《开发高性能无铅波峰焊料合金的重点》由会员分享,可在线阅读,更多相关《开发高性能无铅波峰焊料合金的重点(7页珍藏版)》请在装配图网上搜索。
1、开发高性能无铅波峰焊料合金的重点在开发高性能无铅波峰焊料合金时,研究人员必须评估四项主要特性:工艺良率、铜浸出率、浮渣形成和热机械可靠性。 波峰焊是电子工业中许多领域的关键工序,转移使用无铅生产蕴藏着一些成本因素,其中之一是焊料合金的成本和性能,单单使用锡铜合金就会让用户的合金成本增加一倍以上,而且由于其工艺良率不佳,所以会造成更大的影响。与锡铅合金相比,目前可用的锡银铜(SAC) 合金将使合金成本提高三倍以上,但是通常在工艺良率方面比锡铜系列好得多。许多任务厂就因为这个理由而选择了较贵的合金,因为工艺性能与企业的周功和生存息息相关。这个选择造成的两难境况已成为开发新合金系列的推动力,激励业界
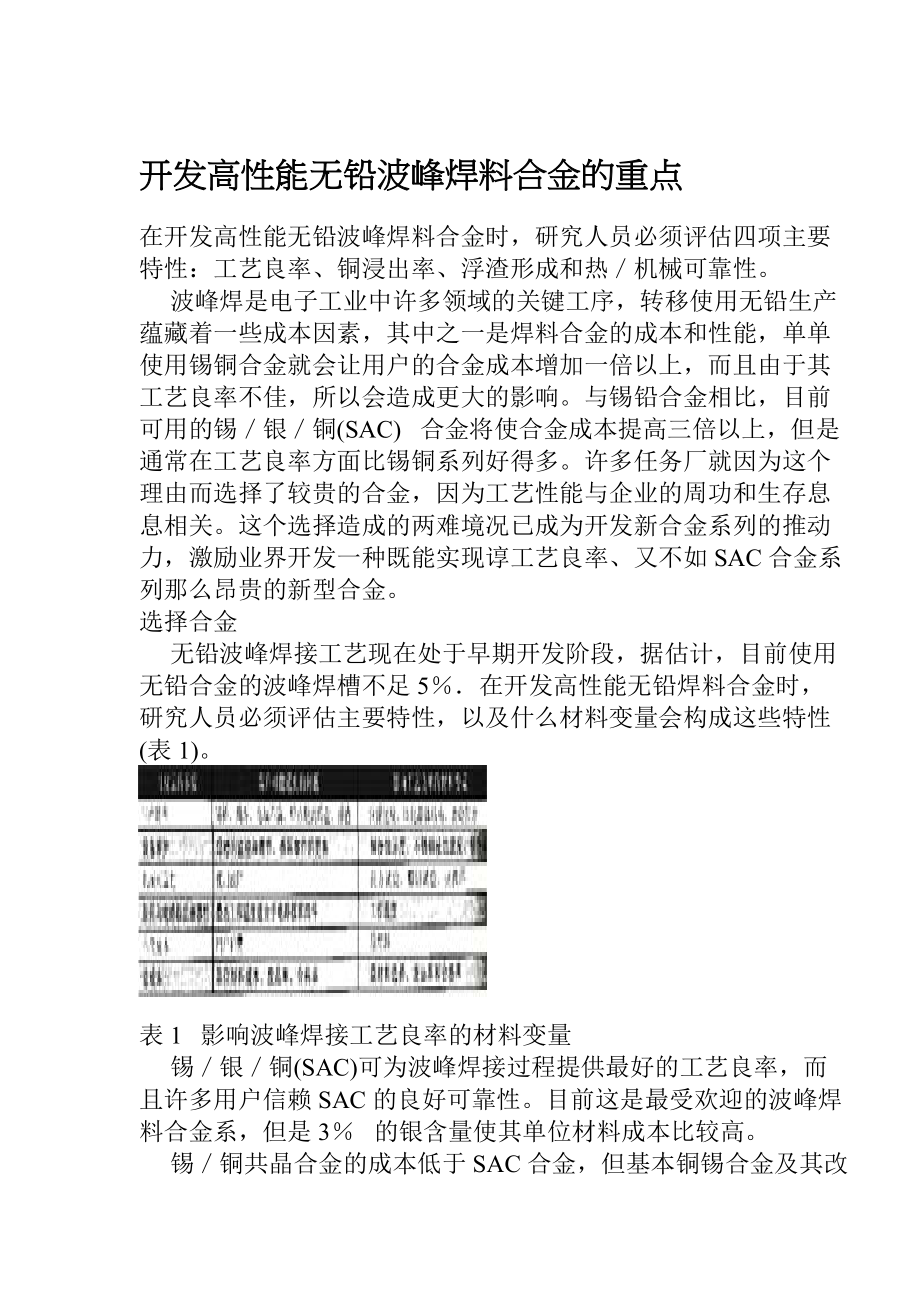
2、开发一种既能实现谆工艺良率、又不如SAC合金系列那么昂贵的新型合金。选择合金 无铅波峰焊接工艺现在处于早期开发阶段,据估计,目前使用无铅合金的波峰焊槽不足5在开发高性能无铅焊料合金时,研究人员必须评估主要特性,以及什么材料变量会构成这些特性(表1)。表1 影响波峰焊接工艺良率的材料变量 锡银铜(SAC)可为波峰焊接过程提供最好的工艺良率,而且许多用户信赖SAC的良好可靠性。目前这是最受欢迎的波峰焊料合金系,但是3 的银含量使其单位材料成本比较高。 锡铜共晶合金的成本低于SAC合金,但基本铜锡合金及其改性变种的工艺良率一贯比不上SAC合金。 因此,在研发新合金的配方设计时,必须同时提供较低的单位
3、材料成本,以及相当的工艺良率、设备兼容性、组件与电路板兼容性和可靠性。工艺性能要求 研发新合金的配方时需要满足的工艺性能包括: 1.固相线液相线温度:层压电路板和组件受最高工作温度所限,如果高于这个温度,电路板和组件就会损坏。该项数据表明,每个合金系列在这些温度约束范围和工艺窗口内的适用性; 2.粉末合金的机械特性:这包括硬度、最大载荷应力和延伸率。这些特性综合起来表明焊点的机械强度: 3.润湿速度:润湿平衡试验通常用来测量组件。可焊性并且作为开发和试验助焊剂的辅助工具,但是只要保持试验变量不变,就能把润湿试验当作衡量合金性能的一个相对尺度:润湿速度较快可以缩短焊料的接触时间,从而加快生产速度
4、并减少电路板铜覆层的溶解。 4.铜溶解速率:PCB的铜覆层以这个速度溶入波峰焊接槽,这是无铅工艺的一个很重要的问题,特别是在使用Cu OSP焊盘表面处理的情况下更为突出。过去SnPb焊接过程中,铜溶解浓度达到0.3左右,焊槽便达到了平衡点。在无铅焊接过程中,由于锡槽温度和锡含量较高而加速铜的溶解。铜浓度上升使液线温度提高因此不得不提高锡槽温度,才能保证温度高于液相线(以保持工艺良率)。然而,这样做又会加快铜溶解,从而造成恶性循环。因此,必须适当控制焊槽中的铜含量,以保证工艺良率。工艺良率所有专业生产人员都知道,材料成本与材料对工艺良率的影响相比几乎算不了什么,工艺良率一旦发生跳变,就会对生产线
5、的盈利能力造成非常严重的影响,合约式的电子制造商(CEM)对此感受尤深。表2湿润平衡试验结果表3 铜溶解速率 在波峰焊接过程中,焊接缺陷数量与助焊剂、合金、合金纯度、PCB组件表面处理、PCB设计布局以及环境和工艺设置之间存在原有的内在关联。在向无铅波峰焊过渡的过程中,我们正在转向一个逐渐缩小的工艺窗口, 因此,工艺技术人员的重要任务之一是扩展工艺窗口,使工艺过程能够获得令人满意的结果(输出),同时最大限度地减小成本的影响(输入)。 如上所述,合金的某些主要特性对波峰焊接效果有着显着的影响。润湿速度较慢和流动性较差,可能转化成漏焊或局部润湿缺陷的增多。漏焊在在线测试(ICT) 或功能验证测试(
6、FVT)中可能未被发现,因为引线末端与PCB焊盘之间可能存在断续的电接触。 锡桥会对电路的功能性造成恒久的影响,不过用人工或自动检验方法都能容易地检测出来。在目前大部分无铅制造工艺中都发现了锡桥缺陷增加,而且主要是由于合金表面张力较大,造成焊点回流不良。这两种严重缺陷 (锡桥和漏焊)的自然补救方法是减慢焊接传输速度和提高锡槽和预热温度。减慢传输速度确实增加合金润湿焊点的机会,却减慢了生产速度并会增加软熔顶面组件的可能性,因此这样做有可能损坏焊点。 提高锡槽温度显然会增加合金的流动性,从而改进回流和减少锡桥。但是这种作法也有缺点:增加层压电路板和组件受损与二次回流的机会,并提高铜溶解率和浮渣形成
7、速率。合金浮渣对波峰焊接过程的经济性造成很大的影响,虽说重要性比不上工艺良率,但是增加合金成本使浮渣问题变得比以前更为重要,因此,设法减小成渣率成为每个工程师注意的焦点。 合金配方设计将影响合金的固有成渣率(drossing)。有6个易变因素影响成渣率:温度、搅动、周围空气、合金纯度、合金调制和浮渣还原剂。 就合金纯度而言,铝、锌和镉含量高到50ppm会造成过多的浮渣。未经搀杂的纯净原材料多半含有过量的悬浮氧化物,在合金熔融过程中通过多级化学处理对合金加以调制,可以去除这些悬浮氧化物。成渣形式也很重要,许多合金生成的浮渣饱含金属,这种情况并不理想,因为在焊槽除渣过程中浮渣把有用的金属都除去了。
8、现时市面上有各种各样的浮渣还原剂,按50至100ppm左右的量添加于波峰焊料合金,可以使浮渣奇迹般地变成千粉,这样,除渣时便能够避免把有用的合金带出去。润湿速度是波峰焊的一个重要因素,许多研究表明,在以排除氧气的方式减小成渣率的同时,局部气体惰性化可以大大增加润湿速度,这个选择方案可以代替提高锡槽温度。使用可靠性 PCB无铅组装过渡引发了无铅合金焊点在使用中是否可靠的问题。对渴望在质量和可靠性上保持良好的声誉的OEM来说,这种担心是合理的。在这个项目下,试验分两个阶段进行,第一是评估焊点的强度,比如用力把组件从电路板上拉下来并测量拉断所需要的力量。第二是进行热循环加速寿命试验。根据PCB的最终
9、用途,采用不同的热循环曲线,其温度从某些消费电子产品可接受的0至80,以至使用在恶劣环境(如机罩或引擎罩下)的电子设备要求的-40至165,变化范围不等。为新合金选择的热循环曲线介于上述条件之间-40至125,变化斜率2 0min,且在上下限温度各保温10分钟表4浮渣试验结果表5工艺良率实验结果 试验电路板是从工艺良率实验中选择的,它们由带有Cu 0SP焊盘表面处理的FR4电路板组成。被检测的组件全部是表面贴装片式电阻,选择它们而非S0IC组件的原因是:设想片式电阻焊点的抗拉强度大于件上的鸥翼形引线。每块电路板上共有1200只一流的链串接组件,每串50只,共形成24个电路。试验设计和结果 上表
10、2至5是对四款合金系统:SAC305、Sn99.3Cu 0.7、改性Sn99.3Cu0.7(SnCuNi)以及 Sacx0307进行的研究,评估无铅焊接工艺的四个主要特性:工艺良率、铜浸出率、浮渣形成和热机械可靠性。 波峰焊实验使用了测试电路板(专门设计较复杂,以区分不同加工条件下的差异)、三种助焊剂(包括水基和醇基配方)和两种电路板表面处理(铜0SP和浸银处理)。 试验电路板是从工艺良率实验中选择的,它们由带有Cu 0SP焊盘表面处理的FR4电路板组成。被检测的组件全部是表面贴装片式电阻,选择它们而非SOIC组件的原因是:设想片式电阻焊点的抗拉强度大于SOIC组件上的鸥翼形引线。每块电路板上
11、共有l200只一流的链串接组件,每串50只,共形成24个电路。 表5实验结果按缺陷发生率最低到最高的次序排列,缺陷总数指5块板的缺陷总数;相对一列表示与最佳性能组合之差的百分比。试验板在设计上考虑到了区分不同的配置而且在这个方面很奏效。根据结果数据可得出如下论点: 1.研发合金ALPHA Vaculoy SACK0307性能优于改性Sn99.3Cu0.7(SnCuNi)和标准Sn99.3Cu0.7合金。 2.就缺陷总数而论,ALPHA SACx0307、EF4l02助焊剂和ImAg电路板涂覆剂组合排名第二,缺陷总数仅比最佳组合SAC305、EF4102助焊剂和ImAg电路板涂覆剂多7。表现最好
12、的SnCu合金是改性Sn99.3Cu0.7(SnCuNi),但是它与EF4102助焊剂和ImAg表面处理组合实验时,缺陷总数比最佳组合高出61。 3. 改性Sn99.3CuO.7(SnCuNi)优于标准 mn99.3Cu0.7。 简言之,在工艺良率评价中,研发合金 ALPHAVaculoy SACX0307几乎可与SAC305合金媲美。结语 无铅波峰焊已经发展为两个主要的合金体系:SnkgCu(锡银铜) 体系(通常含银量达3至4)和基于SnCu(锡铜)共晶体系。如果按照用户的价值方程式来衡量,二者都存在固有的缺陷。 含银3至4的SnAgCu体系可提供良好的可靠生和工艺良率,但原材料的成本昂贵。
13、作为替代品的SnCu共晶体系及其改性合金(SnCuNi) 的原材料成本楚低,但其工艺良率和焊接可靠性存在问题。为了克服现有焊料体系的缺点,确信电子开发出新型焊料合金SACX0307。SACX0307波峰焊料合金的性能与SAC305相似,但远远优于Sn99.3Cu 0.7合金系,且原材料成本低于SAC305。主要量度标准: 1.润湿速度高于Sn99.3Cu0.7合金系,使之在上述试验和后来进行的现场试验中表现出很好的焊接效果。 2.铜溶解速率低于Sn99.3Cu0.7合金系和SAC305。 3.工艺良率与SAC305不相上下,胜过Sn99.3Cu0.7合金系。 4.浮渣率与其它无铅合金相当。 5
14、.焊点机械强度高于Sn99.3Cu0.7合金系和 SAC305。 6.可靠性等同于Sn99.3CuO.7合金系和SAC305(试验仍在进行之中)。 试验结果说明,SACX0307无铅合金将提供较低的总生产成本,因此能够满足无铅焊接工艺的市场需要。 对于许多电子装配厂商来说,向无铅焊接工艺转移正在迅速成为事实,大多数厂商已经经过了选择合金系列、评估设备和设计要求等的初级调查阶段,现在正在考量这个重大变化给企业造成的真正经济影响。就材料成本和工艺良率而言,改变焊料合金将给企业的日常运作带来经济方面的影响,与此同时,竞争压力也明显增加,特别是消费电子领域的竞争更为激烈,技术较新的DVD播放机的市场价格迅速下滑是最好的例证之一。成本较低的制造中心和新品牌,对旧的品牌造成更大的价格压力。
 开发高性能无铅波峰焊料合金的重点
开发高性能无铅波峰焊料合金的重点