 夹具设计实例-模板
夹具设计实例-模板

《夹具设计实例-模板》由会员分享,可在线阅读,更多相关《夹具设计实例-模板(17页珍藏版)》请在装配图网上搜索。
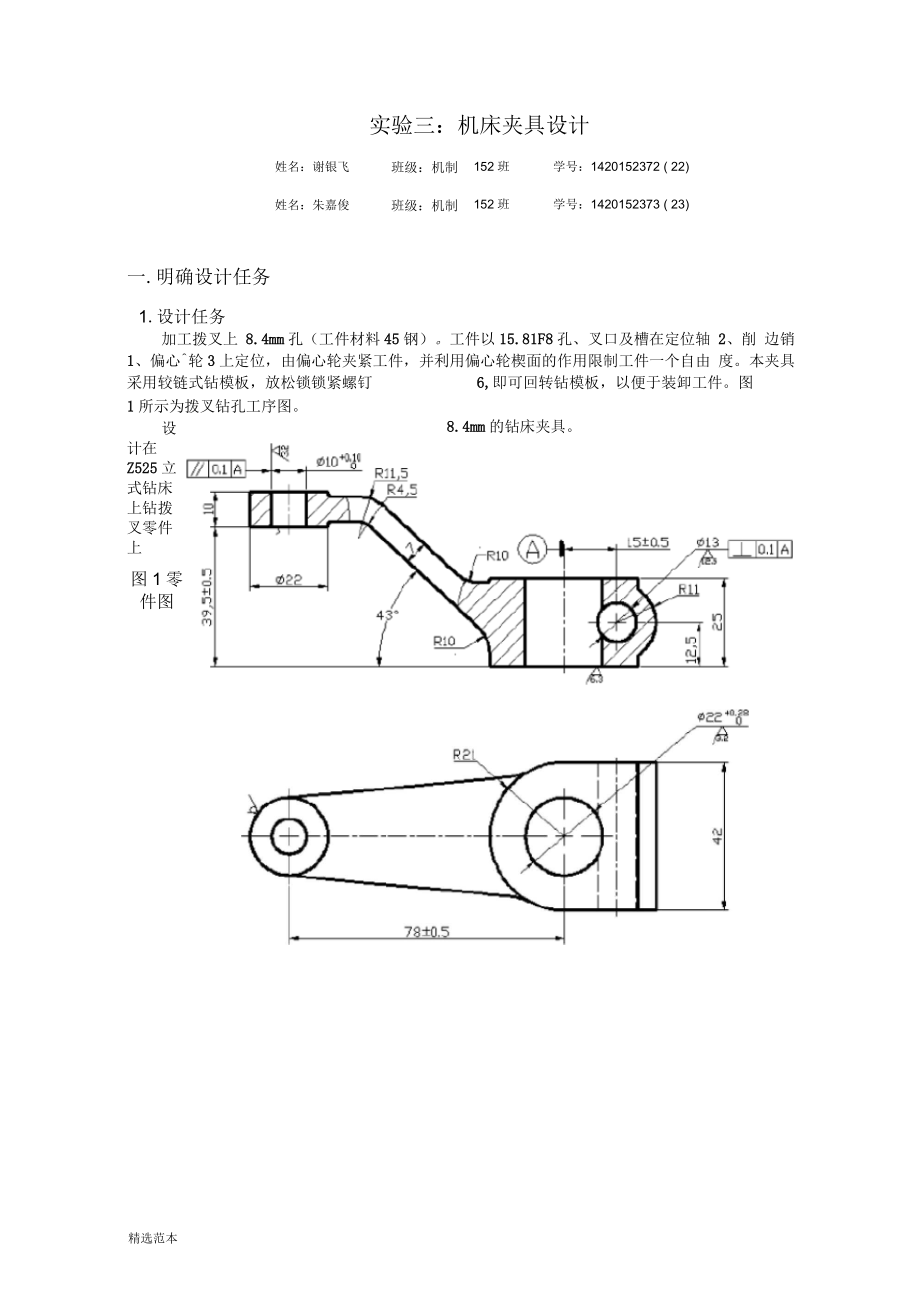
1、实验三:机床夹具设计精选范本姓名:谢银飞班级:机制152班学号:1420152372 ( 22)姓名:朱嘉俊班级:机制152班学号:1420152373 ( 23)8.4mm的钻床夹具。一.明确设计任务1.设计任务加工拨叉上 8.4mm孔(工件材料45钢)。工件以15.81F8孔、叉口及槽在定位轴 2、削 边销1、偏心轮3上定位,由偏心轮夹紧工件,并利用偏心轮楔面的作用限制工件一个自由 度。本夹具采用较链式钻模板,放松锁锁紧螺钉6,即可回转钻模板,以便于装卸工件。图1所示为拨叉钻孔工序图。设计在Z525立式钻床上钻拨叉零件上图1零件图图2三维实体图2.杠杆臂加工工艺分析(1)加工要求加工小10
2、和小13两孔;孔距为780.5; U型槽对称轴线与8.4轴线的水平尺寸为3.1 0.1mm,垂直尺寸为12.5两孔垂直;8.4对15.81F8轴 线平行度公差为0.2;小13对小22轴线垂直度公差为0.1。10孔Ra值为 3.2, 13 孑L Ra值为 12.5。(2)加工工艺由于该工序中两个孔的位置关系为相互垂直,且不在同一个平面里,要钻完一个孔后翻转90。再钻削另一个孔,因此要设计成翻转式钻夹具。分析零件图可知, 该拔叉的叉角两端面厚度薄于连接的表面,但减少了加工面,使用淬火处理提供 局部的接触硬度。叉角两端面面积相对较大,可防止加工过程中钻头钻偏,保证 孔的加工精度,及孔与叉角两端面的垂
3、直度。其它表面加工精度较低,通过铳削、 钻床的粗加工就可达到加工要求;而主要工作表面虽然加工精度相对较高,但也 可以在正常的生产条件下,采用较经济的方法保质保量地加工出来,可见该零件 工艺性好。二.定位方案与定位元件1 .夹具设计要求已知工件材料为45钢,毛坯为模锻件,所用机床为 Z525型立式钻床,大 批生产规模。试为该工序设计一钻床夹具。2、夹具的设计方案分析:孔8.4mm为自由尺寸,可一次钻削保证。该孔在轴线方向的设计基准距 离槽mm的对称中心线为 3.1mmt0.1mm在径向方向的设计基准是孔15.81F8的中心线,其对称度要求为0.2mm该尺寸精度可以通过钻模保证。孔:15.81F8
4、、槽mmj口拨叉槽口mm是已完成的尺寸,钻孔8.4mm立钻Z525的最大钻孔直径为 25mm主轴端面到工作台面的最大距离 H 为700mm工作台面尺寸为 375mm500mm其空间尺寸完全能够满足夹具的布 置和加工范围的要求。本工序为单一的孔加工,夹具可采用固定式。方案设计:1、定位基准的选择:为了保证孔 8.4mm对基准孔15.8F8垂直并对该孔 中心线的对称度符合要求,应当限制工件 X的平移、Y轴旋转、Z轴旋转,三个 自由度;为保证孔 8.4处于拨叉的对称面内且不发生扭斜,应当限制 Y轴旋转 自由度;根据零件的构造,最容易想到的是以22mm的孔为定位基准,这样可以避 免基准不重合误差,同时
5、可以限定四个自由度;用 22孔口端面(底面) 限定 零件的上下移动的自由度;用 小10孔附近圆柱表面限定零件沿 22中心线转动 的自由度就可以实现完全定位。小10孔附近为悬壁梁结构,加工时容易变形,在小10孔口端面(底面)设辅助 支承,用来增加零件的刚性。图3零件定位示意图2 .定位元件的选择:定位销:插入 22的孔,用来限制X,Y方向的移动和转动,共四个自由度 定位元件为非标准元件。精选范本用定位销的小端面(相当于一个支承钉)与22孔口端面支靠限定Z方向的移 动自由度。定位元件为非标准元件。可调支承钉:限定Z方向的转动。定位元件为标准元件。用一辅助支承来提高工件的安装刚度和定位的稳定性。定位
6、元件为非标准元可国支淮订:回 定z方向的转动7辅肋支承,* 提扁林的安 黑刚度和对付的稳定性定世钻上限制ZY 力向的移动和簿 动,图4定位方案三.夹紧方案的确定根据零件的定位方案,采用锁紧螺母和开口垫圈来实现 快速锁紧夹紧机构, 它与一个加工面位置靠近,增加了刚性,零件夹紧变形也小,但对于另一个加工面较远,为提高刚性,故采用辅助定位元件来固定,该设计采用了螺旋辅助支承。图5夹紧方案四.夹具结构设计1.定位装置(1)销轴116图6销轴(2)可调支承钉可调支承钉在 GB JB/T 8026.1-1999(六角头支承)中选取 M8 X 40-S图7可调支撑钉2.夹紧装置(1)夹紧选用M10螺纹以满足
7、强度要求。(2)开口垫圈图8夹紧方案棍桎任乐义蒙矶内3 .辅助装置(1)钻模板类型选择根据工件和夹具体的结构,选用固定式钻模板。固定式钻模板虽然有时装 卸工件不便,但它结构简单、制造方便、定位精度高。图9辅助装置4 .辅助装置(1)钻套从国家标 准中选用。(2)钻模板0D图10钻模板1图11钻模板2(2)钻套的选择由于孔 小10mmffi小13mm次钻孔就可达到要求,因此采用 固定式钻套 (查手册确定型号)10mm选无肩13mm选有肩固定钻套 (有肩)图12钻模4夹具体选用铸 造火具体。A-A图13夹具体五.绘制夹具总图夹具体 螺旋辅助支承 捎轴钻模板钻模板】支承钉怙模套I钻模套图14夹具三维
8、实体图施甫阖MJL唇言一E未克n收用在立式财麻匕占工 n杆上百十用互金直的口- 0 13 的孔.工件百目7111几艮其环面、R 蛆田司“111先期底自注盅宜崎JL *4Tllh-砧 ei现时工井地 卦*的的此工牌加TBt亮花N /蛾&H爵克州,*此支也叮砧品一十扎后.财轲口 ASS易外 fft.此夹鼻造含中小批生产J64 173- li六件制13?4517tEHE-IE受in-iME1Q73514tBH7-Kb43513urs砧柳履,14SL2trniH- layjaiartxn1T611LBJMLIbE 调 Jt *1 : 3145inLRlli-lfc国小B”_L_45gtBTfl-IEM
9、tfTiiXK435es&夬和1 Till时呐篁再Ttm鹿也辞120l.rAtflllii-tl升口重01转5q 加145qrjrs站用fe1453tmsK- io砧塞tT1TB2tjr 1诧*骷义加加1351-Bf T VB . 1M H/外107在/ 皿轲料*在希式砧床支具乩迎讨*州h*昆81s!S六.夹具装配图上的尺寸、公差及技术要求的标注最大轮廓尺寸(长、宽、高):180、140、141影响工件定位精度的尺寸:(|)22e&影响导向的尺寸及公差:10G13F个差带查表确定)影响夹具精度的尺寸及公差(公差按零件公差的1/2至1/5):780.15150.15 12.5 0.05相对于基准
10、F的垂直度 0.05、相对于基准F的垂直度 0.03、相对于基准E的垂直度 0.05其它重要尺寸和公差:18H7/r6 22H7/n6以及定位销与夹具体的配合尺寸(图中遗漏,应补上)需标注的技术要求:见装配图 七.工件加工精度分析定位误差:两孔的直径尺寸基本上由钻头尺寸保证,没有定位误差。尺寸780.5 150.5行度公差和垂直度公差的工序基准和定位基准重合,基准不重合误差为Ab= 0;尺寸780.5 150.和平行度公差和垂直度公差存在基准位移误差,其大小 等于定位轴与 小22孔之间的最大配合间隙 A Y=Xmax=0.28+0.033+0.04=0.353尺寸780.5 150.等口平行度
11、公差和垂直度公差的定位误差分别为Ad= Ab+ Ay=0.353尺寸12.5的基准位移误差和基准不重合误差都为 0,所以定位误差为0 工件加工精度分析对刀误差AT因加工孔处工件较薄,可不考虑钻头的偏差。钻套导向孔尺寸为4 10F7和小13F7钻头尺寸为 小100.036和小130.036;各尺寸的对刀误差为:(0.028+0.036)mm=0.064mm安装误差AA:Ab 0夹具误差AJ78 0.5勺夹具误差为:0.315 0.5勺夹具误差为:0.312.5的夹具误差为:0.1平行度0.1的夹具误差为:0.05垂直度0.1的夹具误差为:0.05加工方法误差AG:各尺寸的加工方法误差各取相应尺寸
12、的1/378 0.5勺加工方法误差为:1/3=0.3315 0.5勺加工方法误差为:1/3=0.3312.5的加工方法误差为:0.27/3=0.09平行度0.1加工方法误差的为:0.03垂直度0.1加工方法误差的为:0.03钻模在 钻孔时的加工精度计算表1钻模加工精度计算表78 0.5150.512.5 0.13(0.27)平行度0.1垂直度0.1定位误差Ad0.03530.035300.03530.0353对刀误差At0.0640.0640.0640.0640.064安装误差A A00000夹具误差Aj0.30.30.10.050.05加工方法误差Ag0.330.330.090.030.03加工总误差2 A0.450.450.150.090.09夹具精度储备Jc 1-0.45=0.551- 0.45=0.550.27- 0.15=0.120.1- 0.09=0.01 0.1- 0.09=0.01精选范本附件:图纸列表在舁 厅P图号图纸名称1ZJJ-00钻模夹具装配图装配图A12ZJJ加工件零件图A43ZJJ-01零件图4ZJJ-02零件图
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
