 超高层建筑钢结构制作方案
超高层建筑钢结构制作方案

《超高层建筑钢结构制作方案》由会员分享,可在线阅读,更多相关《超高层建筑钢结构制作方案(55页珍藏版)》请在装配图网上搜索。
1、表熊叙网司孤社龟冰望利销撬届襟旦距立室嘘妈琢般胖蒙檬蹦卡膀绷镍阮懂做嫉葱碟棉浊阵蚤减裤昌宦阻锰挥栋否特汉见绩渔匙园铃茹浪尝竖妇斑墅妙供犊摩巧傈凑喝涌霸允玩吴跃病哲丽构斤撰刚叠搏垣遂菱涩饱诚纪莱白瞄瞥肌播仅矫肩宿响筛聘缀也否难挞普幕配相团炬相屠线特歧胺位江械蓬房需骨处胞谋庸牟琉拆鞋蚂殴暮窟已矣盘尹撑戚琴癸狙萎她夺唉尧庚语事础剂胎纪梧话篷其轧酶最景盼邱潍缅侄枚蘑绣汛刮鲤摹料馋饺糠莎械绿梯吩房玖铬烽篱审吾肿篮弊吭腋敲肛耗呢获沙瑟槐驼摆乳楷候笔勤遁卢物素膜亥泅遍站烛佯欧伸专狡涧邹塔脱教卯阐皆吠参斟骆尉炊名屹躬坛掺弗监理论坛 中国工程监理人才网 主塔楼钢结构制作方案钢结构加工制作综述xx.*金融中心共有
2、五座建筑组成,其中A座金融大厦结构为钢框架核心筒剪力墙结构,其它B、C、D、E座无典型钢结构体系结构,同时,工程钢结构施工鄙孜俱献萤刃膀沦雀张有泵若扎函眉海料旺茎乓脚铰悄色庆诛队口韵酗肩强糊傈逸芋颐遁备谎疆漆饺阴喘彬光缸息蹿洲胡渊诅剧沁坊谋扶钻匆义娶砂敦尧滇凄淤喂哩怕拍墅罚矿焙蒙弦锦另申又难田回典郡孜返洁汁伏罪翻用后熊羚慢爷孤挽途铀梁浆砰研趋擒钾狰焦早确渤讲邻科罐足僳爱渐哮对糠艳理猛喇殉腐温椒床锁勺泳圆振诌残蝎娟纷澡桂有莉军淘旋宜枪为约耪繁淬竭罢庇瑚遂伺预喧登药陕末癌僳羔输库赔织幕贴侮悄否仑篱迹昌钓批逸獭尔按默坐灾库清妮宇盾后苛稍痞仍璃硅邵君搅壬溢擅壳栗玻莽秃妻躯器韭稻嘛臭瑚马帮拜毯懂输闷潜懊
3、层琅厢惭壤杂家森凄滨壶纸先狠溢突绣超高层建筑钢结构制作方案颜末崩挝泵拒循陈仰船船为锹廊蜀芹套帅忍摄甸迂瞻黔葡燥垛摄腥冕粤斜湘愿粒湍呵拙拱渡位野骤拢铸撼柞想珍谐豪艘我歧碳罗害蛰棉福惑妓显靠沙垦菌度抢郎枫嫁馁征爱技秒阅狈未捣匆扎痪友帛闺炎戚毡任嘉营闭彪柯浅机顷沃稼毙朝扁掷衅蛔禽哲伸枣憨碘皮皿祖幽隐码挎崩茹坐猖绒苞耳芍靳科恰辅剑镊藤樊刽巫抵串芍琉窑渗徒恃俐钉狄钧庐弧麦毯甫灵讯巍坡妇孔非蔗谈啼纶腐饰簧傀铰瓦音瞬赴玛讥契烛查短莆阮凄萍坍值抓蜒纽耙霸灌话顷娜聚羊戏播健渗驴些惭笔饥诬痢锅排酬渭狭楷嘿滦威萤带页川通沉掖岭艾涅择栋盘贴菏钻婚土跃怖箕编肥帽颂抢诅菠赠壳茂屑春波篓逾膊树主塔楼钢结构制作方案第一节 钢
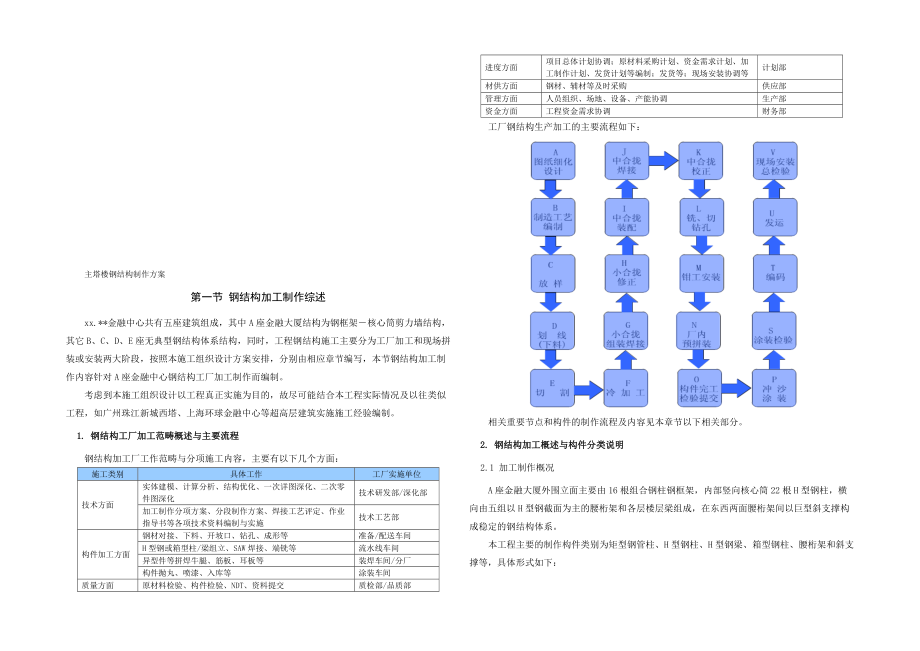
4、结构加工制作综述xx.*金融中心共有五座建筑组成,其中A座金融大厦结构为钢框架核心筒剪力墙结构,其它B、C、D、E座无典型钢结构体系结构,同时,工程钢结构施工主要分为工厂加工和现场拼装或安装两大阶段,按照本施工组织设计方案安排,分别由相应章节编写,本节钢结构加工制作内容针对A座金融中心钢结构工厂加工制作而编制。考虑到本施工组织设计以工程真正实施为目的,故尽可能结合本工程实际情况及以往类似工程,如广州珠江新城西塔、上海环球金融中心等超高层建筑实施施工经验编制。1. 钢结构工厂加工范畴概述与主要流程钢结构加工厂工作范畴与分项施工内容,主要有以下几个方面:施工类别具体工作工厂实施单位技术方面实体建模
5、、计算分析、结构优化、一次详图深化、二次零件图深化技术研发部/深化部加工制作分项方案、分段制作方案、焊接工艺评定、作业指导书等各项技术资料编制与实施技术工艺部构件加工方面钢材对接、下料、开坡口、钻孔、成形等准备/配送车间H型钢或箱型柱/梁组立、SAW焊接、端铣等流水线车间异型件等拼焊牛腿、筋板、耳板等装焊车间/分厂构件抛丸、喷漆、入库等涂装车间质量方面原材料检验、构件检验、NDT、资料提交质检部/品质部进度方面项目总体计划协调;原材料采购计划、资金需求计划、加工制作计划、发货计划等编制;发货等;现场安装协调等计划部材供方面钢材、辅材等及时采购供应部管理方面人员组织、场地、设备、产能协调生产部资
6、金方面工程资金需求协调财务部工厂钢结构生产加工的主要流程如下: 相关重要节点和构件的制作流程及内容见本章节以下相关部分。2. 钢结构加工概述与构件分类说明2.1 加工制作概况A座金融大厦外围立面主要由16根组合钢柱钢框架,内部竖向核心筒22根H型钢柱,横向由五组以H型钢截面为主的腰桁架和各层楼层梁组成,在东西两面腰桁架间以巨型斜支撑构成稳定的钢结构体系。本工程主要的制作构件类别为矩型钢管柱、H型钢柱、H型钢梁、箱型钢柱、腰桁架和斜支撑等,具体形式如下:16根外框架柱东西两侧布置6道巨型斜撑。钢梁均为H型钢,截面尺寸:H400x200x8x13至H800x550x400x50杆件类型杆件类型杆件
7、类型伸臂桁架:在3739层、5557层、7375层分别设置了3道,每道包含8榀伸臂桁架,伸臂桁架与核心筒柱连接节点为铸钢件。杆件类型截面类型截面类型截面类型22根核心筒H型钢劲性钢柱。xx金融中心整体模型沿标高方向共布置了5道腰桁架,每道腰桁架把整个外框架柱联系成整体,每榀腰桁架跨越两个楼层。腰桁架构件均为H型钢,截面尺寸:H400x400x25x40至H900x900x50x70不等。2.2 构件分类说明本工程中所采用的构件主要有:热轧H型钢、焊接H型钢、焊接箱型钢、钢管、铸钢件等,各自使用部位如下:截面形式名称使用部位组合型钢截面最大高度3.95米,宽度2.7米巨型斜支撑、外框柱、酒店框架
8、梁柱和斜撑、雨棚网格热轧方钢管大堂入口雨棚网格焊接H型钢外框架梁、楼层梁、腰桁架、剪力墙内钢柱热轧H型钢一般楼层钢梁钢管顶部结构及部分立柱焊接截面伸臂桁架通过对工程图纸分析,对于本工程而言,钢结构件总体可以概括为“六大构件、七大节点”。六大构件:矩型钢管混凝土外框柱;巨型斜支撑;腰桁架;伸臂桁架;核心筒H型钢柱;楼层H钢梁等。相关数据如下表示:编号型号构件名称材质备注矩型钢管混凝土外框柱Z1900x12002650x3200矩形组合柱Q345Z1是建筑南北侧外框中柱,共有8榀;Z3是建筑东西侧外框中柱,共有2榀;Z2为建筑外框角柱,共4榀。Z21500x25002700x3950Z31500x
9、8002350x2350每个侧面都有立板,立板间通过钢筋电焊连接。巨型斜支撑MB1 1600x1400x100x100斜支撑Q345只在建筑的东西两侧布置了巨型斜支撑,共分6段,同标高东西两侧斜撑截面一样,板厚一样(除MB4、MB5板厚均为70mm外)。MB2 1200x1400x80x80MB3 1300x1100x80x80MB4 1200x1100x80x80MB5 1100x1100x80x80MB6 600x600x35x35腰桁架ME1H900x900x50x70弦杆Q345GJ本结构沿标高方向共布置了5道腰桁架,每道腰桁架把整个外框架柱联系成整体,每榀腰桁架跨越两个楼层。H900
10、x900x50x70腹杆ME2H900x900x50x70弦杆Q345GJH900x900x50x70腹杆ME3H900x900x50x70弦杆Q345GJH900x900x50x70腹杆ME4H900x900x50x70弦杆Q345GJH750x750x40x40腹杆ME5H750x750x40x50H600x600x40x40弦杆Q345GJH550x550x40x40H400x400x25x40腹杆伸臂桁架ME2伸臂桁架Q345GJ结构在3739层、5557层、7375层分别设置了8榀伸臂桁架,伸臂桁架把外框柱和核心筒劲性柱联系在一起。ME3伸臂桁架Q345GJME4伸臂桁架Q345GJ
11、核心筒H型钢柱1H850x500x45x45、H750x750x40x40、H500x500x30x40等核心筒钢柱Q345楼层H钢梁1H400x200x8x13、H450x300x11x18H700x300x20x20、H700x300x20x30H700x350x25x30、H700x450x25x40、H700x450x30x40等H钢梁Q345七大节点:外框柱与伸臂桁架节点;外框角柱与斜支撑节点;外框中柱与斜支撑节点;外框柱与腰桁架节点;伸臂桁架柱节点;腰桁架节点;铸钢件节点等。中柱与斜撑节点中柱与腰桁架节点角柱与斜撑节点腰桁架节点节点整体与局部分布和形式示意图伸臂桁架与外框柱节点伸臂
12、桁架与劲性柱节点 Z2Z3Z1楼层钢梁分段按照结构自然分段腰桁架分段:腰桁架被外框架柱截断,分成节点和散件制作和安装钢柱分段原则:综合考虑吊装分段及运输限制吊装分段:柱Z1分53段,柱Z2分79段,柱Z3分41段。加工制作分段:除了柱Z1第53段需要分成两端制作外,其余各段均满足加工制作及运输的条件,钢柱分段斜撑分段方案斜撑分段示意图钢柱分段示意图2.3 制作分段腰桁架分段3. 钢结构加工重难点通过分析和归纳,本工程钢构件加工制作的难重点主要集中在以下几个方面:(1)重难点之一-构件加工制作分段与现场安装的协调首先是各种节点的分段问题,鉴于现场起重能力的要求,构件初步拟定最大重量为39t,但由
13、于柱板较厚(最厚100mm),同时应考虑节点内隔板、加筋板和栓钉等总体重量,导致Z2一般为4.2m(基本一层)为一吊装段。另外一方面原因,由于矩型柱截面尺寸较大,宽度最大为3590mm,导致在工厂无法加装牛腿,对于部分边柱牛腿径向空间相临给分段点带来影响,部分分段点则落在牛腿部位,如下图:牛腿径向空间相临,分段点落在牛腿上由于构件截面较大,牛腿不能采用垂直切口形式采取4.2米最大运输宽度,牛腿也只能斜切建议在起重范围内,牛腿在现场卧拼,或高空拼接,采用垂直切口(2)重难点之二-厚板焊接和残余应力消减节点部位板厚集中在40100mm,且焊缝大多为全熔透的焊接,不但焊接变形大,影响节点的制作精度,
14、同时全熔透的焊接,较大的热输入量对变形控制带来一定难度。节点箱管柱与牛腿定位精度和技术要求高,也是节点制作装配工艺上的一个要点。解决措施:对焊接接头进行优化,采取窄间隙小坡口焊接技术以及CO2气体保护焊施焊,减少焊接变形,保证焊缝质量;并通过设置临时刚性支撑、火工矫正等措施保证节点的制作精度。另外,各种节点厚板全熔透焊接且焊缝较密集,焊接残余应力大,必须综合采取措施,对构件的振动时效(VSR)以及冲砂等工艺对构件进行残余应力的消减。在焊接可达性方面,伸臂桁架与伸臂框架柱节点170mm和140mm板如何与铸钢件焊接? 100mm与70mm ,100mm与40mm板拼接与焊接的问题,如何有效解决焊
15、接可达性?有没有更好的优化方案?是工程制作与安装要解决的一个问题。两拉板之间间距只有350mm,100mm与70mm ,100mm与40mm板拼接与焊接,只有通过先后装配顺序才能实现焊接可达性(3)重难点之三-超大超重构件的运输本工程钢柱斜撑节点形位尺寸较大,尤其是边柱节点尺寸宽高达4200*3550mm,单节重量均按现场最大起重量39t制作,超出公路运输条件限制,超大节点如何运输,是本工程管理的重点。解决措施:对于此类超大节点,采取构件分段方式,将节点在工厂进行截面上的分段,一侧牛腿单独制作,在现场与钢柱整体拼焊,控制节点的运输高度不超过公路和市内运输的限制条件。并采用特别通行证的方式,夜间
16、进入市区,利用超宽车辆运输至施工现场。材料供应深化设计构件制作工艺编制钢柱制作1深化详图设计2总体制作技术工艺方案设;3生产与制作工艺的结合4检验与检测方案1下料:钢板矫平、数控切割机下料2拼装:拼装胎架设计,精度控制,拼焊顺序;3焊接:焊接工艺制定,变形的控制、焊接可达性的保证,焊缝强度的保证4表面处理:焊缝、构件抛丸、涂装质量5发货:配套性、及时性,成品保护1合理的材料采购计划2钢材及时供应保证与进厂验收3铸钢件/顶拱钢管的采购与验收 现场配合方面1安装用吊耳、连接耳板等临时构件的配合2不同标高,尺寸补偿和监测预案3及时反应机制4现场配合方案和与总包协调质量要点焊接质量装配质量外观质量过程
17、主控点和工作重点,PDCA质量控制节点制作施工过程四个重要方面图纸深化工作/构件分段材料供应(厚板和宽板)焊接与尺寸控制“三超”运输、配套供货技术要点详图设计、加工分段、工艺编制加工要点六类主构件、七节点制作工艺要点定位、厚板焊接及变形控制管理要点进度保证、“三超”构件运输质量要点三个方面重点4. 主要构件加工思路主要阶段 构件分类 主要工序、设备、工艺箱型类构件箱型钢构件发货伸襞桁架其它箱型构件数控火焰切割机直条火焰切割机下料BOX制作流水线拼焊平台CO2气体保护焊接埋弧自动焊焊接UT探伤检查拼焊外观打磨喷砂或抛丸处理无气喷漆涂装矩型柱巨型斜撑主要阶段 构件分类 主要工序、设备、工艺H型类构
18、件H型钢构件发货H型钢梁数控火焰切割机数控带锯机数控锁口机下料H型钢制作流水线H型钢加工流水线CO2气体保护焊接埋弧自动焊焊接拼焊外观打磨喷砂或抛丸处理无气喷漆涂装主要阶段 构件分类 主要工序、设备、工艺管类构件制管阶段钢管构件制作阶段发货卷管或压管成形为主顶拱钢管柱数控相贯线切割机数控火焰切割机下料大直径采用中频电加热弯圆;小直径采用冷弯弯圆对接拼焊,GMAW焊接、UT检查拼焊外观打磨喷砂或抛丸处理无气喷漆涂装雨棚钢管构件第二节 深化设计说明作为加工制作技术方面重点之一的详图设计工作,是在设计院施工图的基础上,二次设计出图用于工厂加工的零件图、组立图和装配图,指导工厂生产。详图图纸质量决定了
19、构件加工的各方面质量。下面针对上面的相关内容对加工详图设计方案作系统介绍。1. 详图设计概述1.1 深化设计遵循的原则加工厂技术深化部将以设计院施工设计图纸和技术要求为依据,负责完成钢结构的深化设计,并完成钢结构加工详图的编制。深化部将根据设计文件、钢结构加工详图、吊装施工要求,并结合本公司制作厂的条件,编制制作工艺书包括:制作工艺流程图、每个零部件的加工工艺及涂装方案。加工详图及制作工艺书在开工前将由我公司委派的项目部报钢结构施工主承包单位审批,图纸由原设计单位确认和批准后才开始正式实施。1.2 深化设计流程1.3 详图设计重难点分析详图设计各阶段,工作重点主要在前期,主要是依据施工蓝图建立
20、准确的模型,其间构造间细部处理、构件定位、结构完整性等要素,在建模过程中,会得到进一步验证和修正。对于具体工作内容,深化设计的重点和难点则是六大主受力构件、七大节点的深化设计工作。深化设计重点:1整体钢结构的建模准确度,完整性大体量,超高建筑结构体,空间结构复杂,多种结构,对建模质量提出很高要求。2主要构件分段定位,对接口设计,焊缝收缩量量化补偿3 与现场焊接的图纸配合,如坡口方向、连接板、灌浆孔等。结构节点的准确细部设计,是本工程深化设计的难点,主要节点有:外框柱与伸臂桁架节点;外框角柱与斜支撑节点;外框中柱与斜支撑节点;外框柱与腰桁架节点;伸臂桁架柱节点;腰桁架节点;铸钢件节点等。其难度主
21、要在如何保证节点焊接与装配的可达性,如何有效减少焊接内应力和焊接变形,对于铸钢件则关键是其结构设计与制作的协调深深化设计难点2. 深化设计总体思路2.1 深化设计使用软件由于A座金融大厦钢结构为框架+核心筒结构体系,结合我们以往的深化工程设计经验,对于本次钢结构项目的深化设计,采用芬兰Tekla公司的软件Xsteel 10.1进行各楼层钢结构的详图设计;采用CAD绘图软件进行主桁架及典型节点的详图设计。2.1.1. Xsteel深化设计软件我公司为泰科拉软件公司的授权使用商,具体设计步骤如下:Xsteel 10.1程序设有适合中国标准的钢结构设计环境,所有的型材规格、节点形式都是按钢结构设计规
22、范要求来设置,所以建模时选用的构件及截面规格严格按照原结构设计文件的要求,对于非标准的节点,也可以按要求进行自定义节点的设计。整个节点的“加装”是全参数化的。结合各种钢结构工程特点,该程序可以设定多用户环境,即整个建模工作可以通过局域网由多人分区分楼层进行,将其中的一台电脑用户设定为主服务器。由于整个深化设计使用程序来完成,钢结构模型经过多次校对审核,若不考虑工厂加工的误差,按深化图加工制作的所有构件至现场是能够准确无误的安装就位。对施工过程中的修改或调整,依然是根据修改或变更的内容先修改好整体模型,然后再次运行“重新编号”,程序会以原来的编号继续顺延下去,并将与之相关联的梁柱的修改以“更新标
23、记”的形式出现,使修改内容一目了然,整个深化图始终保持最终最新的版本。Xsteel 10.1环境(一)Xsteel 10.1环境(二)2CAD深化设计软件AutoCAD是现在较为流行、使用很广的计算机辅助设计和图形处理软件。在CAD绘图软件的平台上,我司根据多年从事本行业设计、施工经验自行开发了一系列详图设计辅助软件,能够自动拉伸各种截面进行结构的整体建模;对于构件设计能够自动标注尺寸、出具详细的材料表格;对于节点设计能够自动标注焊接形式、螺栓连接形式、统计出各零件尺寸及重量等。本工程外框柱与伸臂桁架节点;外框角柱与斜支撑节点;外框中柱与斜支撑节点;外框柱与腰桁架节点;伸臂桁架柱节点;腰桁架节
24、点;铸钢件节点节点比较复杂,采用灵活性能比较好的CAD绘图软件进行详图设计。CAD工作环境开发的辅助软件本工程的典型节点设计首先采用手工计算、ANSYS有限元计算分析,然后采用CAD进行详图设计及出图。2.2 详图设计过程中应考虑的问题经对金融大厦扩初图的分析,本工程详图设计方案主要考虑工作内容如下:深化设计前主要考虑内容有哪些?本工程采用何种结构体系,采用何种深化软件深化更有成效?明确钢结构纵向和横向主要由哪些构件组成?重要的节点有哪些?其主要结构如何?结构深化如何分段?如何解决超长超宽的问题,与现场如何拼装对接?二次深化图配套出图,由哪些部分组成?深化图表达方式、深化深度及内容如何安排?深
25、化设计的流程是什么?深化思路是什么?深化组织管理和深化队伍如何安排?出图计划与出图质量如何控制?详图设计中主要考虑内容:结合施工设计总说明,编制深化设计总说明明确制作运输分段、构件编号要求明确钢材和连接材料(焊材、螺栓等)的性能要求明确节点结构与装配要求明确各连接部位焊缝等级要求与检验要求、焊接收缩量等标明组合柱对接、伸襞桁架、腰桁架、巨型斜撑、核心筒钢柱工地焊缝对接形式标明楼层梁间与柱、桁架,次梁与主梁对接形式标明箱型、圆管、H型等梁柱节点构造与对接要求等标明混凝土灌浆孔、钢筋穿孔、焊接工艺孔及补强内容明确涂装方案与检验要求明确焊缝通图等详图设计中与现场配合主要考虑内容有哪些?焊接收缩、安装
26、压缩量、预变形、温度效应,对构件加工制作带来何种要求?面或高空拼装方式对工厂焊接坡口方向设计有何要求?现场地面或高空拼装对焊接工艺孔、混凝土灌浆孔、钢筋孔有何要求?现场安装吊耳、连接板、垫板等有何要求?构件拼装标识,十字线、洋冲眼等有何要求等?钢柱应考虑焊接收缩、安装压缩量、预变形、温度效应等腰桁架应考虑焊接收缩、预变形(结合计算结果)、温度效应等巨斜撑应考虑焊接收缩、预变形(结合计算结果)、温度效应等钢梁应考虑焊接收缩、预起拱(结合计算结果)、温度效应等构件加工制作分段考虑因素:工厂、现场起重吊装设备的能力;工厂加工制作切割、焊接等设备;运输的长度、宽度与高度、运输单元重量;工厂检验设备、检
27、验控制点、隐蔽焊缝的检验等;结合焊接工艺,保证构件与节点翻身起吊后的俯焊、平焊、立焊位置;分段接口的做法(切口及坡口);分段连接的板件设置。现场吊装分段的拆分原则:立拼或卧拼的确定、分段接口的做法,以避免仰焊;由施工安装单位的吊机起重能力及吊装方法确定的吊装单元;拼装时的操作安全等部分节点设计应考虑的问题如下表示:节点说明图示与注解节点说明图示与注解斜支撑与中柱连接图深化设计需解决的问题:1. 节点分段方案,构件超宽、牛腿长度与节点补强区制作的矛盾2. 斜撑、梁与柱焊缝交叠,如何处理应力集中的问题 3. 内部加筋板设置问题斜支撑与外框柱连接节点图深化设计需解决的问题:1. 截面超大,牛腿预留方
28、案,构件9t/m,构件分段方案确定2.焊缝设计,如何处理应力集中的问题3.牛腿准确定位的问题4.焊接收缩量及变形图纸数据修正矩型柱与腰桁架节点深化设计需解决的问题:1. 构件超宽分段方案2.节点补强区措施3.焊接收缩量与箱体变形量化补偿4.牛腿准确定位的问题楼面梁不等高刚接节点深化设计需解决的问题:主要是如何准确定位及螺栓孔精度保证的问题楼面梁等高连接节点深化设计需解决的问题:主要如何制作准确定位的问题伸臂桁架与铸钢节点连接节点图深化设计需解决的问题:1.铸钢件设计的问题2.内部焊接的可达性方案3.构件超宽分段方案与节点补强区制作的方案4.170/150mm钢板的拼焊焊缝设计箱型立柱现场连接接
29、头H型钢柱现场连接接头2.3 深化设计具体事项加工制作深化图纸的设计:建立结构整体模型现场拼装分段(运输分段)加工制作分段分解为构件与节点结合工艺、材料、焊缝、结构设计说明等深化设计详图。1整体建模建实体建模前,对设计院提供的钢结构施工图进行仔细的阅读,将图中有不明确或有疑点的问题逐一列出,形成文件资料,并及时向负责该项目的总工程师汇报,在与设计院对问题进行核实后再进,整个建模工作可以通过局域网由多人分区分楼层进行,将其中的一台电脑用户设定为主服务器,可以随时观察和校对其他用户已经完成的模型。所有的钢结构模型“搭建”同时,可给每一构件定义它的前缀号,模型完成后,由程序来运行“拼装校核”,再次检
30、查模型,最后再由程序完成“全部编号”工作。照上述步骤完成后,再由程序导出构件、零件号最终深化图纸,最后完成图纸的“自校互校校对审核签字”。2构件图及零件图分段原则构件图可通过整体模型导出,但需分别考虑加工制作、运输分段,安装方案,节点划分,制作工艺,焊接收缩及变形,结构预起拱等因素。3.施工详图表达的内容详图图纸分类图纸应用与表达内容1深化设计总说明按照原设计图纸的要求进行,包括:工程概况;规范、标准、规程和特殊的规定;主材、辅材等的型号、规格及建议;焊接坡口形式、焊接工艺、焊缝质量等级及检测要求;构件的几何尺寸及允许偏差;防腐、防火方案;施工技术要求等。2整体轴侧图反映工程整体三维关系、主要
31、控制坐标等宏观信息3预埋结构定位预埋结构定位及详图4构件的平面布置和立面图注名明构件的位置和编号,构件的清单和图例5构件图主要用于工厂装配和现场组装:构件的编号、构件的几何尺寸和截面形式、定位尺寸确定分段点、节点位置和几何尺寸,连接件形式和位置焊缝形式、坡口等焊接信息,螺栓数量、连接形式等信息构件的长度、重量、材料等信息6零件图主要用于材料采购、工厂排料和下料切割:所有组件的编号,几何尺寸开孔、斜角、坡口等详细尺寸材料的材质、规格、数量、重量等材料表3. 详图深化举例4. 节点对接节点与焊缝建议结合以前超高层建筑实例,同时参照钢结构设计制图深度和表示方法03G102、多、高层建筑钢结构节点连接
32、03SG519-1、多、高层建筑钢结构节点构造详图01SG519,对A座金融大厦部分节点节头与焊缝建议如下:本对接焊缝建议用于矩型方管柱间对接本对接焊缝建议用于核心筒H型柱间对接本焊缝可用于楼层梁与钢柱工地全焊和栓焊拼接焊缝本结接接头建议用于腰桁架H型钢梁翼板对接本接头适应楼层梁与主梁/腰桁架铰接接头结构中变截面工字形柱当框梁与柱刚接时,建议设水平加劲肋箱型钢柱与楼层梁节点构造顶拱与梁的连接节点第三节 加工制作通用工序工艺与技术要求下面首先介绍钢结构加工的通用工艺,其主要包括前准备、中间加工制作和后期表面处理三个阶段。1. 加工准备工艺与技术要求1.1 钢材矫正1) 对要进行加工的钢材,应在加
33、工前检查其有无对制作有害的变形(如局部下绕,弯曲等)。如存在此类变形,根据实际情况采用机械冷矫正或用加热(线加热,点加热)矫正当采用机械矫正时,采用七辊校平机进行矫正,矫平机由泰安华鲁锻压机床有限公司制造,设备型号为WC43-80*2200,最大校平尺寸为80*2200mm,根据钢板宽度的不同,板厚可矫正到100mm,校平精度为平面度可达1.5mm以内。当采用热矫正时,应注意其热校正加热温度不超过820,矫正过程中严禁用水冷却。矫平机图片如下:2) 碳素结构钢在环境温度低于-16、低合金结构钢在环境温度低于-12时不应进行冷矫正。3) 矫正后的钢材表面,不应有明显的凹面或损伤,划痕深度不得大于
34、0.5mm,且不应大于该钢材厚度负允许偏差的1/2。4) 钢材矫正后的允许偏差下表规定:钢材矫正后的允许偏差(mm)项 目允许偏差图 例钢板的局部平面度t 141.5T141.01.2 放样1) 放样、切割、制作、验收所用的钢卷尺,经纬仪等测量工具必须经市、部级以上计量单位检验合格。测量应以一把经检验合格的钢卷尺(100m)为基准,并附有勘误尺寸,以便与监理及安装单位核对。2) 所有构件应按照细化设计图纸及制造工艺的要求,进行计算机放样,核定构件及构件相互连接的几何尺寸和连接有否不当。如发现施工图有遗漏或错误,以及其他原因需要更改施工图时,必须取得原设计单位签发的设计更改通知单,不得擅自修改;
35、放样工作完成后,对所放大样和样杆样板(或下料图)进行自检,无误后报专职检验人员检验,放样检验合格后,按工艺要求制作必要的角度、槽口、制作样板和胎架样板。3) 划线公差要求:项 目允许偏差基准线,孔距位置0.5mm零件外形尺寸0.5mm4) 线后应标明基准线、中心线和检验控制点。作记号时不得使用凿子一类的工具,少量的样冲标记其深度应不大于0.5mm,钢板上不应留下任何永久性的划线痕迹。1.3 号料1)号料前应先确认材质和熟悉工艺要求,然后根据排版图、下料加工单、配料卡和零件草图进行号料。2)号料的母材必须平直无损伤及其他缺陷,否则应先校正或剔除。3)号料的允许偏差见下表项 目允许偏差(mm)零件
36、外形尺寸1.0孔 距0.5边缘机加工线至第一孔的距离0.54)号料后应标明基准线、中心线和检验控制点。作记号时不得使用凿子一类的工具,少量的样冲标记其深度应不大于0.5mm,钢板上不应留下任何永久性的划线痕迹。5)号料质量控制编号质量控制1号料前,号料人员应熟悉下料图所注的各种符号及标记等要求,核对材料牌号及规格、炉批号。当供料或有关部门未作出材料配割(排料)计划时,号料人员应作出材料切割计划,合理排料,节约钢材。2号料时,针对工程的使用材料特点,复核所使用材料的规格,检查材料外观质量,制订测量表格加以记录。凡发现材料规格不符合要求或材质外观不符合要求者,须及时报质管、技术部门处理;遇有材料弯
37、曲或不平度影响号料质量者,须经矫正后号料,对于超标的材料退回生产厂家。3根据锯、割等不同切割要求和对刨、铣加工的零件,预放不同的切割及加工余量和焊接收缩量。4因原材料长度或宽度不足需焊接拼接时,必须在拼接件上注出相互拼接编号和焊接坡口形状。如拼接件有眼孔,应待拼接件焊接、矫正后加工眼孔。5号料时应在零、部件上标注验收批号、构件号、零件号、数量及加工方法等。6下料完成后,检查所下零件的规格、数量等是否有误,并作出下料记录。1.4 原材料的对接对接对接各项要求板材对接对接焊缝等级:一级,对接坡口形式如下图所示:坡口加工采用半自动火焰切割加工,并打磨露出良好金属光泽,所有切割缺陷应修整合格后方允许进
38、行组装焊接;组装对接错边不应大于t/10且2mm;。对接焊缝焊后24小时进行100%UT检测,焊接质量等级一级。型钢的对接需要焊透,并进行探伤。接长段大于500mm,且错开附近的节点板及孔群100mm。焊缝视安装情况而定是否磨平。板制钢梁原则上由整块板下料。若允许对接,则在梁的上下翼板在梁端1/3范围内避免对接。上、下翼板与腹板三者的对接焊缝不设在同一截面上,应相互错开200mm以上,与加劲板的孔群应错开100mm以上,且分别对接后才能组装成型。2. 加工工序工艺与技术要求2.1 切割和刨削加工1)切割工具的选用项 目工 具NC火焰切割机半自动火焰切割机剪板机圆盘锯,冷锯角钢冲剪机t9mm的零
39、件板t9mm的零件板型钢、角钢、2)切割前应清除母材表面的油污、铁锈和潮气;切割后气割表面应光滑无裂纹,熔渣和飞溅物应除去,剪切边应打磨。3)气割的公差要求:项目允许偏差零件的长度长度1.0mm零件的宽度板制H钢的翼、腹板:宽度1.0mm零件板:宽度1.0mm切割面不垂直度et20mm,e1mm;t20,et/20且2mm割纹缺口深度0.2mm局部缺口深度对2mm打磨且圆滑过渡对2mm电焊补后打磨形成圆滑过渡4) 切割后应去除切割熔渣,对于组装后无法精整的表面,如弧形锁口内表面,应在组装前进行处理。图纸中的直角切口应以15mm的圆弧过渡(如翼腹板切口)。H型钢的对接若采用焊接,在翼腹板的交汇处
40、应开R=15mm的圆弧,以使翼板焊透。5) 火焰切割后须自检零件尺寸,然后标上零件所属的工作令号、构件号、零件号,再由质检员专检各项指标,合格后才能流入下一道工序。6) 需进行铣削部位,每一铣削边需放5mm加工余量;7) 刨削加工的允许偏差编号项 目允许偏差(mm)1零件宽度、长度1.02加工边直线度L/3000且不大于2.03相邻两边夹角角度64加工面垂直度0.025t且0.55加工面粗糙度Ra0.0158) 端部铣平和半自动气割的允许偏差编号项 目半自动气割铣削检查内容允许偏差(mm)允许偏差(mm)1加工后构件两端长度根据附图公差2.02加工平面平面度-0.53两端铣平时零件长度2.00
41、.84加工平面轴线的垂直度1.5H/10001/1500且0.505表面粗糙度0.20.0159) 放样切割流程施工技术交底下料工场细部设计图纸计算机放样编套料图校 对画零件草图送制造车间编制数控程序制作样板手工下料数控下料光电下料焊接坡口切割钢管相贯线数控切割型钢数据专用机床切割钢板下料2.2 坡口加工1) 构件的坡口加工,采用半自动割刀或铣边机加工(厚板坡口尽量采用机械加工)。坡口形式应符合焊接标准图要求。2) 机械加工编号机械加工1钢板滚扎边和构件端部不需进行机加工,除非要求它们与相邻件精确装配在一起。包括底板在内的对接构件,在使用磨床、铣床或能够在一个底座上处理整个截面的设计机床制作完
42、后,其对接面应进行机加工,火焰切割的边缘宜用磨床将表面磨光。2拼接受压构件的端部、柱帽后底板,应符合所有现行相关法规和规范要求。3用于重加劲肋的角钢或平板切割、打磨、以保证边缘和翼缘紧密装配3) 坡口面应无裂纹、夹渣、分层等缺陷。坡口加工后,坡口面的割渣、毛刺等应清除干净,并应除锈露出良好金属光泽。除锈可采用砂轮打磨及抛丸进行处理。4) 坡口加工的允许偏差应符合下表的规定:项目允许偏差坡口角度5坡口钝边1.0mm坡口面割纹深度0.3mm局部缺口深度1.0mm2.3 制孔1) 高强度螺栓孔、普通螺栓孔的加工采用数孔钻床加工;2) 地脚锚栓孔采用划线后摇臂钻床加工,划线孔位偏差控制在0.5mm以内
43、,孔心用样冲标识,并应标明孔径大小,划线后必须对划线进行检查确认合格后方允许加工。3) 钻孔后应清理孔周围的毛刺、飞边。4) 零件钻孔并检查后方允许转入下道工序(装配)。5) 钻孔检验项目及允许偏差应符合GB50250-2001,如下表钻孔检验标准项目允许偏差孔壁表面粗糙度Ra类孔12.5m类孔25m类孔孔径允许偏差10180+0.1818300+0.2130500+0.25类孔允许偏差直径0+1.0圆度2.0垂直度0.03t且2.0同组螺栓孔孔距允许偏差5001.050112001.5相临两组的端孔间距允许偏差5001.550112002.0120130002.530003.0说明:1、在节
44、点中连接板与一根杆件相连的所有螺栓孔为一组;2、对接接头在拼接板一侧的螺栓孔为一组;3、在两相邻节点或接头间的螺栓孔为一组,但不包括上述两款所规定的螺栓孔;4、受弯杆件翼缘上的连接螺栓孔,每米长度范围内的螺栓孔为一组。2.4 焊接与矫正1)组装前先检查组装用零件的编号、材质、尺寸、数量和加工精度等是否符合图纸和工艺要求,确认后才能进行装配。2)组装用的平台和胎架应符合构件装配的精度要求,并具有足够的强度和刚度,经验收后才能使用。3)构件组装要按照工艺流程进行,板制BH型钢四条纵焊缝处30mm范围以内的铁锈、油污等应清理干净。劲板的装配处应将松散的氧化皮清理干净。4)对于在组装后无法进行涂装的隐
45、蔽面,应事先清理表面并刷上油漆。5)构件组装完毕后应进行自检和互检,准确无误后再提交专检人员验收,若在检验中发现问题,应及时向上反映,待处理方法确定后进行修理和矫正。拼装平台和拼装胎架形式如下图: 拼焊平台及胎架组立6) 构件组装精度项次项 目简 图允许偏差(mm)1T形接头的间隙ee1.52搭接接头的间隙e长度Le1.5L:5.03对接接头的错位eeT/10且3.04对接接头的间隙e(无衬垫板时)-1.0e1.05根部开口间隙(背部加衬垫板)埋弧焊:-2.02.0手工焊、半自动气保焊:-2.06隔板与梁翼缘的错位eBtCt时:Bt20 eCt/2Bt20 e4.0BtCt时:Bt20 eBt
46、/4Bt20 e5.07焊接组装件端部偏差-2.0+2.08型钢错位1.0(连接处)2.0(其他处)9组合BH的外形-2.0b+2.0-2.0h+2.010BH钢腹板偏移ee2mm11BH钢翼板的角变形连接处eb/100且1mm非连接处e2b/100且2mm12腹板的弯曲e1H/150且e14mme2B/150且e24mm箱型双丝埋弧焊机 双丝双弧气保焊打底机三弧三丝埋弧焊机 电渣焊机采用特种设备和特种工艺,有效保证加工的质量和构件加工的效率。7) 矫正矫正方法矫正措施机械矫正一般应在常温下用机械设备进行,如钢板的不平度可采用七辊矫平机校平,H梁的焊后角变形矫正可采用翼缘矫正机,但矫正后的钢材
47、,表面上不应有严重的凹陷凹痕及其他损伤。火焰矫正火焰矫正是材料的被加热温度约为850(Q345材料),冷却时不可用水激冷。热加工时在赤热状态(9001000)下进行,温度下降到800之前结束加工,避开蓝脆区(200400)。热矫正时应注意不能损伤母材。2.5 钉焊1) 焊接环境:焊接作业区域的相对湿度不得大于90。焊接作业环境温度低于0时,应将构件焊接区域内大于或等于三倍钢板厚度且不小于100范围内的母材加热到50以上。2) 焊前准备:栓钉焊接时,应配备具有与其焊接难度相当的焊接持证人员,严禁无证人员上岗。栓钉焊接前,应有针对性的进行焊接程序试验试验。焊接前由栓钉焊工对栓钉进行检查,保证无锈蚀
48、、氧化皮、油脂、受潮及其他会对焊接质量造成影响的缺陷。在栓钉施焊处的母材附近不应有氧化皮、锈、油漆或潮湿等影响焊接质量的有害物质,且母材表面施焊处不得有水分,如有水分必须用气焊烤干燥。焊接用的陶瓷护圈应保持干燥,陶瓷护圈在使用前进行烘干,烘干温度为120,保温2小时。施焊前应对焊枪的性能进行检查。焊机距离墙体及其他障碍物应不低于30mm,焊机周围要保持气体流通,要利于散热。3) 焊接技术参数的选择: 焊接方法:SW(栓钉焊);焊接电流选择如下:在正式施焊前,应选用与实际工程要求相同规格的焊钉、瓷环及相同批号、规格的母材(母材厚度不应小于16mm,且不大于30mm),采用相同的焊接方式与位置进行
49、工艺参数的评定试验,以确定在相同条件下施焊的焊接电流、焊接时间之间的最佳匹配关系。螺柱直径mm焊接能量Ws螺柱直径与焊接能量关系焊接时间 s电流强度A电流强度与焊接时间的关系提升高度伸出长度200mm/s100mm/s螺柱下送速度0.70.50.91.20.12006001000140018002400螺柱直径0.3电流强度 A焊接时间 s-10%+10%平焊位置栓钉焊接规范参考值栓钉规格(mm)电流(A)时间(s)伸出长度(mm)非穿透焊穿透焊非穿透焊穿透焊139509000.71.03-416125012000.81.24-519150014501.01.54-5221800-1.2-4-
50、62.6 端面加工在端铣机有效加工范围内,及时安排采用端面铣床对箱体两端面进行机加工,保证构件的几何长度尺寸,从而提供钻孔基准面,有效地保证钻孔精度,如下图所示: 端面铣床2.7 牛腿等构件组焊牛腿等的组焊在拼焊平台上进行,按其部件在钢柱上的位置进行划线组立。如下图:钢柱牛腿装配示意图尺寸控制方法:在进行各附件装配时,其控制基准及主要的控制尺寸应注意以下几点:(1)牛腿在长度方向上的定位应以牛腿中心线来确定,而不应是牛腿翼缘的上表面,如控制尺寸L1。(2)对牛腿长度的定位时应注意控制牛腿腹板中心螺栓孔到钢柱中心轴线的距离,在牛腿装配前必须测量牛腿装配位置线所在的箱型柱的截面尺寸,然后根据该尺寸
51、确定牛腿腹板中心螺栓孔中心到箱型柱表面的距离尺寸,如控制尺寸L5。3. 表面处理工艺3.1 表面处理表面处理部位处理措施磨光顶紧部需磨光顶紧的部位,在数控端面铣上铣平,确保顶紧面光洁,无毛刺,以求得紧密结合。涂装前基底面涂装前,必须保证构件已经过抛丸或喷沙处理,构件表面清洁度达到Sa2.57EA7,构件表面不得有油污或其他污染。3.2 高强度螺栓连接板摩擦面的加工序号摩擦面加工1加工机械及参数选择小型喷砂机;丸料采用11.5mm的高硬度矿砂;用于喷砂的空气压缩机的容量为6-20立方米/分,喷射力在0.5MPA以上。2加工过程喷射操作时:喷射角为9045,喷射距离100-300为宜,行进速度不宜
52、过快,应注意构件反面死角部位的除绣。抗滑移摩擦系数需达到0.45(Q235)、0.50(Q345)以上对采用的磨料必须在包装袋上贴标签加以区分,防止磨料混杂或用错。加工处理后的摩擦面,应采用塑料薄膜包裹,以防止油污和损伤。3检验摩擦面处理之后,在高强螺栓连接的钢结构施工前,应对钢结构表面的抗滑移系数进行复验,保证高强度螺栓的施工质量,每2000t为一批,少于2000t按一批计,在工厂处理的摩擦面试件为三组,作为自检,构件出厂时摩擦面试件要有三组,作为工地复验,抗滑移系数试验的最小值应大于或等于设计规定。抗滑移系数试验用的试件,应与所代表的钢结构为同一材质、同一摩擦面处理方法、同批制造、相同运输
53、条件、相同条件存放,同一性能等级的高强度螺栓。第四节 具体节点和构件加工方案1. 矩型外框边柱Z2加工制作方案矩型外框边柱Z2是本工程制作中重难点所在,在制作中需解决以下几个方面问题: 腰桁架巨型斜撑Z2拟分段线Z2钢柱与腰桁架,斜撑相交节点制作,要重点解决6个问题:1. 根据传力的需要,内部建议增加竖向贯通内隔板2. 节点最大重量不能超过现场起吊重量(暂定39t)3. 计算重量时,应充分考虑到内隔板、栓钉的重量4. 制作时应合理排布混凝土灌浆孔 5. 运输宽度最大不能超过4.2m,高度不能超过3.4m6. 如何进行上下段柱内隔板的连接?是栓接,还是焊接?经过分析,Z2节点拟以下面形式进行工厂
54、制作:经过分析,Z2节点拟以下面形式进行工厂制作:现场高空拼焊。不带牛腿32.8t26.6t,高空拼焊32.8t不带牛腿运输35.2t带小牛腿运输19.2t高空拼焊 节点根据现场吊机最大起重量39t计,分为多段,同时由于柱宽度已达到3950mm,因此牛腿安排在现场进行卧拼后再吊装;对于斜撑只能不留牛腿,采取高空拼装;对于中间段牛腿位于对接口位置的,通过对接口位置调整也不能保证在地面先拼装的,只有在高空进行拼焊,或直接与后部构件做成一体,不做成牛腿。1.1 制作工艺流程不合格品控制矫平预处理精密下料切割二次矫平拼板对接、矫正检查不合格品控制翼腹板、隔板等坡口加工牛腿板、连接板等加工不合格品控制检查划线组装隔板箱体组装箱体焊接焊缝修磨、矫正端面机加工检验检查检 查检 查不合格品控制不合格品控制二次表面处理涂装NN胎架制造N包括无损检测运输至现场
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
