《无损检测报告MTPTUTRT通用报告汇编》由会员分享,可在线阅读,更多相关《无损检测报告MTPTUTRT通用报告汇编(11页珍藏版)》请在装配图网上搜索。
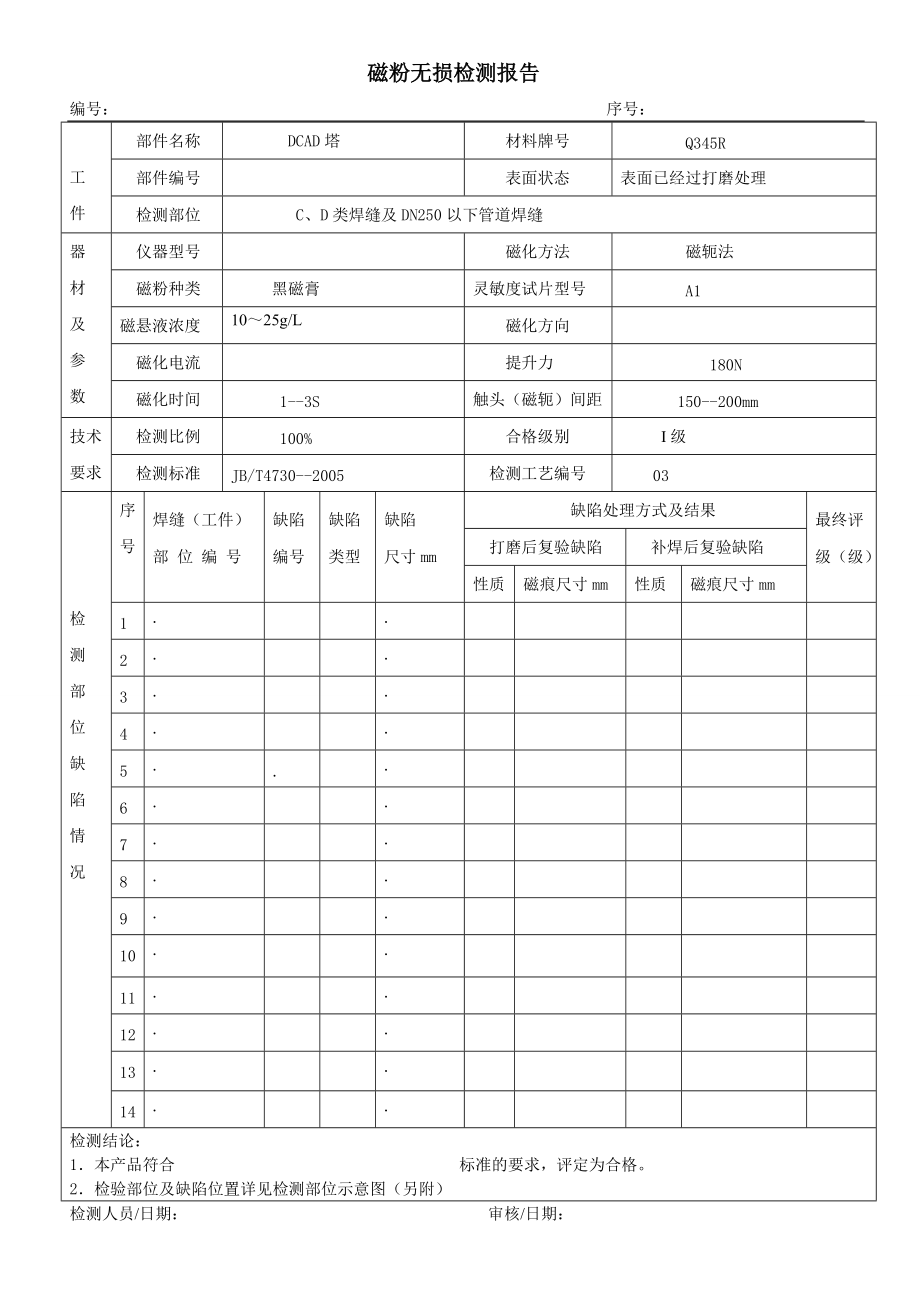
1、 磁粉无损检测报告编号: 序号:工件部件名称 DCAD塔材料牌号 Q345R部件编号表面状态表面已经过打磨处理检测部位 C、D类焊缝及DN250以下管道焊缝器材及参数仪器型号磁化方法 磁轭法磁粉种类 黑磁膏灵敏度试片型号A1磁悬液浓度1025g/L磁化方向磁化电流提升力 180N磁化时间 1-3S触头(磁轭)间距 150-200mm技术要求检测比例100%合格级别 I级检测标准JB/T4730-2005检测工艺编号 03检测部位缺陷情况序号焊缝(工件)部 位 编 号缺陷编号缺陷类型缺陷尺寸mm缺陷处理方式及结果最终评级(级)打磨后复验缺陷补焊后复验缺陷性质磁痕尺寸mm性质磁痕尺寸mm1.2.3
2、.4.5.6.7.8.9.10.11.12.13.14.检测结论:1本产品符合 标准的要求,评定为合格。2检验部位及缺陷位置详见检测部位示意图(另附)检测人员/日期: 审核/日期: 渗透无损检测报告编号:2012-136-T12 序号:01工件部件名称DCAC塔材料牌号Q345R检测时机焊接完24h后表面状态清除并打磨焊缝及热影响区表面检测部位DN250mm接管D类焊缝器材及参数渗透剂种类便携式检测方法 喷涂渗透剂DPT-5 乳化剂 /清洗剂DPT-5显像剂DPT-5渗透剂施加方法喷 刷 浸 浇渗透时间 10min乳化剂施加方法喷 刷 浸 浇 乳化时间 /min显像剂施加方法喷 刷 浸 浇 显
3、像时间 7min工件温度 8 对比试块类型 铝合金 镀铬技术要求检测比例100%合格级别 级检测标准 JB/T4730.5-2005 检测工艺编号 /检测部位缺陷情况序号焊缝(工件)部 位 编 号缺陷编号缺陷类型缺陷迹痕尺寸mm缺陷处理方式及结果最终评级(级)打磨后复验缺陷补焊后复验缺陷性质磁痕尺寸mm性质磁痕尺寸mm123456检测结论:1本产品符合JB/T4730.5-2005标准的要求,评定为合格。2检验部位及缺陷位置详见检测部位示意图(另附)检测人员/日期: 审核/日期: 磁粉无损检测报告设备编号:2012-136-T12 序号:01工件部件名称 DCAD塔材料牌号 Q345R检测时机
4、焊接完24h后表面状态清除并打磨焊缝及热影响区表面检测部位 C、D类焊缝器材及参数仪器型号CJE交流电磁轭磁化方法 磁轭法磁粉种类 黑磁膏灵敏度试片型号A1-30/100磁悬液浓度1025g/L检测方法连续法磁悬液施加方法浇法提升力 45N磁化时间 1-3S触头(磁轭)间距 150-200mm检测标准 JB4730。4-2005合格级别 (级) I级要求检测比例 100%技术要求检测比例100%实际检测焊缝总长mm300米54道最终合格数300米最终评定结果级级实际检测焊口数(道)54道 缺陷及返修情况说明 检 测 结 果本工程(产品)返修共计 0 处,最高返修次数 0 次。超标缺陷部位返修后
5、经复验合格。本工程(产品)焊缝质量符合 JB4730-2005I 级的要求, 结果合格。一次焊缝合格率 100 %,一次合格率 100 %。3.检测位置情况详见评定表检测位置示意图(另附)。检测人:MTII 日期: 年 月 日签发人:MTII 日期: 年 月 日检验单位盖章 日期: 年 月 日磁粉无损检测记录 检测部位缺陷情况序号焊缝(工件)部 位 编 号缺陷编号缺陷类型工件尺寸mm缺陷处理方式及结果最终评级(级)打磨后复验缺陷补焊后复验缺陷性质磁痕尺寸mm性质磁痕尺寸mm1加强圈B1DN50002加强圈B2DN50003加强圈B3DN50004加强圈B4DN50005加强圈B5DN50006
6、加强圈B6DN50007加强圈B7DN50008加强圈B81气孔DN50009加强圈B9DN500010加强圈B10DN500011加强圈B11DN500013加强圈B12DN500014加强圈B132气孔DN500015加强圈B14DN500016加强圈B15DN500017加强圈B16DN500018补强圈1内102619外圆1080020补强圈2内924.21外200022补强圈3内110823外200024C135025C28026C380磁粉无损检测记录检测部位缺陷情况序号焊缝(工件)部 位 编 号缺陷编号缺陷类型工件尺寸mm缺陷处理方式及结果最终评级(级)打磨后复验缺陷补焊后复验缺
7、陷性质磁痕尺寸mm性质磁痕尺寸mm25C41气孔8026C58027C68028D190029D260030D360031D460032D590033D68034D78035D88036D98037D108038D1125039D1235040D1325041D148042D158043D1680044D1780045D188046D1910047D2080048D2155049D2210050D2312051D241300磁粉无损检测记录检测部位缺陷情况序号焊缝(工件)部 位 编 号缺陷编号缺陷类型工件尺寸mm缺陷处理方式及结果最终评级(级)打磨后复验缺陷补焊后复验缺陷性质磁痕尺寸mm性质磁
8、痕尺寸mm52D2535053D2635054D27.2气孔200055吊耳焊缝2个.磁粉无损检测报告设备编号:2012-137-FB37 序号:02工件部件名称 水冷却塔材料牌号 Q345R检测时机焊接完24h后表面状态清除并打磨焊缝及热影响区表面检测部位 C、D类焊缝器材及参数仪器型号CJE交流电磁轭磁化方法 磁轭法磁粉种类 黑磁膏灵敏度试片型号A1-30/100磁悬液浓度1025g/L检测方法连续法磁悬液施加方法 浇法提升力 45N磁化时间 1-3S触头(磁轭)间距 150-200mm检测标准 JB4730。4-2005合格级别 (级) I级要求检测比例 100%技术要求检测比例100%
9、实际检测焊缝总长211米31道最终合格数31道最终评定结果级级级)实际检测焊口数(道)211米 缺陷及返修情况说明 检 测 结 果本工程(产品)返修共计 0 处,最高返修次数 0 次。超标缺陷部位返修后经复验合格。本工程(产品)焊缝质量符合 JB4730-2005 级的要求, 结果合格。一次焊缝合格率 100 %,一次合格率 100 %。3.检测位置详见焊缝位置示意图(另附)。检测人: 日期: 年 月 日签发人: 日期: 年 月 日检验单位盖章 日期: 年 月 日 渗透无损检测报告编号:2012-137-FB37 序号:02工件部件名称水冷却塔材料牌号Q345R检测时机焊接完24h后表面状态清
10、除并打磨焊缝及热影响区表面检测部位DN250mm接管D类焊缝器材及参数渗透剂种类便携式检测方法 喷涂渗透剂DPT-5 乳化剂 /清洗剂DPT-5显像剂DPT-5渗透剂施加方法喷 刷 浸 浇渗透时间 10min乳化剂施加方法喷 刷 浸 浇 乳化时间 /min显像剂施加方法喷 刷 浸 浇 显像时间 7min工件温度 8 对比试块类型 铝合金 镀铬技术要求检测比例100%合格级别 级检测标准 JB/T4730.5-2005 检测工艺编号 /检测部位缺陷情况序号焊缝(工件)部 位 编 号缺陷编号缺陷类型缺陷迹痕尺寸mm缺陷处理方式及结果最终评级(级)打磨后复验缺陷补焊后复验缺陷性质磁痕尺寸mm性质磁痕
11、尺寸mm123456检测结论:1本产品符合JB/T4730.5-2005 标准的要求,评定为合格。2检验部位及缺陷位置详见检测部位示意图(另附)检测人员/日期: 审核/日期: 磁粉无损检测记录检测部位缺陷情况序号焊缝(工件)部 位 编 号缺陷编号缺陷类型工件尺寸mm缺陷处理方式及结果最终评级(级)打磨后复验缺陷补焊后复验缺陷性质磁痕尺寸mm性质磁痕尺寸mm1加强圈B11气孔DN52002加强圈B2DN52003加强圈B3DN52004加强圈B4DN52005加强圈B5DN52006加强圈B6DN52007加强圈B7DN52008加强圈B8DN52009加强圈B9DN520010加强圈B10DN
12、520011D160012D260013D310014D412015D520016D6202217D710018D812019D95020D102气孔22021D1120022D12100023D13100024D1410025D15120 磁粉无损检测记录检测部位缺陷情况序号焊缝(工件)部 位 编 号缺陷编号缺陷类型工件尺寸mm缺陷处理方式及结果最终评级(级)打磨后复验缺陷补焊后复验缺陷性质磁痕尺寸mm性质磁痕尺寸mm25D161气孔24026D17300027D1810028D1912029D2010030D21522431D2224032吊耳焊缝2个33.34.35.36.37.38.39.40.41.42.43.44.45.46.47.48.49.50.
 无损检测报告MTPTUTRT通用报告汇编
无损检测报告MTPTUTRT通用报告汇编