《焊接工序注意要点中日文对照版》由会员分享,可在线阅读,更多相关《焊接工序注意要点中日文对照版(10页珍藏版)》请在装配图网上搜索。
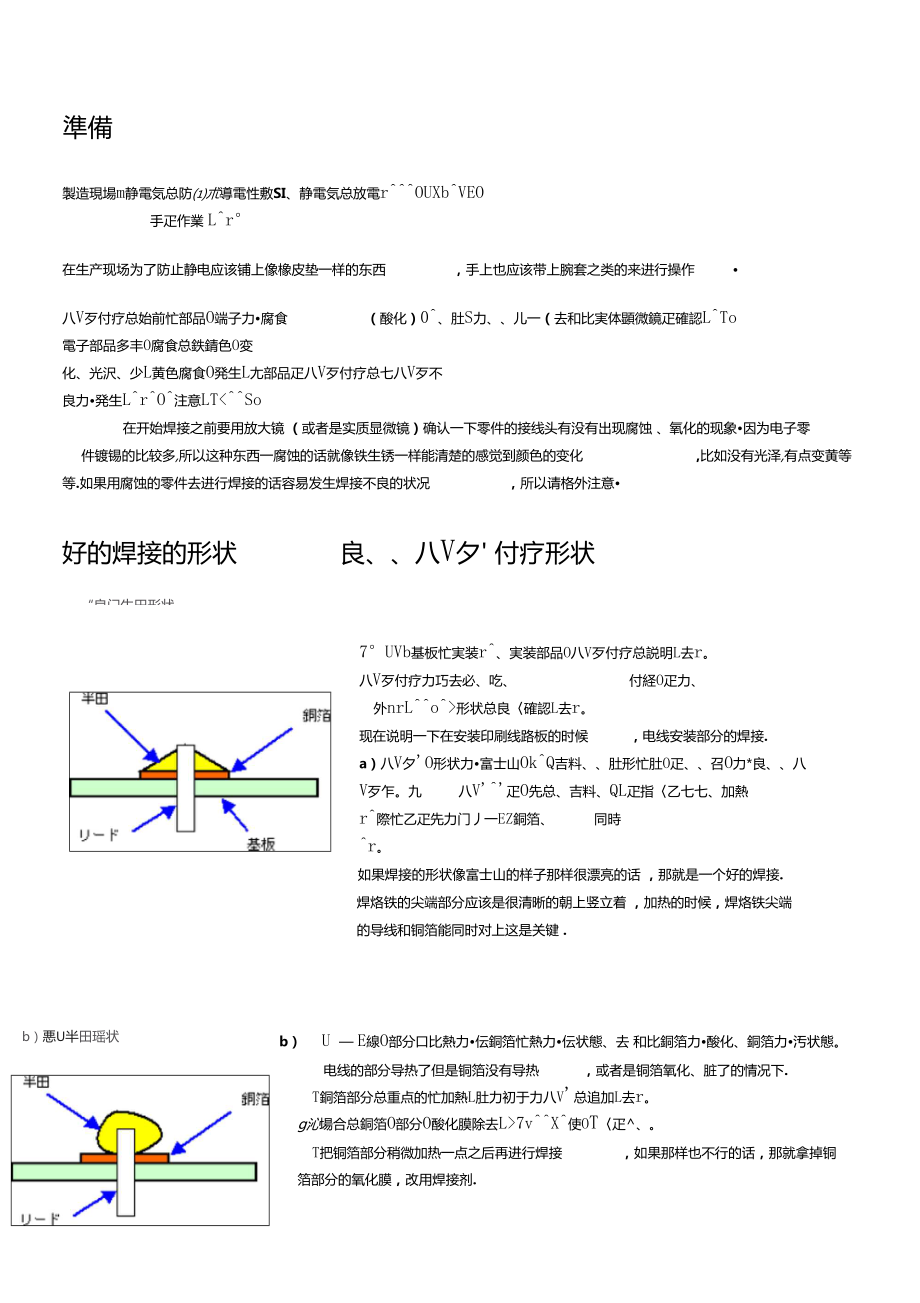
1、準備製造現場m静電気总防朮導電性敷SI、静電気总放電rOUXbVEO手疋作業 Lr在生产现场为了防止静电应该铺上像橡皮垫一样的东西,手上也应该带上腕套之类的来进行操作八V歹付疗总始前忙部品O端子力腐食(酸化)0、肚S力、儿一(去和比実体顕微鏡疋確認LTo電子部品多丰o腐食总鉄錆色o変化、光沢、少L黄色腐食O発生L尢部品疋八V歹付疗总七八V歹不良力発生LrO注意LT形状总良確認l去r。现在说明一下在安装印刷线路板的时候,电线安装部分的焊接.a)八V夕O形状力富士山OkQ吉料、肚形忙肚o疋、召O力*良、八V歹乍。九八V疋O先总、吉料、QL疋指乙七七、加熱r際忙乙疋先力门丿一ez銅箔、同時r。如果焊
2、接的形状像富士山的样子那样很漂亮的话 ,那就是一个好的焊接. 焊烙铁的尖端部分应该是很清晰的朝上竖立着 ,加热的时候,焊烙铁尖端 的导线和铜箔能同时对上这是关键 .b)悪U半田瑶状b)U E線O部分口比熱力伝銅箔忙熱力伝状態、去 和比銅箔力酸化、銅箔力汚状態。电线的部分导热了但是铜箔没有导热,或者是铜箔氧化、脏了的情况下.t銅箔部分总重点的忙加熱l肚力初于力八v总追加l去r。g沁場合总銅箔O部分O酸化膜除去L7vX使oT疋、。t把铜箔部分稍微加热一点之后再进行焊接,如果那样也不行的话,那就拿掉铜箔部分的氧化膜,改用焊接剂.c)悪U半田宠状旳悪s半田形状(表面护亍二术二)e)悪U半田羽状踐T巻)
3、c)銅箔部分口比熱力伝線忙熱力伝状態、去尢xu E線力酸化nru-E線力汚状態。铜箔部分导热了但是电线没有导热,或者是电线氧化、脏了的情况下& ue部分总重点的忙加熱追加。去To場合总酸化l尢部品交換、去尢总少夕入总使oToI、 把导线部分稍微加热一点之后再进行焊接,如果那样也不行的话那就换一下氧化的零件,或者改用焊接剂.d)八y/Q熱力伝状態、去和比加熱LTT八y歹力酸化LTL去o尢状態(八y歹力*白o卜基板穴忙差。込人疋固定装部品場合yuvb基板忙部品总O乜召疋疗)所谓的安装上去的顺序就是把电子产品的导线、电线穿入印刷线路板的小孔里,然后固定住.始抵抗器肚乂高低X部品力、乙始的去To高高部
4、品总先、後力、乙高低X部品总疗召七、基板時、部品力于。落弐TO去X去To去尢両側忙高高X部品力笳oT間忙高低X部品力诲 召場合出手力.入f9yUVb基板力、少L浮力、LT実装L去ToU E線总7才一yL尢0、 U EO部分忙耐熱于二一7总力、恳乜召肚乂O工夫总TZ高总力.一定吉 nxTo像水泥电阻器、氧化金属皮膜电阻器等这种定格电力的大阻力是由于表面温度变高,因为热而使线路板变质而引起的 ,所以在印刷线路板稍微有点 浮起来的时候再安装如果把电线成形加工、导线包上耐热管的话就能固 定住高度,这样做出来的样子就会很好看 半田槽总使。T半田付疗I丿一F線OU2手半田半田槽总使oTe疋付疗T5場合 m
5、U E总曲厅Xl穴忙通T疋疗To使用焊接槽焊接的时候,不要折弯导线直接穿过小孔就可以了手半田O場合、于0落弐肚X*齐J丿一E線总曲 、二、弋一疋力少卜LT力、5八y歹乍疗总L去To用手焊接的时候,把电线稍微折弯一点,然后用钳子绞段之后再进行焊接 銅箔(心一 :/)UE線O場合哲同様IT。电线也是一样、端子台端子Q口bx)少卡一少一壬八木丿W取付疗尢部品。2歹付疗总説明LTo现在对安装上框架控电板零件的焊接进行一下说明端子部分力.変色肚力、总確認L去To変色場合tfyybO先疋酸化膜塗去To黒変色(酸化)L、召場 合 m吉疋疗良品七交換L尢方力良首先确认一下接线头部分的颜色有无变化如果变色了,就
6、用锉刀或者是小钳子的尖端把氧气膜取下,涂上焊接剂如果变黑了(氧化),尽量还是换成良品的比较好 端子V八A夕*、y丰总L去To端子0比熱力伝少L太良、L/o八A歹芒疋总当疋召時間总八A歹力*端子全体、長LTo八y歹T太、Ol肚、七十分温度5、時力笳去To八y歹O熔疗方力悪、時总太、哲OV交換LTo在开关的接线头部分镀上焊锡 因为开关的接线头比较容易导热,所以用稍微粗 一点的焊烙铁比较好放上焊烙铁的时间应该是到焊锡的接线头全部溶合为止时间稍微放长一点如果焊烙铁不是太粗的话,有可能达不到适合的温度所以请在焊 锡熔合的不好的时候换一块大一点的焊烙铁U-E線O被覆总X彳y于O端子O大U-E線O方feyy
7、LTo要使被电线包上的开关接线头大小吻合的话,电线也要镀上焊锡熱収縮線忙通LT力、5、U-E線O先总X彳y于O端子忙当TT八y歹总溶力、L去To热收缩管穿过电线之后,电线的尖端碰到开关的接线头就把焊锡熔化了熱収縮于二一y总力、恳PT、熱風总笳T去To熱収縮于二一収縮L去To包上热收缩管,打开热风热收缩管就收缩了 * X彳y于总取付疗召前V、U E線O長总总正確忙測* 八y夕乍疗後V、X彳y于总取付疗召方法笳*去T装开关之前,要先量一下电线的长度,也有在焊接之后再装开关的方法U-E線总端子穴通。疋、力、乙厅尢後八A歹乍疗总歹召方法 电线从接线头的小孔中穿过 , 然后捆绑好之后再焊接也可以 .半田
8、付半田冊仇扯T老丿一F总二、少丿弋一力、少卜L去T。例:抵抗o場合右手疋鉛筆总持持、左手疋糸2歹吃持去于抵抗器总指疋押片方O】丿一F总八y歹付疗L去To右手像拿铅笔一样拿住焊烙铁,左手拿住焊锡线然后用指甲一边按电压器一边焊接另一边的导线a) U-EO根元忙乙r先总笳r去To乙O際、】丿一銅箔力同時忙加熱事把焊烙铁的尖端贴住电线的根源部分这个时候,导线和铜箔就同时加热了 .b) tu-eo根元八y歹总笳rr溶力、l去T。快速的贴住导线根源部分的焊锡使它熔解.C)必要肚量力流料尢5八y歹总離L去To 流到一定量的时候焊锡就隔开了d)熱力十分伝初、 八y夕O形状力理想的皿处時点乙 r先总】丿一F力、
9、5離L去To热度导够了,焊锡的形状变成了理想中的样子的时候,就拿开焊烙铁横力、5抵抗总見r基板忙密着Lrs乙七总確認L去To哲L%浮一 度八y夕r总笳rr 押L込族去To八y付疗部分o形状哲良確認L去To残一方哲八y乍疗L去To部品总沢山蛍光y色总o疗肚力$5作業T間違元力少To八y疗力$終初or力、5長 乞O際V 1mm 3mm 50長残LTo从侧面看一下电阻是否紧紧地贴在电子线路板上如果稍微有点浮起来的样子的话,就用焊烙铁再敲一下把它按进去焊接部分的形状也需要确认剩下的另外一边也要焊接因为零件有很多,所以用荧光笔画一下颜色,这样在操作的时候就可以减少错误了焊接完之后,太长的电线用钳子把它绞掉留下1-3毫米左右的长度就行.
 焊接工序注意要点中日文对照版
焊接工序注意要点中日文对照版