《皮带轮造型及数控加工工艺工序卡片》由会员分享,可在线阅读,更多相关《皮带轮造型及数控加工工艺工序卡片(21页珍藏版)》请在装配图网上搜索。
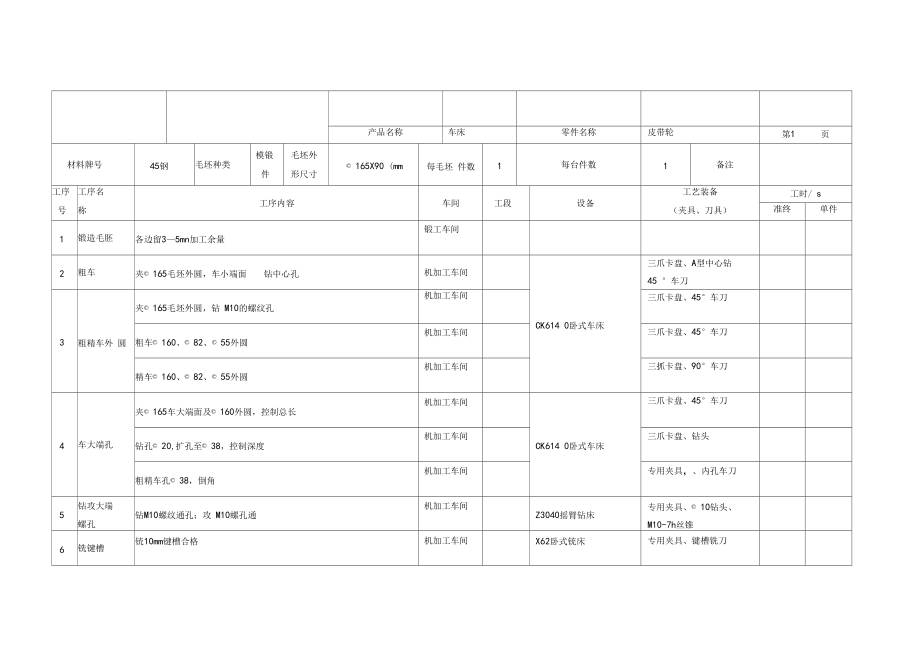
1、产品名称车床零件名称皮带轮第1页材料牌号45钢毛坯种类模锻件毛坯外形尺寸© 165X90 (mm每毛坯 件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备(夹具、刀具)工时/ s准终单件1锻造毛胚各边留35mn加工余量锻工车间2粗车夹© 165毛坯外圆,车小端面钻中心孔机加工车间CK614 0卧式车床三爪卡盘、A型中心钻45 °车刀3粗精车外 圆夹© 165毛坯外圆,钻 M10的螺纹孔机加工车间三爪卡盘、45°车刀粗车© 160、© 82、© 55外圆机加工车间三爪卡盘、45°车刀精车�
2、9; 160、© 82、© 55外圆机加工车间三抓卡盘、90°车刀4车大端孔夹© 165车大端面及© 160外圆,控制总长机加工车间CK614 0卧式车床三爪卡盘、45°车刀钻孔© 20,扩孔至© 38,控制深度机加工车间三爪卡盘、钻头粗精车孔© 38,倒角机加工车间专用夹具,、内孔车刀5钻攻大端螺孔钻M10螺纹通孔;攻 M10螺孔通机加工车间Z3040摇臂钻床专用夹具、© 10钻头、M10-7h丝锥6铣键槽铳10mm键槽合格机加工车间X62卧式铳床专用夹具、键槽铣刀7去毛刺去除全部毛刺机加工车
3、间钳工台8终检按零件图样要求全面检查机加工车间标记处数更改文件 名签字日期标记处数更改文件名签字设计日期编制审核会签机械加工工艺过程卡片机械加工工序卡片共8张第1张产品型号零(部)件代号零(部)件名称皮带轮工序号1设备材料名称卧式车床名称45钢型号CK6140硬度200HBS夹具名称、编号三爪卡盘刀具量具辅具名称规格名称规格名称规格车刀45°游标 卡 尺0.02技 术 等 级工时定额班产量准备及 终结时间工作地点服务时间基本时间辅助时间单件 时间工工步名称及内容加工表面尺寸切削用量步号直径或宽度长度加工计算长度切深mm进给量Mm/r转速或双行程数r/s切速m/s走刀次数1保证总长度为
4、90mm编制设计审核批准描图校对机械加工工序卡片共8张第2张产品型号零(部)件代号零(部)件名称皮带轮工序号2设备材料名称卧式车床名称45钢型号CK6140硬度200HBS夹具名称、编号三爪卡盘刀具量具辅具名称:规格名称规格名称规格车刀45°游标 卡 尺0.01技 术 等 级工时定额班产量准备及 终结时间工作地点服务时间基本时间辅助时间单件 时间工工步名称及内容加工表面尺寸切 削用量步号直径或宽度长度加工计算长度切深mm进给量Mm/r转速或 双行程数r/s切速m/s走 刀 次 数1夹165外圆,车小端面,钻中心孔310.36.331.7932保证总长度9011手动6.331.791编
5、制设计审核批准描图校对机械加工工序卡片共8张第3张产品型号零(部)件代号零(部)件名称皮带轮工序号3设备材料名称卧式车床名称45钢型号CK6140硬度200HBS夹具名称、编号三爪卡盘刀具量具辅具名称:规格名称规格名称规格车刀45、90 °车刀游标 卡 尺0.02技 术 等 级工时定额班产量准备及 终结时间工作地点服务时间基本时间辅助时间单件 时间工步号工步名称及内容加工表面尺寸切削用量直径或宽度长度加工计算长度切深mm进给量Mm/r转速或 双行程数r/s切速m/s走 刀 次 数1粗车© 160圆柱面,保证长度 35832.51.250.522.00.5932粗车©
6、; 85圆柱面,留余量0.3mm,并保证长度分别为 55mm581032.51.250.522.00.5913粗车© 58圆柱面保证长度为27mm58342.51.250.522.00.5914粗车台阶面0.36.330.7165精车© 85圆柱面,保证长度25510.50.36.331.7916精车© 85外圆至© 820.3,并保证长度分别为 55mm4710.50.36.331.7917精车© 58外圆© 55阳3圆柱面,保证长度为 274010.50.36.331.7918精车台阶面0.36.332.331编制设计审核批准描图
7、校对机械加工工序卡片共8张第4张产品型号零(部)件代号零(部)件名称皮带轮工序号4设备材料名称卧式车床名称45钢型号CK6140硬度200HBS夹具名称、编号三爪卡盘刀具量具辅具名称f:规名规格名规格格称称车刀45°车刀游标 卡 尺0.01技 术 等 级工时定额班产量准备及 终结时间工作地点服务时间基本时间辅助时间单件 时间工步号工步名称及内容加工表面尺寸切削用量直径或宽度长度加工计算长度切深mm进给量Mm/r转速或 双行程数r/s切速m/s走 刀 次 数1车端面及160外圆到160001控制总长在80mm4.0.10.53.831.112232钻68内孔,深40mm切内切倒角182
8、.51.250.523.831.1313钻© 38内孔,深80mm322.51.250.523.831.1314倒角2.331编制设计审核批准描图机械加工工序卡片共8张第5张产品型号零(部)件代号零(部)件名称皮带轮工序号5、设备材料名称摇臂钻床名称45钢型号Z3040硬度200HBS夹具名称、编号专用夹具刀具量具辅具名称规,格名称规格名称规格钻头© 8.5M10-7h丝锥技 术 等 级工时定额班产量准备及 终结时间工作地点服务时间基本时间辅助时间单件 时间机械加工工序卡片共8张第6张产品型号CA6140零(部)件代号零(部)件名称皮带轮工序号8编制设计描图校对审核批准加工
9、表面尺寸切削用量工步名称及内容直径或宽加工计算长度进给量Mm/r钻M10螺纹底孔至© 10,通;4.2攻M10螺孔通182.5mm0.50.11.20.5转速或双行程数r/sm/1.走刀次数3.833.83131.13设备材料名称卧式铣床名称45钢型号X62硬度200HBS夹具名称、编号专用夹具刀具量具辅具名称规格名称规格名称规格键 槽 铣 刀技 术 等 级工时定额准备及终结时间工作地点服务时间基本辅助时间时间单件时间工加工表面尺寸切削用量步号工步名称及内容直径或宽度长度加工计算长度切深mm进给量Mm/r转速或 双行程数r/s切速m/s走 刀 次 数1铳10mm建槽至10 00036
10、10110.0631.00.391编制设计审核批准描图校对机械加工工序卡片共8张第87张产品代号零(部)件代零(部)件皮带轮工序号8号名称设备材料名称名称45钢型号硬度200HBS夹具名称、编号刀具量具辅具名称:规格名称规格名称规格铣刀工时定额班产量准备及 终结时间工作地点服务时间基本时间辅助时间单件 时间机械加工工序卡片产品代号零(部)件代零(部)件皮带轮号名称设备共8张第8张工序号9名称材料名称 45钢型号硬度200HBS夹具名称、编号刀具量具辅具名称规格名称规格名称规格铣刀技 术 等 级工时定额班产量准备及 终结时间工作地点服务时间基本时间辅助时间单件 时间工步号工步名称及内容加工表面尺寸切削用量直径或宽度长度加工计算长度切深mm进给量Mm/r1转速或 双行程数r/s切速m/走刀次数s1编制设计审核批准描图校对
 皮带轮造型及数控加工工艺工序卡片
皮带轮造型及数控加工工艺工序卡片