 铸件表面质量提升验收技术条件(共6页)
铸件表面质量提升验收技术条件(共6页)

《铸件表面质量提升验收技术条件(共6页)》由会员分享,可在线阅读,更多相关《铸件表面质量提升验收技术条件(共6页)(6页珍藏版)》请在装配图网上搜索。
1、精选优质文档-倾情为你奉上铸件表面质量提升验收技术条件1 范围本文件规定了铸件分类、目测铸件技术要求、检验规则。本标准适用于中国一拖集团有限公司内/外供方采用砂型铸造,金属型铸造方法获得的黑色、有色合金铸件产品。2 规范性引用文件下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T 6060.11997 表面粗糙度比较样块 铸造表面GB/T 150561994 铸造表面粗糙度评定方法Q/YT 014.2-2009 图样通用技术要求Q/YT 022.42011 砂型机器造型铸件尺寸公
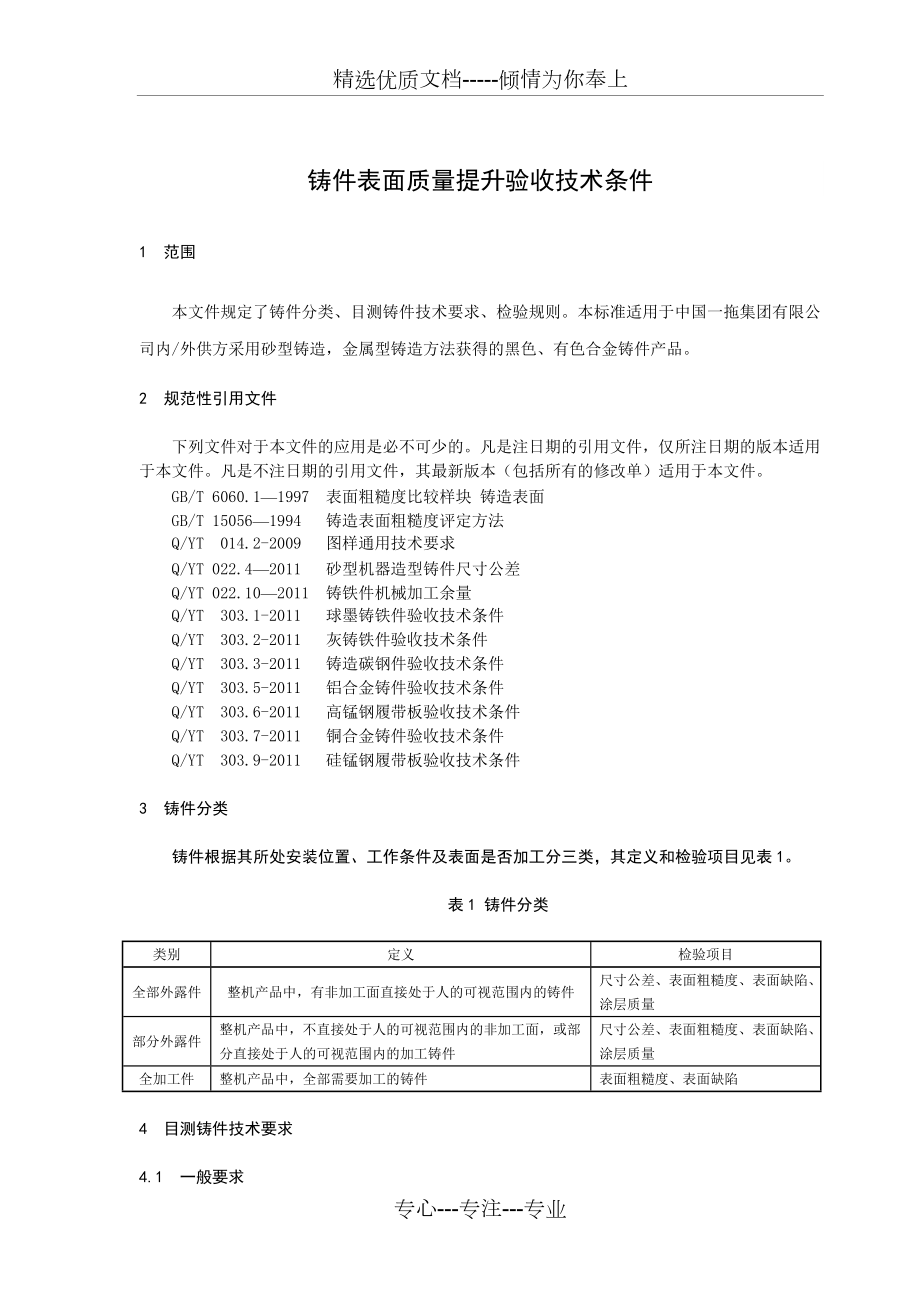
2、差Q/YT 022.102011 铸铁件机械加工余量Q/YT 303.1-2011 球墨铸铁件验收技术条件Q/YT 303.2-2011 灰铸铁件验收技术条件Q/YT 303.3-2011 铸造碳钢件验收技术条件Q/YT 303.5-2011 铝合金铸件验收技术条件Q/YT 303.6-2011 高锰钢履带板验收技术条件Q/YT 303.7-2011 铜合金铸件验收技术条件Q/YT 303.9-2011 硅锰钢履带板验收技术条件3 铸件分类铸件根据其所处安装位置、工作条件及表面是否加工分三类,其定义和检验项目见表1。 表1 铸件分类类别定义检验项目全部外露件整机产品中,有非加工面直接处于人的可
3、视范围内的铸件尺寸公差、表面粗糙度、表面缺陷、涂层质量部分外露件整机产品中,不直接处于人的可视范围内的非加工面,或部分直接处于人的可视范围内的加工铸件尺寸公差、表面粗糙度、表面缺陷、涂层质量全加工件整机产品中,全部需要加工的铸件表面粗糙度、表面缺陷4 目测铸件技术要求4.1 一般要求4.1.1 砂型铸造全部外露件和部分外露件表面粗糙度要求Ra25Ra50。金属铸造和有色件表面粗糙度要求Ra25,待加工表面允许降低一级。4.1.2 铸件表面不得有影响零件强度、密封性能及严重影响外观的缺陷。4.1.3 铸件采购、质量检查和供方可在保证铸件满足铸件验收技术条件的前提下,鼓励三方协商建立铸件外观质量标
4、杆样件(即合格的最低标准实物)库,便于铸件外观质量验收参照标杆样件执行,低于此实物标准时为不合格。4.2 灰铸铁件及碳钢铸件4.2.1 表面缺陷4.2.1.1 铸件表面不允许有冷隔、裂纹、孔洞贯穿内外表面的缺陷及机械加工不能去除的其它缺陷。4.2.1.2 铸件上的型砂、芯砂、披缝必须清理干净;其中,披缝非加工面不大于 2 mm,加工面不大于 3 mm;4.2.1.3 灰铸铁件表面允许存在的孔洞类缺陷见表 2;表 2 砂型铸造灰铸铁件表面允许存在的孔洞类缺陷部位孔洞类别孔径孔深孔间距离边或加工孔边距离每个铸件上的孔洞数壁厚410壁厚10质量5质量5非加工面单个61.52.520105个8个密集性
5、21.52101处2处待加工面单个41.5220104个6个密集性21.51.5101处2处4.2.1.4 碳钢铸件表面允许存在的孔洞类缺陷见表 3表 3 碳钢铸件表面允许存在的孔洞类缺陷部位孔洞类别孔径孔深孔间距离边或加工孔边距离每个铸件上的孔洞数壁厚410壁厚10质量5质量5非加工面单个723.51586个9个密集性222.581处2处待加工面单个5232085个8个密集性21.5281处2处4.2.1.5 铸件内、外表面应清理干净,不应有浮砂、粘砂、氧化皮。对用于通气,通油、冷却、润滑、储油等通道内表面,不应有粘砂、毛刺、尤其堆积物、铁丸等异物。4.2.1.6 加工定位点(面)应平整,不
6、得有影响加工定位夹紧的铸件缺陷;4.2.1.7 起密封作用的加工接合面上,不允许有影响密封性能的裂纹、缩孔、气孔、砂眼、飞边、毛刺、碰痕等铸件缺陷。4.2.1.8 在铸件的工艺筋条、凸缘上允许有缺陷、冷隔、孔洞类等不影响铸件强度的缺陷;4.2.2 浇冒口残根4.2.2.1 非加工表面的浇冒口残根可以高于非加工表面,毛坯面不大于 2 mm,待加工面不大于 3 mm(应分铸件大小);同时不得影响机加工时的定位基准和装卡部位。4.2.2.2 浇冒口残根必须磨平;4.2.3 铸件的错型值4.2.3.1 铸件错型值必须位于表4规定的公差之内,不可与表4规定的公差相加。表4 砂型铸造铸件尺寸公差 铸件基本
7、尺寸/mm 0-10 lO16 1625 2540 4063 63100公差等级CT8 1.0 1.1 1.2 1.3 1.4 1.6CT9 1.5 1.6 1.7 1 1.8 2.0 2.2CTl0 2.0 2.2 2.4 2.6 2.8 3.2CT11 2.8 3,0 3.2 3.6 4.0 4.4 铸件基本尺寸/mml00160160250250400400630630l00010001600公差等级CT8 1.8 2.0 2.2 2.6 2.8 3.2CT9 2.5 2.8 3.2 3.6 4.0 4.6CTl0 3.6 4.0 4.4 5 6 7CT11 5.0 5.6 6.2 7
8、8 94.2.3.2 铸件最大错型值应符合表5规定。特殊情况下,经供需双方协商一致,也可以高于(或低于)表5所列值,但仍不得超出表4规定的公差。此时,应将错型值标注到铸件图样的技术条件中表5 砂型铸造铸件最大错型值铸件尺寸公差等级CT8CT9CTlOCTll最大错型值/mm0.71.21.54.2.4 铸件缺陷的修补铸件缺陷的修补按有关技术条件执行,修补后的铸件不得有渗漏和影响外观质量的缺陷。4.2.5 铸件表面的防锈处理4.2.5.1 铸件表面须经过防锈处理,保证在铸件进入加工面时不得有任何的锈蚀。4.2.5.2 铸件表面如有油漆要求的,必须按有关相应规定(具体化 )执行。4.2.6 铸件非
9、加工表面上的可追溯性标识必须按有关规定执行,并且清楚无误。4.2.7 铸件外观缺陷4.2.7.1 由于清理铸件的损伤、过度的铸件清理(打磨和抛丸)、模具条件引起的表面缺陷。操作者经验不足或操作不当引起的超过铸件公差范围的损伤和痕迹不予接收。4.2.8 虽然铸件表面上气孔、砂眼、渣孔等夹杂性孔洞的单个面积不大,但分布面积较大引起过度破坏外观的麻点表面不予接收。4.2.9 供应商为纠正流入下道工序的零件缺陷而进行的任何打磨,打磨后的铸件表面光洁度与一般铸件表面光洁度基本一致。4.2.10 铸件底漆4.2.10.1 根据产品图纸及技术规范确定铸件是否涂底漆 以及漆的种类。4.2.10.2 铸件不允许
10、出现严重的漆泡、流漆、积漆、漏漆、脱漆。4.2.10.3 在储存和运输过程中必须备有必要的工位器具。4.2.10.4 表面尤其防护场地必须与清理打磨、抛丸作业区隔离。油漆前表面必须呈银色光泽,油漆后未干之前不能沾染灰尘。4.2.11 铸件底漆涂层要求4.2.11.1 铸件涂漆的要求应符合涂层要求,即铸件的非加工内、外表面,按有关要求仔细清理后均应涂敷底漆。对拖拉机及其变型产品铸件,非加工表面涂以红色无铅耐油磁漆或兰色耐油磁漆,其他非加工表面涂无铅醇酸底漆或拖拉机专用醇酸底漆。4.2.11.2 外协铸件供方必须按照产品图纸要求的底漆标准及涂层技术要求进行涂底漆。4.2.11.3 铸件底漆涂层质量
11、要求要符合产品图纸的相关要求。4.3 其他铸件4.3.1 球墨铸铁件4.3.1.1 铸件应清理干净,修正多余部分。铸件内外表面粘砂、氧化皮及内腔残余物等应清除干净。浇冒口及出气销残留余头、多肉、毛刺、飞翅的高度在非加工面上不大于2.0mm。在加工面上不大于3.0mm。4.3.1.2 采用等离子方法切割铸件后,应加工掉热影响区。4.3.1.3 铸件表面粗糙度应符合GB/T 6060.11997中规定,按照表1铸件分类,从Ra12.5、Ra25、Ra50、Ra100三级中选一种,在铸件图样上注明,按图样上规定执行。4.3.1.4 铸件交付时应符合需方的防锈要求。铸件若需要涂漆应在铸件图样上注明。4
12、.3.1.5 铸件的加工面上允许存在加工余量范围内的表面缺陷。4.3.1.6 影响铸件使用性能的铸造缺陷如裂纹、冷隔等不允许存在。4.3.1.7 铸件内腔允许存在不影响铸件使用性能的铸造缺陷,如多肉、孔类等,但应符合铸件图样上的规定。4.3.2 铝合金铸件4.3.2.1 铸件在进行表面粗糙度、表面缺陷、尺寸等外观质量检验之前,应清理干净、平整。4.3.2.2 非加工面的浇冒口、应清理到与铸件表面平齐,待加工面的浇冒口残留见表6规定。表 6 金属型铝合金铸件待加工面浇冒口残留量铸件尺寸浇冒口残留量/ mm (max)6005600-120010 4.3.2.3 铸件上的加工定位点(面)应平整。4
13、.3.2.4 清除铸件飞翅、多肉等缺陷。4.3.2.5 铸件上不允许有冷隔、裂纹、穿透性缺陷及严重的残缺类缺陷,如浇不到、未浇满、损伤等存在。4.3.2.6 铸件加工表面允许存在可加工去除的任何缺陷。4.3.2.7 金属型铸件的非加工面上,允许铸件有分型、顶杆及排气塞等痕迹,但凸出表面不得超过1mm,或凹下表面不得超过0.5mm。4.3.2.8 铸件的非加工表面,清理后允许有分散的单个清洁空洞,发裂等不影响使用性能的缺陷存在。4.3.3 砂型铸造履带板4.3.3.1 履带板表面粗糙度应符合GB/T 6060.1-1997的Ra50的规定;4.3.3.2 浇冒口的切割残余量应符合产品图样规定;4
14、.3.4 铜合金铸件4.3.4.1 铸件的加工表面允许有经加工可以消除的铸造缺陷。4.3.4.2 铸件非加工表面应光洁平整,表面粗糙度应按GB 6060.11997的规定,达到供需双方商定的标准等级。铸字或标志应清晰可认,其位置及字体符合图样要求。4.3.4.3 铸件应清除砂芯、浇冒口、飞刺、非加工表面应与铸件平齐;加工表面上浇冒口余头按铸件图规定执行;若铸件图没有具体规定者,基本生产不超过3mm,辅助生产不大于2mm。4.3.4.4 铸件不允许有穿透性缺陷、冷隔和裂纹缺陷存在。4.3.4.5 铸件非加工表面允许有分散性的直径不大于5mm、深度基本生产最深不大于1.5mm、辅助生产不大于壁厚三
15、分之一的缺陷存在。但在缺陷背面的对应位置不允许同时存在缺陷。所有的缺陷以不影响使用为原则。4.3.4.6 所有铜铸件均不涂漆,不进行任何热处理。5 检验规则5.1 检验分类 检验按照表1铸件分类和标杆样件进行铸件外观质量的目测检验。5.2 检验项目 按照表1的规定项目进行检验,如:铸件外形、铸件表面质量(表面粗糙度、铸件披缝、铸件清理质量)、铸件表面缺陷、铸件标识和铸件底漆。5.3 检验方法5.3.1 用肉眼或借助于低倍放大镜检查铸件外观质量,同时检查铸件的生产标识是否正确齐全、清晰。检查时应判定铸件对于检查项目是否合格,区分合格品、返修品和废品。5.3.2 必要时,可借助于其他量具、仪器检验
16、方法。5.4 检验规则5.4.1 批量的划定铸件外观质量每件均检验。5.4.2 外形要求5.4.2.1 铸件外形质量问题主要有外形轮廓不清晰、缺料、多料、形状不完整、表面不平整、铸件错型。5.4.3 表面质量5.4.3.1 铸件表面质量问题主要有抛丸质量差、粘砂清理不净,未露出金属本色表面粗糙、披缝未磨平等。5.4.3.2 表面质量按照第4.2、4.3 、4.4条对应要求检查。5.4.4 表面缺陷5.4.4.1 铸件表面缺陷按照第4.2、4.3 、4.4条对应要求检查。5.4.4.2 铸件表面缺陷主要有粘砂、气孔、渣孔、砂眼、夹砂(结疤)、飞翅(脉纹)缩松、多肉、缺肉等。5.4.5 铸件标识(一般情况下铸件非加工表面上的铸出标识,只允许做成凸字(形),即只能高于铸造表面。当个别情况下需做成凹形时,必须对其深度和大小在图纸上做出限定)5.4.5.1 铸件标识按照第4.2、4.3 、4.4条对应的要求检查。5.4.5.2 铸件标识外观不合格主要标识不清晰、标识高度不平整、标识不美观、标识缺失。5.4.6 铸件底漆5.4.6.1 铸件底漆按照第4.2、4.3 、4.4条对应的要求检查。5.4.6.2 铸件底漆外观质量不合格主要有严重的漆泡、流漆、积漆(漆泥)、喷漆不严(漆膜厚度不均匀)、脱漆、漆层、漆面夹脏不净等。 工艺材料研究所 2015-5-18专心-专注-专业
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
