 钢质防火门生产工艺(共5页)
钢质防火门生产工艺(共5页)

《钢质防火门生产工艺(共5页)》由会员分享,可在线阅读,更多相关《钢质防火门生产工艺(共5页)(5页珍藏版)》请在装配图网上搜索。
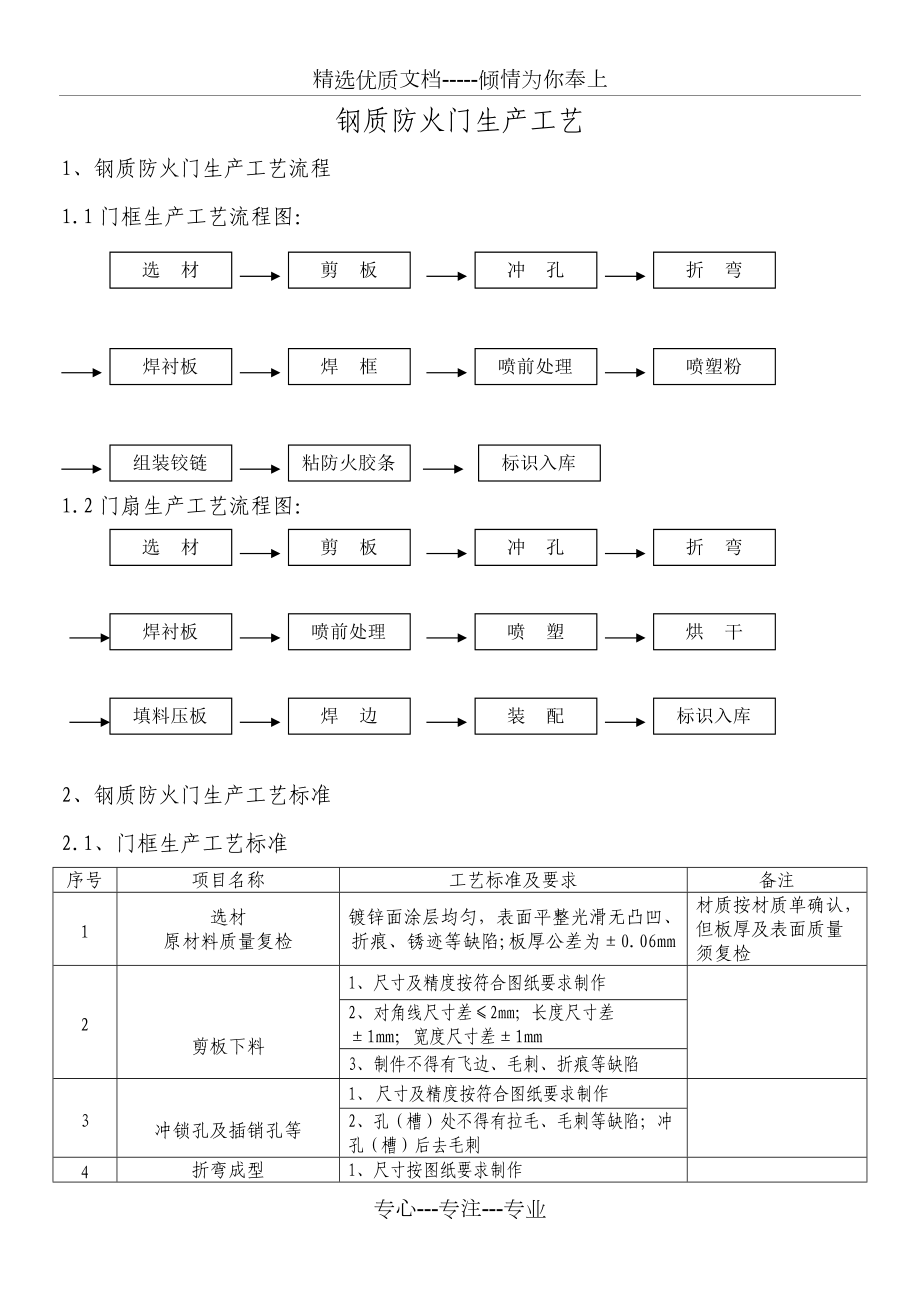
1、精选优质文档-倾情为你奉上钢质防火门生产工艺1、钢质防火门生产工艺流程1.1门框生产工艺流程图:选 材剪 板冲 孔 喷塑粉折 弯焊衬板焊 框喷前处理标识入库组装铰链粘防火胶条1.2门扇生产工艺流程图:选 材剪 板冲 孔折 弯烘 干喷 塑喷前处理焊衬板标识入库装 配焊 边填料压板 2、钢质防火门生产工艺标准2.1、门框生产工艺标准序号项目名称工艺标准及要求备注1选材原材料质量复检镀锌面涂层均匀,表面平整光滑无凸凹、折痕、锈迹等缺陷;板厚公差为0.06mm材质按材质单确认,但板厚及表面质量须复检2剪板下料1、尺寸及精度按符合图纸要求制作2、对角线尺寸差2mm;长度尺寸差1mm;宽度尺寸差1mm3、
2、制件不得有飞边、毛刺、折痕等缺陷3冲锁孔及插销孔等1、 尺寸及精度按符合图纸要求制作2、孔(槽)处不得有拉毛、毛刺等缺陷;冲孔(槽)后去毛刺4折弯成型1、尺寸按图纸要求制作2、 折弯垂直度:900.53、 门框侧壁宽度尺寸差1mm5焊接衬板(铰链及闭门器处)1、 尺寸按图纸要求制作2、 加强板左右位置1.5mm3、加强板上下位置2mm4、去毛刺、修平5、锁孔马仔加强板位置偏差0.5mm6、沿加强板周边进行点焊,焊点间距为2030mm,单边焊点不得少于3点,焊接牢固,焊点不得有虚焊、烧穿等缺陷6组合门框1、尺寸按图纸要求制作2、焊接平面接口要求满焊,焊接后磨平抛光,不得有虚焊、烧穿、气孔等缺陷3
3、、其它位置点焊处,焊点间距为46mm,单边焊点不得少于3点,焊接牢固,焊点不得有虚焊、烧穿等缺陷尺寸公差门框内裁口高度01mm门框内裁口宽度01mm形位公差门框内裁口两对角线长度差2mm门框正、侧立面的垂直度1.5mm7喷塑前处理1、打磨全部焊点,平面焊接处要磨平,光滑2、表面除油、锈干净,门框清洁处理3、缝隙处原子灰补平8表面喷塑粉1、门框制造检验合格后方可转喷塑工序2、喷塑:颜色按照合同或/和用户要求调颜色,喷塑层均匀、平整、光滑、无堆块、麻点及气泡等3、烘烤温度按塑粉的温度要求20,烘烤后表面平整光滑,色泽鲜艳,喷涂层牢固无缺陷9组装防火铰链1、装配尺寸按图纸要求制作2、防火铰链能支撑门
4、体重量并应转动灵活3、 门框、门扇配合活动间隙不大于4mm10装防火胶条1、防火胶条按照一致性要求领用2、门框内槽口粘贴防火胶条11门框顶部装标牌1、装配尺寸按图纸要求制作2、标牌用拉铆钉固定,铆接牢固、可靠3、安装位不得偏斜、歪,标牌与门框性能要求一致12标识入库1、门框外表面贴PVC保护带2、门框检查合格无误后粘贴标签,注明工地名称,开向,型号及类别,标识入库2.2、门扇生产工艺标准序号项目名称工艺标准及要求备注1选材原材料质量复检镀锌面涂层均匀,表面平整光滑无凸凹、折痕、锈迹等缺陷;板厚公差为0.06mm材质按材质单确认,但板厚及表面质量须复检2剪板下料1、尺寸及精度按符合图纸要求制作2
5、、对角线尺寸差2mm;长度尺寸差1mm;宽度尺寸差1mm3、制件不得有飞边、毛刺、折痕等缺陷3冲孔(槽)等1、 尺寸及精度按符合图纸要求制作2、孔(槽)处不得有拉毛、毛刺等缺陷;冲孔(槽)后去毛刺4折弯成型1、尺寸按图纸要求制作2、折弯垂直度:900.53、门板高度尺寸差1mm4、门板宽度尺寸差1mm5、门板两对角线长度差2mm6、其他配件尺寸差1mm5面板组焊点焊边条点焊机点焊,焊牢,焊点不得有虚焊、烧穿等缺陷,点焊间距为为200300mm组焊门锁加强架(板)1、 尺寸按图纸要求制作2、 加强板左右位置1.5mm3、加强板上下位置2mm4、去毛刺、修平5、锁孔马仔加强板位置偏差0.5mm6、
6、用电焊机沿加强板周边进行点焊,焊点间距为50100mm,单边焊点不得少于3点,焊接牢固,焊点不得有虚焊、烧穿等缺陷组焊铰链加强板1、 尺寸按图纸要求制作2、 加强板左右位置1.5mm3、加强板上下位置2mm4、去毛刺、修平5、用电焊机沿加强板周边进行点焊,焊点间距为2030mm,单边焊点不得少于3点,焊接牢固,焊点不得有虚焊、烧穿等缺陷6组合骨架1、尺寸按图纸要求制作2、焊接平面接口要求满焊,焊接后磨平抛光,不得有虚焊、烧穿、气孔等缺陷3、其它位置点焊处,焊点间距为46mm,单边焊点不得少于3点,焊接牢固,焊点不得有虚焊、烧穿等缺陷尺寸公差骨架高度11mm骨架宽度21mm形位公差骨架两对角线长
7、度差2mm7喷塑前处理1、打磨全部焊点,平面焊接处要磨平,光滑前后门板、包边、防火玻璃压框2、表面除油、锈干净,门板清洁处理8表面喷塑粉1、前后门板制造检验合格后方可转喷塑工序前后门板、包边、防火玻璃压框2、喷塑:颜色按照合同或/和用户要求调颜色,喷塑层均匀、平整、光滑、无堆块、麻点及气泡等(同门框)3、 烘烤温度按塑粉的温度要求20,烘烤后表面平整光滑,色泽鲜艳,喷涂层牢固无缺陷9填充内填充材料1、按图纸要求制作在后面板上涂胶粘剂粘接组合骨架2、冷压机压板,压力为6兆帕,时间为4-6小时3、在后面板组件中填充珍珠岩/蛭石填充材料,填充密度达到规定要求,热压机压板,压力为10兆帕,时间为0.5
8、-1小时4、 检测填充材料填充密度是否达到规定要求10组合压板压板1前面板内侧平面涂胶粘剂,刮平,均匀,前面板与后面板组件扣合,2、冷压机压板,压力为8兆帕,时间为8-10小时组对后门板精度1、前后面板组合压板后高度尺寸差1mm2、门板高度方向弯曲度23、门板宽度方向弯曲度25、 门板扭曲度3mm6、 门板两对角线长度差2.5mm11组合压板后两侧面焊接焊点间距均匀且不大于200mm,焊接牢固,焊点不得有虚焊等缺陷,焊后打磨平整12门扇装包边45接口处无明显接缝间隙、无毛刺、接缝处塑粉面无损伤。紧固螺钉间距不大于300mm且沿门扇宽度方向排布组装防火铰链1、 装配尺寸按图纸要求制作2、防火铰链能支撑门体重量并应转动灵活3、 门框、门扇配合活动间隙不大于4mm4、门扇与门框铰链边贴合间隙不大于2mm5、门的开启边在关门状态与门框贴合面间隙不大于3mm11标识入库门扇检查合格无误后粘贴标签,注明工地名称,开向,型号及类别,标识入库专心-专注-专业
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
