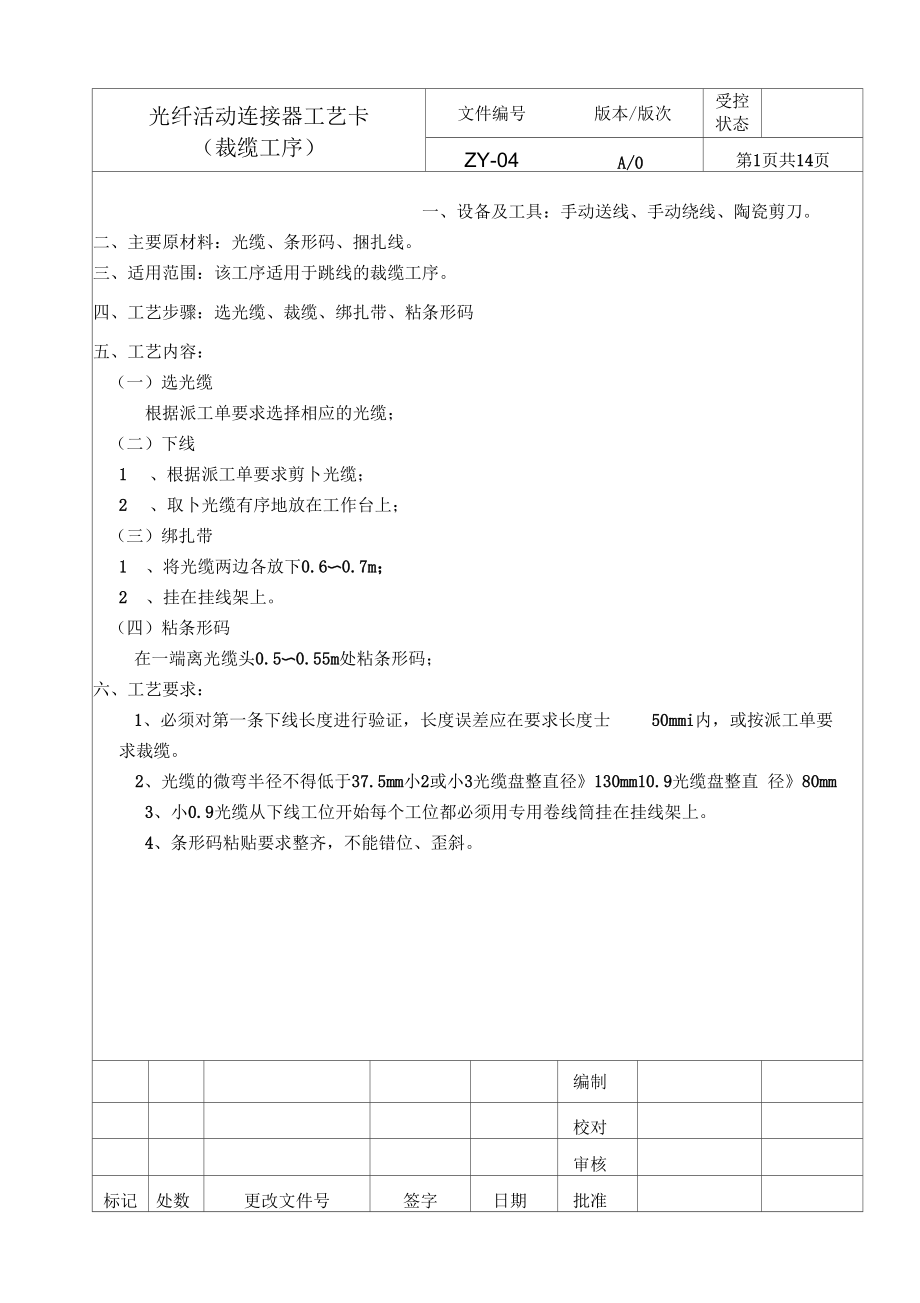
1、光纤活动连接器工艺卡 (裁缆工序)文件编号版本/版次受控 状态ZY-04A/0第1页共14页一、设备及工具:手动送线、手动绕线、陶瓷剪刀。二、主要原材料:光缆、条形码、捆扎线。三、适用范围:该工序适用于跳线的裁缆工序。四、工艺步骤:选光缆、裁缆、绑扎带、粘条形码五、工艺内容:(一)选光缆根据派工单要求选择相应的光缆;(二)下线1 、根据派工单要求剪卜光缆;2 、取卜光缆有序地放在工作台上;(三)绑扎带1 、将光缆两边各放下0.60.7m;2 、挂在挂线架上。(四)粘条形码在一端离光缆头0.50.55m处粘条形码;六、工艺要求:1、必须对第一条下线长度进行验证,长度误差应在要求长度士50mmi内
2、,或按派工单要求裁缆。2、光缆的微弯半径不得低于37.5mm小2或小3光缆盘整直径130mm10.9光缆盘整直 径80mm3、小0.9光缆从下线工位开始每个工位都必须用专用卷线筒挂在挂线架上。4、条形码粘贴要求整齐,不能错位、歪斜。编制校对审核标记处数更改文件号签字日期批准光纤活动连接器工艺卡 (穿零件工序)文件编号版本/版次受控 状态ZY-04A/0第2页共14页一、设备及工具:剥线钳、陶瓷剪刀。二、主要原材料:散件、光缆。三、适用范围:该工序适用于跳线穿零件工序。四、工艺步骤:选散件、穿零件、剥光缆。五、工艺内容:(一)选散件根据派工单要求选择相应的连接头散件(二)穿零件按正确的方向和顺序
3、将标识环、尾套、压接环I、 压接环n和主体零件依次套入光缆(三)剥光缆按表中长度要求用剥线钳剥除PV9卜被,并套上弹簧。光缆型号FC烽火SM(|)325+ 1mm六、工艺要求:1、小3跳线用直径为小3的标识环,小2跳线用直径为小2的标识环;2、穿小3光纤跳线时,手拿12条光缆,位置大约在150mmt。编制校对审核标记处数更改文件号签字光纤活动连接器工艺卡 (配胶工序)文件编号版本/版次受控 状态ZY-04A/0第3页共14页一、设备及工具:电子天平。二、主要原材料:353ND交、牙签、配胶纸。三、适用范围:该工序适用于353N眼的配胶工序。四、工艺步骤:配胶、脱泡。五、工艺内容:(一)配胶1、
4、配胶比例:A: B 10: 12、最少配胶量:降1g3、配胶后使用肩效期:4小时4、搅拌:AB&份胶混合物搅拌均匀(二)脱泡1、将搅拌后的胶装入2只针筒内,盖上专用防尘帽,2只针筒的装入量相差在0.1g 内;2、在配胶纸上标识配胶序号、配胶时间、收回时间,并负责将到期的胶收回。六、工艺要求:1、353ND交室温贮存,肩效期为一年,使用过程中注意外包装上的生产日期;2、配胶所用的纸为旧的抛光纸,需使用其光面,在使用前先将抛光纸清洗干净,无粉尘;3、将配胶纸放置在电子天平托盘的中央位置;4、配胶时先配 戚,冉配B胶,B胶需7g在川交上。编制校对审核标记处数更改文件号签字日期批准光纤活动连接
5、器工艺卡 (烤胶工序)文件编号版本/版次受控 状态ZY-04A/0第4页共14页一、设备及工具:烤胶盘、温控器、银子、切割刀。二、主要原材料:353ND交、插芯、散件、光缆。三、适用范围:该工序适用于跳线型和尾纤型有源配件的烤胶。四、工艺步骤:剥纤、注胶、预热、固化、切纤五、工艺内容:1、剥纤:a 、跳线型连接头:用米勒钳剥除小0.9缆皮和涂覆层,剥离长度:1215mm;b、用擦拭纸蘸无水乙醇将每一根小0.9缆皮(长度10mm和裸纤擦拭干净。2、注胶:将353胶从插芯尾柄端注入,胶量以从插芯端能观察到胶为合适;3、预热:将注了胶的插芯放在烤胶盘上预热。4、固化:跳线型连接头插芯固化:将光纤插入
6、插芯孔内并来回拉动 2次,并使小0.9缆抵 紧插芯根部,烤胶温度:120土 5c烤胶时间:1530分钟烤胶颜色:无色透明变为暗红色5、切纤:银子夹住插芯端,用切割刀垂直于光纤上划过后,再轻敲被切除的光纤部分六、XZ要求1、烤插芯时均需烤胶盘温度升到相应温度时,才可将插芯放上烤胶盘,且从最后一只插芯放上烤胶盘开始计时;2、放置插芯的沟槽不能有残余胶,如有及时用刀片刮干净。3、跳线类产品每烤6条应补胶一次,有源配件类产品每烤12条应补胶一次4、在烤胶过程中,所有部件外圆周上不能有胶。编制校对审核标记处数更改文件号签字日期批准光纤活动连接器工艺卡 (去胶工序)文件编号版本/版次受控 状态ZY-04A
7、/0第5页共14页一、设备及工具:PCt胶盘、银子。二、主要原材料:切割插芯、去胶纸、擦拭布、橡胶垫。三、适用范围:该工序适用于切割插芯的去胶工序。四、工艺步骤:上插芯、去胶、擦拭、取插芯。五、工艺内容:(一)上插芯1、用银子夹取切割插芯放于去胶盘插芯孔内;(二)去胶1、将去胶纸贴在橡胶垫上;2、用去胶纸压住插芯翻转去胶盘放于工作台上;3、去胶盘在去胶纸上呈圆圈形反复滑动,不能直线滑动4、检查插芯端面是否还有胶(三)擦拭1、用湿润的擦拭布擦拭插芯端面;(四)取插芯1、用银子夹取切割插芯放入标识好的插芯盒内。六、工艺要求:1、FC切割插芯选用去胶盘原则:长度6.5mmP(HPC去胶盘;2、上插芯
8、时应将相同的端面放在同一盘去胶。编制校对审核标记处数更改文件号签字光纤活动连接器工艺卡 (研磨工序)文件编号版本/版次受控 状态ZY-04A/0第6页共14页一、设备及工具:研磨机、超声波清洗器、研磨盘、橡胶垫、玻璃盘、金刚砂盘、高压枪、 内六角改刀。二、主要原材料:插芯、尾纤型插芯、研磨纸、研磨液、纯净水。三、适用范围:该工序适用于插芯、尾纤型插芯产品的研磨工序。四、工艺步骤:选盘、贴纸、上盘、研磨。五、工艺内容:(一)选盘:根据派工单要求查研磨盘是否合格;(二)贴纸:根据插芯端面形式选择合适的研磨纸、橡胶垫和玻璃盘,贴纸应平整不可有气泡;a、研磨球形面:研磨纸+橡胶垫b、研磨平面:研磨纸+
9、橡胶垫+玻璃盘(三)上盘:把插芯固定在研磨盘孔内,光缆挂在挂线架上,用捆扎线固定在研磨盘手柄上。六、工艺要求:1、研磨时应先启动研磨机,再逐渐放下研磨盘;2、尾纤型产品均采用机器去胶;3、透明研磨液的配兑体积比例:研磨液:水=1:7,使用时一定要摇均匀。4、超声波机内纯净水最多超洗5盘更换一次。5、上盘时插芯尾柄端面需紧贴研磨盘平面。6、在研磨过程中,a、粗磨或精磨后:插芯及研磨纸均用擦拭布擦拭后用纯净水冲洗,再用 擦拭纸擦干;b、透明研磨液抛光后:插芯放入超声波机内超洗 1分钟以上,研磨纸用纯净水 冲洗,再用擦拭纸擦干;c、乳白色研磨液抛光后:插芯放入超声波机内超洗 0.5分钟,再用 擦拭纸
10、擦干,研磨纸不清洗。PC!接头研磨工艺内容研磨步骤粗磨精磨一次抛光二次抛光研磨纸蓝色(9)粉红色(3乩)青绿色(0.02礼)紫色绒面研磨垫70#a胶垫80#胶垫70#a胶垫70#a胶垫研磨溶剂纯净水纯净水;透明研磨液乳白色研磨液研磨时间(分钟)0.8 1.50.8 1.5;1.0 1.50.2 0.5作用球面成型去除划痕提高反射参数改变凹陷量编制校对审核标记 处数更改文件号签字 日期 批准光纤活动连接器工艺卡 (目测工序)文件编号版本/版次受控 状态ZY-04A/0第7页共14页一、设备及工具:端面检测仪、短插芯目测工装、跳线目测工装。二、主要原材料:插芯、擦拭纤、酒精。三、适用范围:该工序适
11、用于跳线插芯和切割插芯目测工序。四、工艺步骤:检PC®平面尺寸、目测插芯端面、测试插芯总长五、工艺内容:目测插芯端面1 、根据插芯形式和大小选择目测工装,并安装在端面检测仪上;2 、在擦拭纸上擦拭插芯端面;3 、将插芯放在端面检测仪上根据相应的标准,检查插芯端面是否合格;六、工艺要求:将擦拭纸上约沾1/5的酒精,三张以上擦拭纸叠在插芯沿擦拭纸纹路方向斜线 擦拭端面;编制校对审核标记处数更改文件号签字日期批准光纤活动连接器工艺卡 (组装工序)文件编号版本/版次受控 状态ZY-04A/0第8页共14页一、设备及工具:束环怫压机、PC&装工装、陶瓷剪刀、手术刀片。二、主要原材料:散
12、件、全透明超能胶、快干胶。三、适用范围:该工序适用于FC/PC01纤型产品组装工序。四、工艺步骤:剪凯弗拉线、压压接环、粘尾套、上前套和外套、粘标识环五、工艺内容:(一)剪凯弗拉线,将凯弗拉线从缆皮处留约 10mme,将多余的剪去(二)压压接环1 、用手术刀片将缆皮对半划开约8mme;2 、将凯弗拉线用压接环I套在主体零件上;3 、用压接环II将缆皮套在压接环I ;4 、将压接环I和压接环II放于束环怫压机的相应钳口位置怫压,每只至少换方向压两 次;(三)粘尾套1 、配制AB交,重量比:A交:B$=1: 1;2 、在压接环I和压接环H上点 AB交;3 、将尾套推到主体零件的大圆盘位置;(四)上
13、前套和外套1 、在主体零件的螺纹处点AB交2、用前套组装工装将前套与主体零件的螺纹旋紧3、检查插芯的回弹空间,将插芯端面压在干净的擦拭纸上,应有回弹的感觉。(五)粘标识环在尾套根部滴快干胶,将标识环推到尾套根部。六、工艺要求:1、各上胶处粘胶应适量,防止多余胶粘结弹簧或残存在尾套外表上;2、各零部件组装到位,前套应能按轴线方向上下运动编制校对审核标记处数更改文件号签字光纤活动连接器工艺卡 (3D测试工序)文件编号版本/版次受控 状态ZY-04A/0第9页共14页一、设备及工具:端面干涉仪、测试工装。二、主要原材料:插芯。三、适用范围:该工序适用于插芯的3DW试工序。四、工艺步骤:校准、测3Df
14、i0五、工艺内容:(一)校准:按照端面干涉仪操作规程校准步骤按P(K准。(二)测试 3Dfi:1 、将被测产品插芯放入工装孔内,锁紧2、用鼠标选取“测量”图标;3、观察3D旨标是否合格。六、工艺要求:1、产品3D指标标准按下表执行或根据客户要求;测试项目测试标准球面半径R(mm1025(卜2.5型)725(卜1.25型)顶点偏心D (unm<50光纤高度H (nn)-50 502、测试切割插芯3D旨标时,可选择4个方向,换方向时需取出插芯更换方向,以免损 伤端面。标记处数更改文件号签字光纤活动连接器工艺卡 (损耗测试工序)文件编号版本/版次受控 状态ZY-04A/0第10页共14页一、设
15、备及工具:插损/回损测试仪、测试适配器、上定位环工装、绕线棒、标准测试线。二、主要原材料:定位环、反射油、光纤跳线。三、适用范围:该工序适用于尾纤型产品、适配器、衰减器、插芯套组件的损耗测试工序。四、工艺步骤:校准、测损耗值。五、工艺内容:(一)校准:按照回波损耗测试仪操作规程校准步骤校准系统的插入损耗值和回波损耗值。(二)测试损耗值:1、将被测产品接入系统内(下图所示),适配器与连接头拧紧后读数,该数据即为接 光源端被测产品的插入损耗值。I拮团记空北词梅一品疑毕配符I鼓囱收研入阖丁 匏产国2、将系统转换至测试回波损耗值档位,被测产品的非光源端悬空,按如下操作后读取, 即为被测产品的回波损耗值
16、,操作如下a、尾纤型产品用绕线棒缠绕5圈;b、高回损衰减器在公头端插芯面点匹配油;c 、插芯套组件类产品直接读数。3、记录测试的插入损耗值和回波损耗值。六、工艺要求:FC/PCfe测试选出最小插入损耗值方向后,用上定位环工装将定位环上到位。编制校对审核标记处数更改文件号签字光纤活动连接器工艺卡 (成品检验工序)文件编号版本/版次受控 状态ZY-04A/0第11页共14页一、设备及工具:端面检测仪、合格章。二、主要原材料:插芯、擦拭纸、酒精。三、适用范围:该工序适用于尾纤型产品的成品检验工序。四、工艺步骤:全检外观、抽检回弹力、目测插芯端面、戴防尘帽、检查损耗值、盖合格章 五、工艺内容:(一)全
17、检外观1 、目视光缆有无油污、折痕,标识环和条形码粘贴是否规范;2 、目视连接器尾套有无破损、外套和前套有无多余胶溢出。(二)抽检回弹力按每批5%勺比例抽检连接头有无回弹力;(三)目测插芯端面质量按照目测工序的跳线目测步骤及要求全检插芯端面质量。(四)戴防尘帽插芯端面检查合格的产品及时戴上相应的防尘帽。(五)检查损耗值、盖合格章检查包装标签的损耗值是否书写规范。六、工艺要求:1、将擦拭纸上约沾1/5的酒精,三张以上擦拭纸叠在插芯沿擦拭纸纹路方向斜 线擦拭端面;2、抽检插芯回弹力时应在3张以上的擦拭纸上进行,以免损伤插芯端面质量;编制校对审核标记处数更改文件号签字日期批准光纤活动连接器工艺卡 (
18、包装工序)文件编号版本/版次受控 状态ZY-04A/0第12页共14页一、设备及工具:塑封机、打孔器。二、主要原材料:光纤跳线、包装标签、包装袋。三、适用范围:该工序适用于尾纤型产品包装工序。四、工艺步骤:整理光缆、填写损耗值、封装、贴标签五、工艺内容:(一)整理光缆将光缆规则盘整,小2或小3光缆盘整直径13cmi小0.9光缆盘整直径8cm;(二)填写损耗值1 、按条形码编号根据测试记录报告表记录值在包装标签上填写损耗值;2 、将包装标签交成品检验盖合格章;(三)封装1 、根据派工单要求用相应的包装袋装光纤跳线;2 、用塑封机将包装袋口热封;(四)贴标签按照条形码编号在包装袋上贴上相应的包装标
19、签。六、工艺要求:3 、损耗值须符合标准要求;2 、连接头必须戴上相应的防尘帽;3 、塑封时应封口平整,不能有明显歪斜,包装袋需用打孔器打一孔排气;编制校对审核标记处数更改文件号签字日期批准光纤适配器工艺卡 (组装工序)文件编号版本/版次受控 状态ZY-04A/0第13页共14页一、设备及工具:组装机二、主要原材料:散件。三、适用范围:该工序适用于适配器穿零件工序。四、工艺步骤:选散件、穿零件。五、工艺内容:(一)选散件根据派工单要求选择相应的连接头散件(二)穿零件按正确的方向和顺序将压接环,压接环和主体零件依次套入(三)压装将适配器底座装入组装机,向下压装适配器编制校对审核标记处数更改文件号签字光纤适配器工艺卡 (成品检验工序)文件编号版本/版次受控 状态ZY-04A/0第14页共14页一、设备及工具:回损测仪、合格章。二、主要原材料:擦拭纸、酒精。三、适用范围:该工序适用于尾纤型产品的成品检验工序。四、工艺步骤:全检外观、戴防尘帽、检查损耗值、盖合格章 五、工艺内容:(一)全检外观1 、目视光缆启龙油污;2 、目视适配器尾套后龙破损。(二)戴防尘帽检查合格的产品及时戴上相应的防尘帽。(三)检查损耗值、盖合格章检查包装标签的损耗值是否书写规范。编制校对审核标记处数更改文件号签字日期批准
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
