《华中数控对刀过程(配图版)(共3页)》由会员分享,可在线阅读,更多相关《华中数控对刀过程(配图版)(共3页)(3页珍藏版)》请在装配图网上搜索。
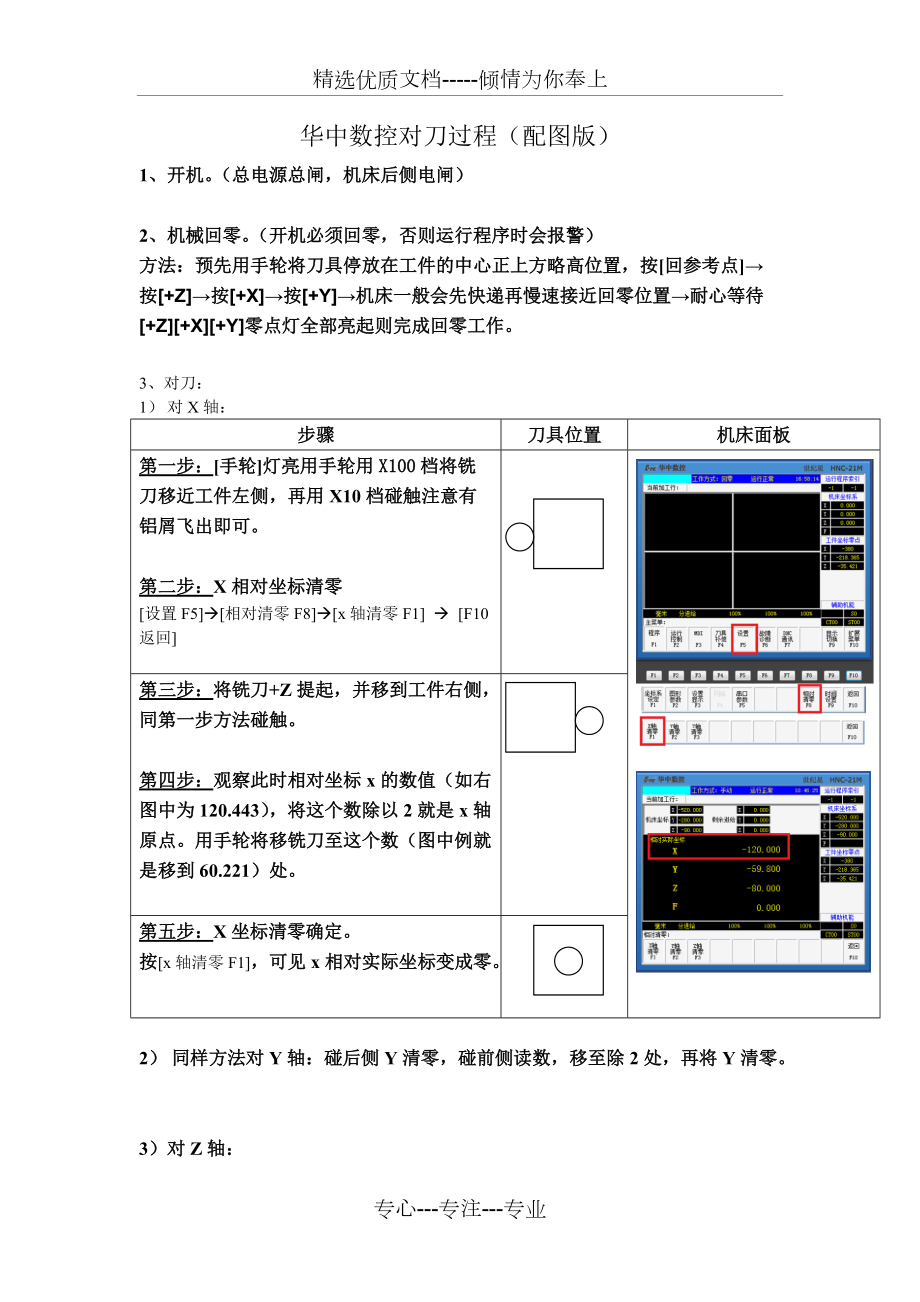
1、精选优质文档-倾情为你奉上华中数控对刀过程(配图版)1、 开机。(总电源总闸,机床后侧电闸)2、 机械回零。(开机必须回零,否则运行程序时会报警)方法:预先用手轮将刀具停放在工件的中心正上方略高位置,按回参考点按+Z按+X按+Y机床一般会先快递再慢速接近回零位置耐心等待+Z+X+Y零点灯全部亮起则完成回零工作。3、对刀:1) 对X轴:步骤刀具位置机床面板第一步:手轮灯亮用手轮用X100档将铣刀移近工件左侧,再用X10档碰触注意有铝屑飞出即可。第二步:X相对坐标清零设置F5相对清零F8x轴清零F1 F10返回第三步:将铣刀+Z提起,并移到工件右侧,同第一步方法碰触。第四步:观察此时相对坐标x的数
2、值(如右图中为120.443),将这个数除以2就是x轴原点。用手轮将移铣刀至这个数(图中例就是移到60.221)处。第五步:X坐标清零确定。按x轴清零F1,可见x相对实际坐标变成零。2) 同样方法对Y轴:碰后侧Y清零,碰前侧读数,移至除2处,再将Y清零。3)对Z轴:第一步:增量灯亮用手轮将铣刀下移贴住工件上表面。第二步:Z相对坐标清零确定。4) G54抄数:按坐标系设定F1G54坐标系F1进入自动坐标系G54画面。在坐标值中输入机床坐标系中的XYZ数值后enter回车。5) G54确定。按两次返回F10进入主菜单画面。按MDI F3进入“MDI运行画面”。按单段按钮灯亮,在“MDI运行”中输入
3、“G54”按循环启动按钮。则对刀完成。此时可按返回F10进入主菜单画面,再显示切换F10,观察机床现在的机床坐标全部变成0。如下图所示:6) 对刀校验。第一步,用手轮摇开铣刀(随意远离位置)。第二步,在主菜单画面。按MDI F3进入“MDI运行画面”。按单段按钮灯亮,在“MDI运行”中输入“G1X0Y0F500”按循环启动按钮。按循环启动。这时刀具就会自动定位至工件中心正上方。再输入Z6,按循环启动,停下主轴,用6通过一下。看Z位置是否相符。华中数控超程解除的方法:华中数控的Z轴行程开关很低,所以Z轴较易超程。华中数控,机床超程后,会出现“急停”字样。解决方法是:按超程解除键,等“急停”字样变成“复位”后,按住的超程解除键同时,转换成手动状态,再同时按住起程解除键和方向键(如-Z),直到超程解除。超程后不需重新对刀,刀具的坐标位置是正确的。关机,再开机也不需要重新对刀。专心-专注-专业
 华中数控对刀过程(配图版)(共3页)
华中数控对刀过程(配图版)(共3页)