 品管工具的使用方法
品管工具的使用方法

《品管工具的使用方法》由会员分享,可在线阅读,更多相关《品管工具的使用方法(24页珍藏版)》请在装配图网上搜索。
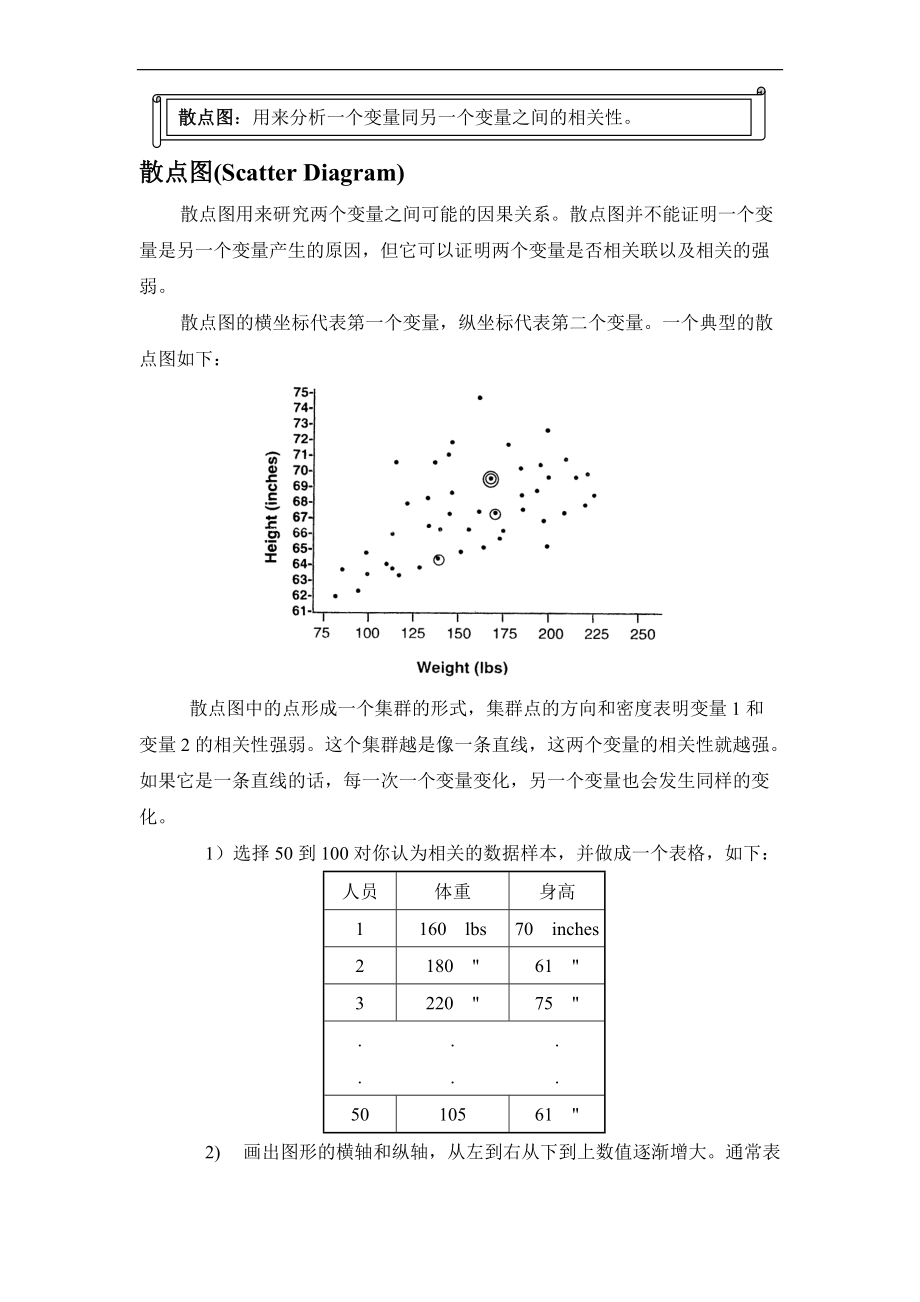
1、散点图:用来分析一个变量同另一个变量之间的相关性。散点图(Scatter Diagram)散点图用来研究两个变量之间可能的因果关系。散点图并不能证明一个变量是另一个变量产生的原因,但它可以证明两个变量是否相关联以及相关的强弱。散点图的横坐标代表第一个变量,纵坐标代表第二个变量。一个典型的散点图如下: 散点图中的点形成一个集群的形式,集群点的方向和密度表明变量1和变量2的相关性强弱。这个集群越是像一条直线,这两个变量的相关性就越强。如果它是一条直线的话,每一次一个变量变化,另一个变量也会发生同样的变化。1) 选择50到100对你认为相关的数据样本,并做成一个表格,如下:人员体重身高1160 lb
2、s70 inches2180 61 3220 75 .5010561 2) 画出图形的横轴和纵轴,从左到右从下到上数值逐渐增大。通常表示变化原因的变量用横轴表示,表示结果的变量用纵轴表示;3)在图上标点,如果有重复的点,在第一点上画圈表示第二点,在第一个圈上再画圈表示第三点,以此类推,最终的散点图如下:下面是常见的散点图的类型及其意义:Scatter DiagramMfg. ExampleActive Ingredient StabilityScatter DiagramAdmin./Service ExampleOvertime/# Of Billing Errors散点图理解/绘制要点:
3、一个负相关(当x减小时y增大)同正相关(当x增大时,y增大)同样重要; 只能说x和y相关,但不能说一个变量产生了另一个; 这部分的例子都是基于线性相关的:y = a + bx。然而,日常遇到的并不仅仅这一种相关性,还有其他的例如,等相关类型。 另外还有精确的测试相关性的统计方法,但不在本书的范围之内。控制图:用来识别一个流程的可变性有多大程度是决定于一些随机的变化,有多大程度是决定于某一独立的事件,以了解一个流程是否在控制之内。控制图(Control Chart) 当我们在趋势图上加多一条在均值线上边的由统计数值决定的上限线(Upper Control Limit)和一条下限线(Lower C
4、ontrol Limit)时,这个趋势图就变成了控制图。AverageTimeMeasurement,Defective,Etc.Upper Control Limit (UCL)Lower Control Limit (LCL) 这些控制线是先通过对一个没有异常变化的过程进行取样,对样本进行统计分析而得出。将样本控制线画到图上来判断每个点是否在控制线之外或是有不正常的情况。如果有上述情况发生,就称过程为“失控”。在控制线之内的点的周期波动,来自系统内的正常因素(系统设计、设备选择、预防性维护等),只能通过改变系统来影响;控制线之外的点来自偶然因素(人为失误、突发事件等),是过程正常运行是不应
5、当出现的。在应用控制图作为监测工具时,必须先消除掉偶然因素。消除掉偶然因素以后,过程就是受控的,就可以在固定的间隔时间内取样来保证过程没有根本性的变化。记住:“控制”并不一定意味着产品或服务满足要求,它只是说明过程处于稳定状态(也许差的稳定状态)。例如:在这个例子中,过程是受控的,但是它并没有达到规范。控制图左边的曲线显示规范的界限比控制图的界限更狭窄。不管是改进过程还是降低规范,只要记住规范是理想的需要,控制界限是过程稳定状态的实际能力。 制作控制图的方法及主要公式:1) 计量值的控制图所谓计量值控制图,是指控制图所依据的数据均属于由量具实际测量出来的,如长度、重量、时间等,具有连续性。首先
6、计算每个子样本的平均值()和全距(R): R- n为子样本的观察值数量.计算流程的平均全距()以及总平均数(): k为子样本个数. 计算控制界限: Table of Factors for & R ChartsNumber of observations in subgroup (n)Factors for X ChartFactors for R ChartA2Lower D3Upper D421.8803.26831.02302.57440.72902.28250.57702.11460.48302.00470.4190.0761.92480.3730.1361.86490.3370.18
7、41.816100.3080.2231.7772) 计数值控制图所谓计数值控制图是指控制图依据的数据均属于以单位个数或次数统计出来的,如不良品、不良率、疵点数、疵点率等,主要有以下4种:(a) 不良品控制图(P-Chart):重点考虑次品率P= (b) 不良数控制图(NP-Chart):重点考虑次品数 (c) 疵点数控制图(C-Chart):样本大小不变的情况下观察不符合项 (d) 单位疵点数控制图(U-Chart):样本大小变化的情况下观察不符合项 这个公式会造成控制界限不断变化,可以用平均样本大小来代替那些小于平均样本数20%的样本,并针对这样的样本计算单独的控制界限.控制图的说明:如果出
8、现下面的情况则过程失控:1) 一个或多个点落在控制界限之外;或:2) 根据下面的控制图划分区域:Zone CZone BZone AZone CZone BZone AUpper Control Limit (UCL)Lower Control Limit (LCL)Centerline/Average如果发生了以下情况,你就应当注意并检测过程有哪些改变,可能需要做些什么样的调整:a) 有三个连续的点中有两点且在中心线的同侧的A区或A区之外;b) 有五个连续的点中有四点在中心线的同侧的B区或B区之外;c) 有九个或九个以上的点在中心线的同一侧;d) 有六个或六个以上点连续的升或者降;e) 有十
9、四个或十四个以上点连续的呈线形的交互升降;f) 有十五个或十五个以上连续的点在区域C中。通常,可以通过询问下列问题来研究一个失控的过程:1. 所用的测量设备的精度是否不同?2. 不同的操作者用的操作方法是否有差异?3. 周边环境(温度,湿度等)是否会影响过程?4. 环境是否有显著的变化?5. 工具的磨损是否影响过程?6. 是否有不熟练的工人参与操作?7. 原材料的来源是否有变化?8. 操作者的疲劳是否会影响过程?9. 维修程序是否有变化?10. 设备是否被频繁的调整?11. 样本中的数据是否来自不同的机器?不同的班次?不同操作者?12. 操作者是否因害怕汇报失误而隐瞒实情?Control Ch
10、artMfg. Example & R ChartTime8:008:309:009:3010:0010:3011:0011:3012:0012:30Sample Measurements1-2 1 3 2 -4 0 -3 -3 -6 2 2-2 0 1 3 -3 0 2 2 2 -1 30 -1 -3 5 0 -1 -2 -2 0 0 40 -1 1 2 1 1 1 1 4 1 5-2 1 0 2 3 3 1 1 4 1 SUM-6 0 2 14 -3 3 -1 -1 4 3 AVERAGE, -1.200.42.8-0.60.6-0.2-0.20.80.6RANGE, R226375451
11、03NOTESControl ChartAdmin./service Ex.Np Chart Operating Room Delays/DayControl ChartDaily ExampleCommuting Times (min.) A.M STEP 1Week1234567891055901007055751206570100759575110658511065858565607565956565906065806065607065859065608055656070657060758071727673717190747178R=25403550402055302540STEP 2=
12、74.636.0n=5k=10STEP 3 =74.6+0.58*36.0 =74.6+20.88 =95.48 =74.6-20.88 =53.72 =2.11*36.0 =75.96控制图理解/制作要点: 在计算控制界限前通常采集20-25组数据样本; 控制图的上下限必须是用统计方法计算出来的,不要将他们同基于产品要求的规范界限相混淆; 管理层可以通过一些工作来降低控制线之内的正常变化; 针对不同的数据类型选择相应的控制图类型; 必须按数据产生的实际数据进行画图,否则就完全没有意义; 数据必须反映实际情况,不要故意剔除特殊的数据。工序能力:用来衡量流程在正常情况下能否满足规范和顾客的要求。
13、工序能力(Process Capability) 仅仅控制流程是不够的,一个受控的流程也同样能生产出次品。一个流程真正的改进在于反复评估流程满足规范和客户要求的稳定性,也就是所说的工序能力(也有的资料称为工序能力)。为了衡量工序能力满足规范和客户要求的程度,我们用能力指数以图形的形式来描绘这种衡量,工序能力指数(工序能力指数)就是表示工序能力满足有关要求的程度的评价指标。计算工序能力指数的公式工序能力指数是指有关规范要求允许的范围(规范允许范围的上限用USL表示,下限用LSL表示)与正常情况下流程实际能达到的范围(6,是流程的标准差的估计值)的比值,一般用符号表示: 如果该流程在受控状态,则可
14、以从控制图中计算出来: 为所有子样本全距的平均值;是与子样本观察值数量n有关的参数,可从下表查得: nn21.12872.70431.69382.84742.05992.97052.326103.02862.534113.173 工序能力不充足,会产出较多的次品。工序能力基本满足质量标准要求,次品量为最小值0.3。工序能力较高,次品少。虽然是工序能力范围与相关规范允许范围紧密的比值,但从中并不能看出工序能力均值同目标值的接近程度,通常被看作衡量流程潜能的指标。工序能力指数、(只有单边有限制线)和(两边均有限制线)不仅仅用来衡量工序能力范围相对于相关规范允许范围的关系,而且用来作为衡量工序能力均
15、值的参考。通常取和中较小的值。 =min,如果流程接近正常而且处于受控状态,可以用来估算流程的次品率。Process CapabilityMfg. ExampleDie Cutting Process 从控制图中可以得到以下数据: 212.5 Spec.2103 1.2 USL=213 n=5 LSL=207 =1.2/2.326=0.51 =min,=0.327因1,所以将会产出较多的次品。工序能力理解/制作要点:的大小与有关规范及顾客要求的上下限有关; 当我们使用工序能力指数时,需要与顾客确认规范以及他们的要求;当等于时,工序能力的均值正好位于规范范围的中值; 其他有用的工具: 头脑风暴法
16、(Brainstorming) 头脑风暴法(Brainstorming)是为了克服阻碍产生创造性方案的压力的一种相对简单的方法。它利用一种思想产生过程,鼓励在短时间内提出尽可能多的方案设计思想,同时禁止对各种方案的任何批评。 头脑风暴法可以有以下两种形式:1) 有组织的这种方式中,每一个会议成员在轮到他时都必须给出自己的观点。这样就强迫非常内向的人也要参与,但也能够给他们一定的压力。2) 无组织的每个成员都是在有了新的观点时才发言。这样趋向于创造一个松弛的气氛,但同时也有可能被部分嗓门大的成员控制会议。这两种方法的应用原则基本是一样的,通常的可接受的准则如下:不要批评任何观点;将所有的观点都写
17、下来,保证每个人都可以看到,避免产生误解,同时可以激发别人产生新的观点;所有人都对要讨论的问题达成一致,同时也要写下来;将发言人的原话一字不漏的写下来,不要进行改动; 时间尽可能短,5-15分钟就可以了。名义群体技术(Nominal Group Technique) 当一个群体在制定决策是,通常会出现谁最有权威或谁的声音最大就采用谁的意见的现象,这样会导致对所讨论的问题意见不够充足或选择了错误的问题等现象。而名义群体法是一种最大可能给予群体中每一位成员平等的发表自己意见的机会的方法。其步骤如下:第一步骤:产生意见这一步骤是鼓励群体成员提出重要意见。由每名参与者独立写出他/她认为最重要的问题,要
18、让所有的参与者都写出问题。写完之后收集所有问题。该办法的优点是可以避免由于身份差别或者成员之间的竞争性,而对群体决策产生直接的压力。第二个步骤:记录意见。这个步骤是把第一步骤所提出的全部意见记录在显而易见的报告板上,然后轮流询问每个成员,记下他们的意见,如此继续下去,直到成员们对全部记录感到满意。这个过程是强调参与者的平等机会,避免损失个体成员认为有意义的意见。公开列出非个人化的意见使潜在的矛盾减少,群体成员们很高兴见到自己提出的意见被排列出来,这就提供了把过程继续下去的积极性。第三步骤:把意见弄清楚。检查每个成员所提出的意见,确认没有重复的意见,如有,则将这两个相同的意见合在一起。第四步骤:
19、让每一位成员在纸上写出对应每一个问题的字母,例如最终有5个问题,则每个人都写出从A到E5个字母。第五步骤: 保证每一个问题前面都有相应的字母,接着让每一位成员进行投票。对于最重要的问题,在相应的字母后面写5,其次是4, 依此类推。例如:A. 空间B. 安全C. 厂务管理D. 质量下降E. 没有预防性的维护 每一个成员都应当这样写: A._ B._ C._ D._ E._如果有人认为质量下降是最重要的问题,他就应该这样写: A._ B._ C._ D 5 E._ 每个人都必须对所有的问题进行投票,区分其重要性。 A.2,5,2,4,1 B.1,4,5,5,5 C.4,1,3,3,4 D.5,2,
20、1,1,2 E. 3,3,4,2,3 第六步骤:把同一个字母后面的数字加起来,总和最大的字母所对应的问题就是最重要的问题,所有的问题的重要性可以根据其和的大小依次排列。这个例子中,我们应当先考虑问题B,然后依次考虑其他问题。力场分析(Force Field Analysis):组织或个人怎样发生变化?这是一个动态的过程。可以把它看作是一种移动,这种移动或者从时间A到时间B,或者从条件A到条件B。但是这种移动的能量从哪里来的呢?有一种方法是把变化看作是力与力之间相互作用的结果。这种方法是有Kurt Lewin发明的,称为力场分析。在这种方法中,Lewin假设动力要移动一种物体,而阻力阻止这种移动
21、,当物体没有移动时,说明阻力等于或大于动力。考虑下面这个关于“减肥”的实际例子: 动力 阻力健康威胁 缺乏时间以瘦为美的文化困扰 遗传特征大量的苗条的榜样 朋友或家庭不支持太胖的窘困 没有钱用来锻炼消极的自我欣赏 没有锻炼的兴趣想要锻炼身体的积极态度 得到坏的建议厌食 坏的饮食习惯衣服太小 要吃的食物中含大量的糖 如果阻力大于动力,则期望的改变不会发生。显而易见,当动力远远大于阻力时,一些改变(减肥)就会发生。为什么力场分析有助于变化发生?1) 它强迫人们去同时考虑所期望的改变的各个方面;2) 它鼓励人们对平衡表中的两边的关联因素形成一致意见。一个团队可以应用名义群体法来得到一致意见;3) 它
22、为采取实际行动提供了一个起始点。如何应用力场分析来完成任务呢?你可以通过增加动力或减少阻力来达到改变的目的。增加动力通常会产生增加消极因素的结果,而最有效的策略是消除阻力。在我们的例子中,解决“没有时间”的问题比不断地提醒他或她“衣服太小”更加有效。分层法(Stratification)在一个群体中,为了深入分析内部状况,而将一个将母体分割开来的方法,称为分层法,分层法有利于我们找出改进生产的机会所在。 透过各种分层,对各层收集的数据作分析,并寻找不良位置或最佳条件,作为改善品质的有效方法。它的主要精神就是看问题要从多方面、多角度分析。当分析一件事情时,可能需要看里面各环节状况,或几个环节的状
23、况,并且可以相互比较。例如,有关一个工厂的工伤数据可以简单的记录为上升或下降,但实际上的数据是不同种类的工伤的总和,还可以进行更详细的划分:按类型分:割伤或烧伤;按位置分;眼睛、手、脚等按部门分:机修、船务、生产部等。分层法通过将单一的数字进行有意义的分类,从而寻找问题的纠正措施。饼图(Pie Chart):饼图是一种利用圆环代表数据的百分比的简单图形。圆环通常被划分成几个部分,每个部分代表不同的数据。电视或报纸上经常应用饼图来说明一些问题。同其他图形一样,饼图上一定要清楚的标明主要问题、日期(如果需要的话)、各部分的百分比及其代表意义。Pie Chart400 PeopleOverweight75%Just Right18%Dont Care 1%Too Thin 6Survey of Feelings On Weight
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
