《导热油系统膨胀槽高温的原因和改良办法》由会员分享,可在线阅读,更多相关《导热油系统膨胀槽高温的原因和改良办法(5页珍藏版)》请在装配图网上搜索。
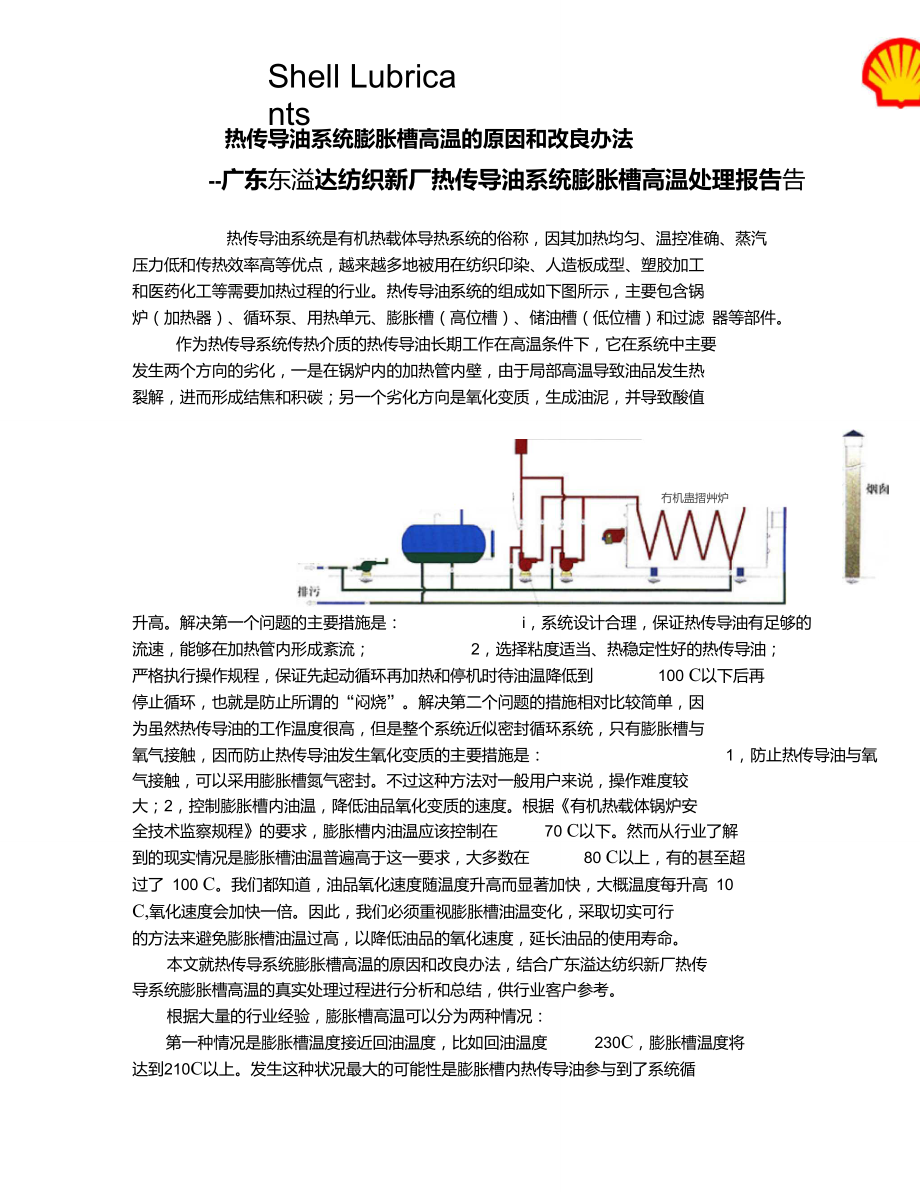
1、Shell Lubrica nts壳牌(中国)有限公司广州办事处技术部Shell Lubrica nts热传导油系统膨胀槽高温的原因和改良办法-广东东溢达纺织新厂热传导油系统膨胀槽高温处理报告告热传导油系统是有机热载体导热系统的俗称,因其加热均匀、温控准确、蒸汽 压力低和传热效率高等优点,越来越多地被用在纺织印染、人造板成型、塑胶加工 和医药化工等需要加热过程的行业。热传导油系统的组成如下图所示,主要包含锅 炉(加热器)、循环泵、用热单元、膨胀槽(高位槽)、储油槽(低位槽)和过滤 器等部件。冇机蛊摺艸炉作为热传导系统传热介质的热传导油长期工作在高温条件下,它在系统中主要 发生两个方向的劣化,一
2、是在锅炉内的加热管内壁,由于局部高温导致油品发生热 裂解,进而形成结焦和积碳;另一个劣化方向是氧化变质,生成油泥,并导致酸值 升高。解决第一个问题的主要措施是:i,系统设计合理,保证热传导油有足够的流速,能够在加热管内形成紊流;2,选择粘度适当、热稳定性好的热传导油;严格执行操作规程,保证先起动循环再加热和停机时待油温降低到100 C以下后再停止循环,也就是防止所谓的“闷烧”。解决第二个问题的措施相对比较简单,因 为虽然热传导油的工作温度很高,但是整个系统近似密封循环系统,只有膨胀槽与 氧气接触,因而防止热传导油发生氧化变质的主要措施是:1,防止热传导油与氧气接触,可以采用膨胀槽氮气密封。不过
3、这种方法对一般用户来说,操作难度较 大;2,控制膨胀槽内油温,降低油品氧化变质的速度。根据有机热载体锅炉安 全技术监察规程的要求,膨胀槽内油温应该控制在70 C以下。然而从行业了解到的现实情况是膨胀槽油温普遍高于这一要求,大多数在80 C以上,有的甚至超过了 100 C。我们都知道,油品氧化速度随温度升高而显著加快,大概温度每升高 10 C,氧化速度会加快一倍。因此,我们必须重视膨胀槽油温变化,采取切实可行 的方法来避免膨胀槽油温过高,以降低油品的氧化速度,延长油品的使用寿命。本文就热传导系统膨胀槽高温的原因和改良办法,结合广东溢达纺织新厂热传 导系统膨胀槽高温的真实处理过程进行分析和总结,供
4、行业客户参考。根据大量的行业经验,膨胀槽高温可以分为两种情况:第一种情况是膨胀槽温度接近回油温度,比如回油温度230C,膨胀槽温度将达到210C以上。发生这种状况最大的可能性是膨胀槽内热传导油参与到了系统循 环中,因而膨胀槽内油温与循环系统内的油温接近,最终导致整个系统内的热传导 油严重氧化,粘度急剧增大,状若沥青,在常温下几乎流不动。这样的案例,我们 在华南的染整行业中发现了好几起,给用户造成了极大的经济损失。为什么膨胀槽 内的热传导油会参与到主系统循环呢?传统的热传导油系统有一个典型设计,就是 膨胀槽通过膨胀管与回油管上的油气分离器相连,而装在膨胀槽顶部的辅助排气管 则与系统的出油管相连,
5、这种设计的好处是排气(汽)快速,煮油周期短。但是这 种设计有一个潜在风险,就是煮油排汽阶段结束后往往因为人为疏忽忘了关闭排气 管上的阀门,导致膨胀槽内热传导油通过膨胀管和排气管与主系统相连,形成了一 个小的循环系统,参与到主系统热传导油循环中。这种设计在华南几个出现此类问 题的客户中都有发现。这个问题最简单的解决办法就是把辅助排气管接到回油管 上,这样一来,膨胀管与排气管两端的压力一样,就可以避免形成小循环系统,更 加不会参与到主循环系统中。这种改良措施在以上几个出现问题的客户中都收到了 立竿见影的效果。许多新系统在设计安装时已经注意到了这个问题,纷纷把排气管 安装到了回油管这边。第二种情况较
6、为普遍,就是膨胀槽内油温高于规程要求的70 C,达到80C以 上,甚至超过100 C。广东溢达纺织新厂就是这种情况。广东溢达纺织是全球最大 的高档纯棉衬衫生产商之一。广东溢达纺织旧厂有6台120万大卡德国进口热传导油锅炉,从1995年投产开始一直使用壳牌热美亚B热传导油,最长使用时间达到了 12年。值得注意的是,6个系统的膨胀槽温度始终保持在50C左右。广东溢达纺织新厂2006年底投产,采用3台250万大卡国产导热油锅炉,同样使用壳牌热 美亚B热传导油。到2007年7月对3个系统热传导油进行抽样检测,结果令人大 吃一惊。3个油样的粘度和总酸值都有明显增大,其中1号系统油样粘度变化超过了 50%
7、,总酸值达到了 1.17mgKOH/g,两项指标均超过了控制标准,而残碳值变 化不大,仍然在控制范围内。我们一方面建议客户尽快换油,另一方面积极配合客 户寻找问题原因。通过现场调查,我们很快把目光集中到了膨胀槽上。测量显示, 1号膨胀槽涂层外表温度 96 C,无涂层部位120 C,估计内部油温将达到125 C; 2号和3号膨胀槽涂层外表温度略低,分别是82 C和87C。膨胀槽内热传导油在高温下发生快速氧化,导致油品粘度和酸值增大。1号系统膨胀槽温度最高,因而1号系统油样粘度和总酸值增加也最大。但是怎样才能有效降低膨胀槽温度呢?我们首先排除了第一种情况的可能,否 则膨胀槽温度肯定不止100 C左
8、右。那么膨胀槽高温的唯一原因就是过多热量通过膨胀管及其内部的热传导油传递给了膨胀槽内部的热传导油。如果能够阻止或降低 这种热量传递,应该就可以降低膨胀槽温度。理论上分析,热传递有三种方式:热 辐射、热传导和热对流。对热传导油系统来讲,辐射传热基本上可以忽略,传导和 对流才是主要的传热方式,而且两者是结合在一起共同作用的。一般的系统都是采 用一条内径相同的常通管作为膨胀管的。如下图左。在这种情况下,传导主要是通 过油分子微观运动来传热的,而对流则是通过油分子的宏观运动来传热的,也就是 沿着管壁的油品温度较低,会下降,管中心的油品温度较高,会上升,从而形成了 热对流。对于一个连续运行的系统来说,膨
9、胀管内部的对流是一种稳定状态下的自 然对流,它所产生的影响远比传导大得多。行业里遇到此类问题普遍的做法是升高 膨胀槽高度,而且认为越高越好。实际上,升高膨胀槽高度,相当于增大了膨胀管 内部压力差,增加了膨胀管长度,对于降低热传导的影响是有一定作用的。但是, 对于一个稳定的运行系统而言,膨胀槽内油液产生的压力与回油压力是相当的,如 果膨胀槽高度过高,必然导致回油压力增大,循环泵背压也会增大,从而增大循环 泵功耗,降低循环泵使用寿命。严重的甚至会造成系统压力过大,产生更大的危 险。因此,膨胀槽的高度应以高于系统最高处2米左右为宜,这可以根据系统回油压力和热传导油密度来计算。既然对流传热的影响更大,
10、那么为什么不从抑制对流 着手呢?我们都知道对流传热的效果只与其流动状态有关。简单讲,抑制对流传热 最好的方法就是破坏它的流动状态。对于自然对流来讲,破坏它的流动状态最好的 方法是改变管径和流动方向等。我们最后也从溢达旧厂的德国原装系统上获得了启 发,构思出了如下图右的设计方案,并安排在1号系统首先进行试验。试验的结果令人欣喜,膨胀槽的温度从 120 C左右降低到了 50C以下。随后客户又对另两个系 统进行了整改,获得一样令人满意的效果。客户的负责工程师也因此项技术改进获 得了公司内部的嘉奖。壳牌(中国)有限公司广州办事处技术部Shell Lubrica nts改良前膨胀管部位示意图壳牌(中国)
11、有限公司广州办事处技术部Shell Lubrica ntsU”型管从改良后的膨胀管部位示意图不难看出,最大的改进只是在膨胀管上增加了一 个类似油气分离器的装置,也有人把它称为缓冲罐。而膨胀槽高度等都未发生变 化。我们认为这个装置的主要作用是:1 ,该装置分别在高位和低位连接两段膨胀管,形成了一个类似“置;同时该装置的内径比膨胀管内径大很多,至少在两倍以上。这两个变化实际上 破坏了膨胀管内油液的自然对流,最大限度地降低了对流传热产生的影响。2 ,该装置拥有更大的散热面积,可以在该装置上把油温尽可能降低,减小了 对膨胀槽内油液的影响。3 ,该装置上加装了辅助排气管,可以把膨胀管内的轻馏份气体快速排出,也 会降低膨胀管内油温。无论是理论上,还是实际应用上,我们都认为这是一种切实可行、行之有效的 降低膨胀槽温度的方法。而且该装置结构简单,施工难度低,几乎每个行业用户都 可以自行改进,从而有望彻底解决行业内普遍存在的膨胀槽温度过高的问题。受专业知识和时间篇幅所限,无法在此深入分析该装置的理论依据和量化公 式,仅根据实际经验和自己理解作简单总结和分享,供行业内客户参考。壳牌(中国)有限公司广州办事处技术部Shell Lubrica nts壳牌(中国)有限公司广州办事处技术部Shell Lubrica nts2008年3月16日rlt 冗牌壳牌(中国)有限公司广州办事处技术部
 导热油系统膨胀槽高温的原因和改良办法
导热油系统膨胀槽高温的原因和改良办法