《数控车(高级)试题10》由会员分享,可在线阅读,更多相关《数控车(高级)试题10(2页珍藏版)》请在装配图网上搜索。
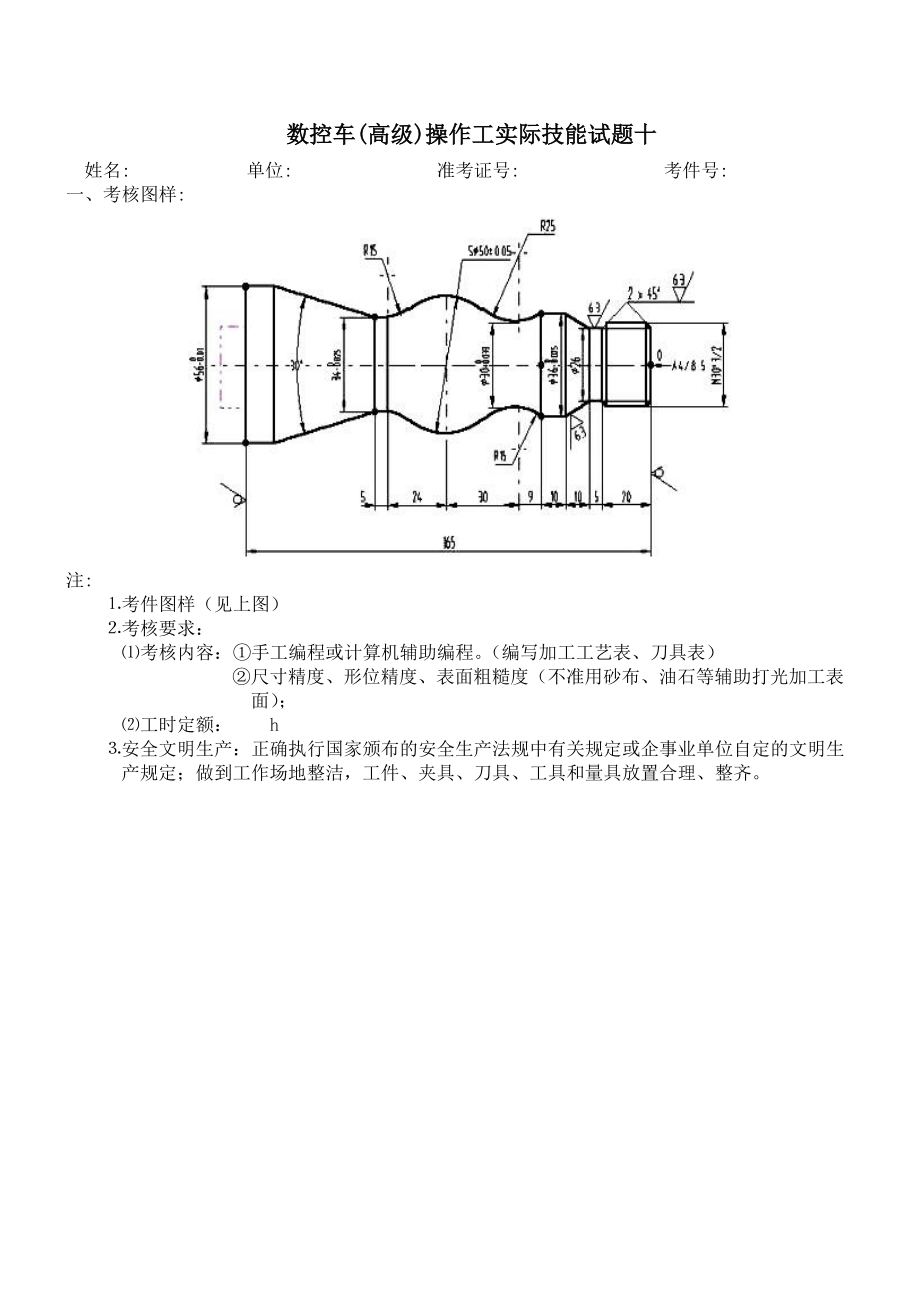
1、数控车(高级)操作工实际技能试题十姓名: 单位: 准考证号: 考件号:一、 考核图样:注:考件图样(见上图)考核要求: 考核内容:手工编程或计算机辅助编程。(编写加工工艺表、刀具表)尺寸精度、形位精度、表面粗糙度(不准用砂布、油石等辅助打光加工表面); 工时定额: h安全文明生产:正确执行国家颁布的安全生产法规中有关规定或企事业单位自定的文明生产规定;做到工作场地整洁,工件、夹具、刀具、工具和量具放置合理、整齐。 评分标准:满分100分。 项目考核内容考核要求配分评分标准扣分得分主要项目手工编程或计算机辅助编程;编写加工工艺表;编写刀具表;计算机模拟加工工艺正确、切削用量合理正确选择切削刀具;
2、1055编程错误0分加工工艺不合理扣5分;刀具选择不合理扣5分;正确选用夹具、工具和量具;正确装夹工件和刀具;确定工件坐标系(确定刀补);正确装夹工件、刀具;确定工件坐标系(确定刀补);20工件、刀具装夹错误或不牢固扣10;工件坐标系确定失误扣10;工件自动加工;M30×1.5;26;36;30;34;56;两个倒角2×45°;R25;SR50;R15;全长165;长20;长5;长11;长10;长5;表面粗糙度三处;按IT10评定;按IT10评定;按图示极限偏差评定;按图示极限偏差评定;按图示极限偏差评定;按图示极限偏差评定;按IT10评定;按IT10评定;按IT
3、10评定;按IT10评定;按IT10评定;按IT10评定;按IT10评定;按IT10评定;按IT10评定;按IT10评定;表面粗糙度Ra6.3m;22444411212222223超差扣2分;超差扣2分;超差扣4分;超差扣4分;超差扣4分;超差扣4分;超差扣1分;超差扣1分;超差扣2分;超差扣1分;超差扣2分;超差扣2分;超差扣2分;超差扣2分;超差扣2分;超差扣2分;超差一处扣1分;安全文明生产国家颁布的安全生产法规中有关规定;企事业单位自定的文明生产规定;按标准规定评定;按标准规定评定;55违反有关规定酌情扣15分;违反有关规定酌情扣15分;工时定额 H其中:选择手工编程60分钟; 选择计算机编程40分钟;按时完成10按定额时间超10分扣3分;超20分扣6分;超30分扣10分;超30分以上不计分;分数合计:
 数控车(高级)试题10
数控车(高级)试题10