 焊接参数管理规定
焊接参数管理规定

《焊接参数管理规定》由会员分享,可在线阅读,更多相关《焊接参数管理规定(4页珍藏版)》请在装配图网上搜索。
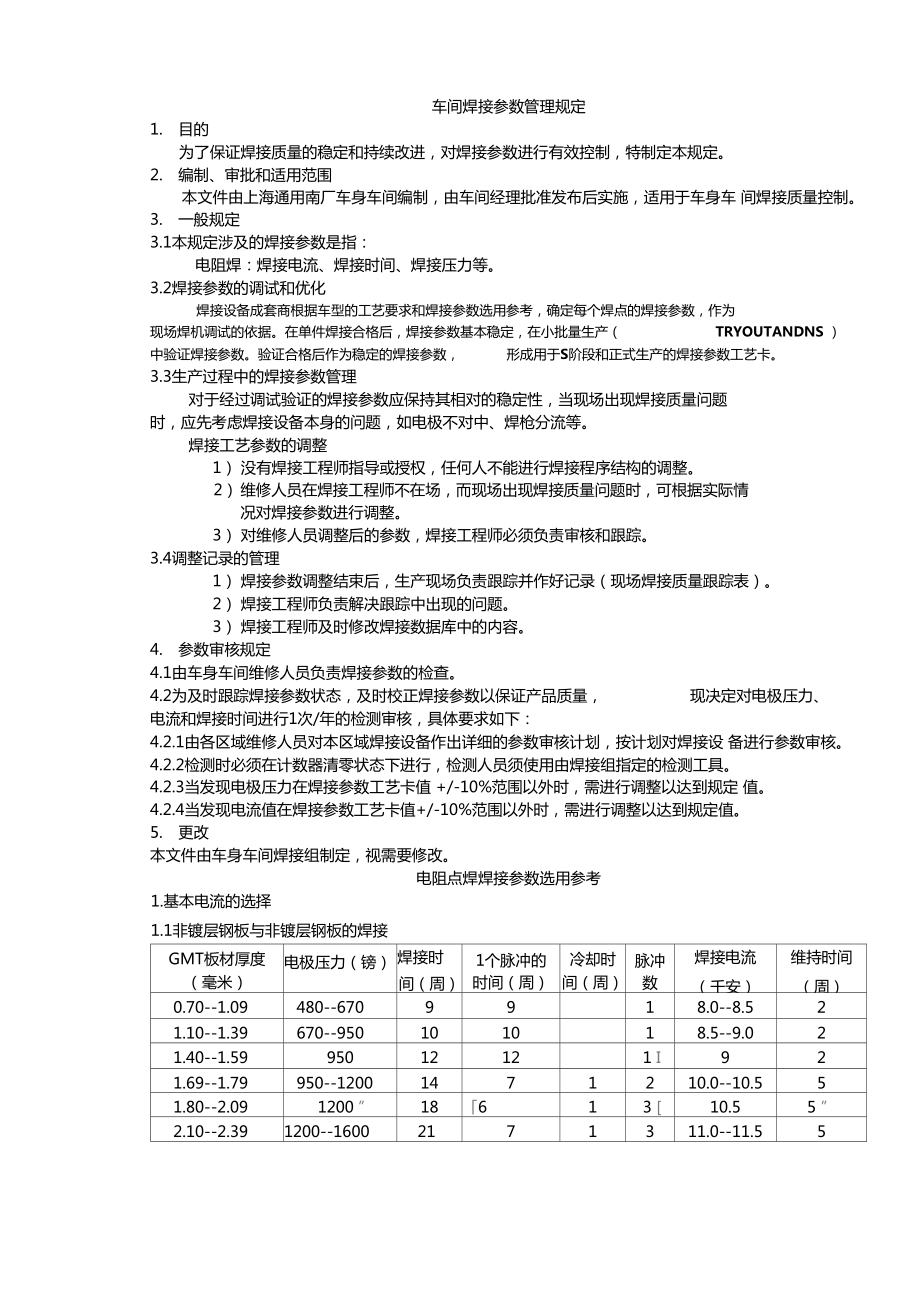
1、车间焊接参数管理规定1. 目的为了保证焊接质量的稳定和持续改进,对焊接参数进行有效控制,特制定本规定。2. 编制、审批和适用范围本文件由上海通用南厂车身车间编制,由车间经理批准发布后实施,适用于车身车 间焊接质量控制。3. 一般规定3.1本规定涉及的焊接参数是指:电阻焊:焊接电流、焊接时间、焊接压力等。3.2焊接参数的调试和优化焊接设备成套商根据车型的工艺要求和焊接参数选用参考,确定每个焊点的焊接参数,作为 现场焊机调试的依据。在单件焊接合格后,焊接参数基本稳定,在小批量生产(TRYOUTANDNS )中验证焊接参数。验证合格后作为稳定的焊接参数,形成用于S阶段和正式生产的焊接参数工艺卡。3.
2、3生产过程中的焊接参数管理对于经过调试验证的焊接参数应保持其相对的稳定性,当现场出现焊接质量问题 时,应先考虑焊接设备本身的问题,如电极不对中、焊枪分流等。焊接工艺参数的调整1)没有焊接工程师指导或授权,任何人不能进行焊接程序结构的调整。2)维修人员在焊接工程师不在场,而现场出现焊接质量问题时,可根据实际情 况对焊接参数进行调整。3)对维修人员调整后的参数,焊接工程师必须负责审核和跟踪。3.4调整记录的管理1)焊接参数调整结束后,生产现场负责跟踪并作好记录(现场焊接质量跟踪表)。2)焊接工程师负责解决跟踪中出现的问题。3)焊接工程师及时修改焊接数据库中的内容。4. 参数审核规定4.1由车身车间
3、维修人员负责焊接参数的检查。4.2为及时跟踪焊接参数状态,及时校正焊接参数以保证产品质量,现决定对电极压力、电流和焊接时间进行1次/年的检测审核,具体要求如下:4.2.1由各区域维修人员对本区域焊接设备作出详细的参数审核计划,按计划对焊接设 备进行参数审核。4.2.2检测时必须在计数器清零状态下进行,检测人员须使用由焊接组指定的检测工具。4.2.3当发现电极压力在焊接参数工艺卡值 +/-10%范围以外时,需进行调整以达到规定 值。4.2.4当发现电流值在焊接参数工艺卡值+/-10%范围以外时,需进行调整以达到规定值。5. 更改本文件由车身车间焊接组制定,视需要修改。电阻点焊焊接参数选用参考1.
4、基本电流的选择1.1非镀层钢板与非镀层钢板的焊接GMT板材厚度 (毫米)电极压力(镑)焊接时间(周)1个脉冲的 时间(周)冷却时 间(周)脉冲 数焊接电流(千安)维持时间(周)0.70-1.09480-6709918.0-8.521.10-1.39670-950101018.5-9.021.40-1.5995012121 I921.69-1.79950-12001471210.0-10.551.80-2.091200 ”18613 10.55 ”2.10-2.391200-16002171311.0-11.552.40-2.7916002482311.5102.80-2.991600-1900
5、 28724 112-12.5 110 13.00-3.4019002872412.5101.2非镀层钢板与热镀锌钢板的焊接GMT板材厚度 (毫米)电极压力(镑)焊接时间(周)1个脉冲 的时间(周)冷却时 间(周)脉冲 数焊接电流(千 安)维持时间(周)0.70-1.09480-670101018.5-9.021.10-1.39670-95012121 :9.0-9.52 :1.40-1.59950147129.521.69-1.79950-12001861310.0-10.551.80-2.091200r 217r 13 :10.5 丁52.10-2.391200-16002481411.0
6、-11.552.40-2.7916002872411.5102.80-2.991600-1900328r 24 :12.0-12.5103.00-3.401900P 328P 2412.5I101.3非镀层钢板与电镀锌钢板的焊接GMT板材厚度 (毫米)电极压力(镑)焊接时间(周)1个脉冲 的时间(周)冷却时 间(周)脉冲 数焊接电流(千 安)维持时间 (周)0.70-1.09480-670r 10101 I9.0-9.521.10-1.39670-950121219.5-10.021.40-1.59950147121021.69-1.79950-1200r 186r 13 :10.5-11.0
7、51.80-2.0912002171311.0-11.552.10-2.391200-16002481411.5-12.052.40-2.791600P 287r 24 112102.80-2.991600-19003282412.5-13.0103.00-3.401900r 328r 2413101.4热镀锌钢板与热镀锌钢板的焊接GMT板材厚度 (毫米)电极压力(镑)焊接时间(周)1个脉冲 的时间(周)冷却时 间(周)脉冲 数焊接电流(千 安)维持时间 (周)0.70-1.09480-670r 141419.0-9.5:21.10-1.39670-950r 16161 I9.5-10.021
8、.40-1.59950217131021.69-1.79950-12002482310.5-11.051.80-2.091200P 287P 24 111.0-11.552.10-2.391200-16003282411.5-12.052.40-2.7916003572512102.80-2.991600-19004082512.5-13.0103.00-3.4019004082513101.5热镀锌钢板与电镀锌钢板的焊接GMT板材厚 度(毫米)电极压力(镑)焊接时间(周)1个脉冲 的时间冷却时间(周)脉冲 数焊接电流(千 安)维持时间(周)(周)0.70-1.09480-670141419.
9、5-10.0 :21.10-1.39670-9501616110.0-10.521.40-1.599502171310.521.69-1.79950-12002482311.0-11.551.80-2.0912002872411.552.10-2.391200-16003282412.0-12.5 :52.40-2.7916003572512.5102.80-2.991600-19004082513.0-13.5 1103.00-3.4019004082513.5101.6电镀锌钢板与电镀锌钢板的焊接GMT板材厚 度(毫米)电极压力 (镑)焊接时 间(周)1个脉冲的 时间(周)冷却时 间(周)
10、脉冲 数焊接电流(千 安)维持时间(周)0.70-1.09480-6701414110.0-10.521.10-1.39670-9501616110.5-11.021.40-1.5995021 1713112 :1.69-1.79950-12002482311.5-12.01 1 151.80-2.091200287241252.10-2.391200-16003282412.5-13.052.40-2.7916003572513102.80-2.991600-19004082513.5-14.0103.00-3.401900408251410附注:A 参考以上表格设置基本焊接参数后,按 GM
11、4488进行试片撕破检查。实际参数允许 根据实际焊接质量进行适当更改。B . GMT的确定请参阅标准 PED101SECA1-aC .当总材料厚度超过GMT板厚度的2.5倍时,焊接时间需要提高2个等级,或提高 焊接电流1000安培。D .当使用平头或大曲率球面电极时,焊接时间需要提高2个等级,或提高焊接电流1000安培。2递增电流的选择2.1非镀层钢丿板与非镀层钢板的焊接递增阶段12345总计递增电流(A)100400900900900P 3200焊接点数1001001200120040030002.2非镀层钢丿板与热镀锌B钢板的焊接,非镀层钢板与电镀锌钢板的焊接递增阶段12345总计递增电流(A)10060010001000:3003000 :焊接点数10040070080010021002.3热镀锌钢板与热镀锌钢板的焊接,热镀锌钢板与电镀锌钢板的焊接,电镀锌钢板与 电镀锌钢板的焊接。递增阶段12345总计递增电流(A)20080014001800:3004500 1焊接点数1004007008001002100
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
