 815Q实训指导书
815Q实训指导书

《815Q实训指导书》由会员分享,可在线阅读,更多相关《815Q实训指导书(105页珍藏版)》请在装配图网上搜索。
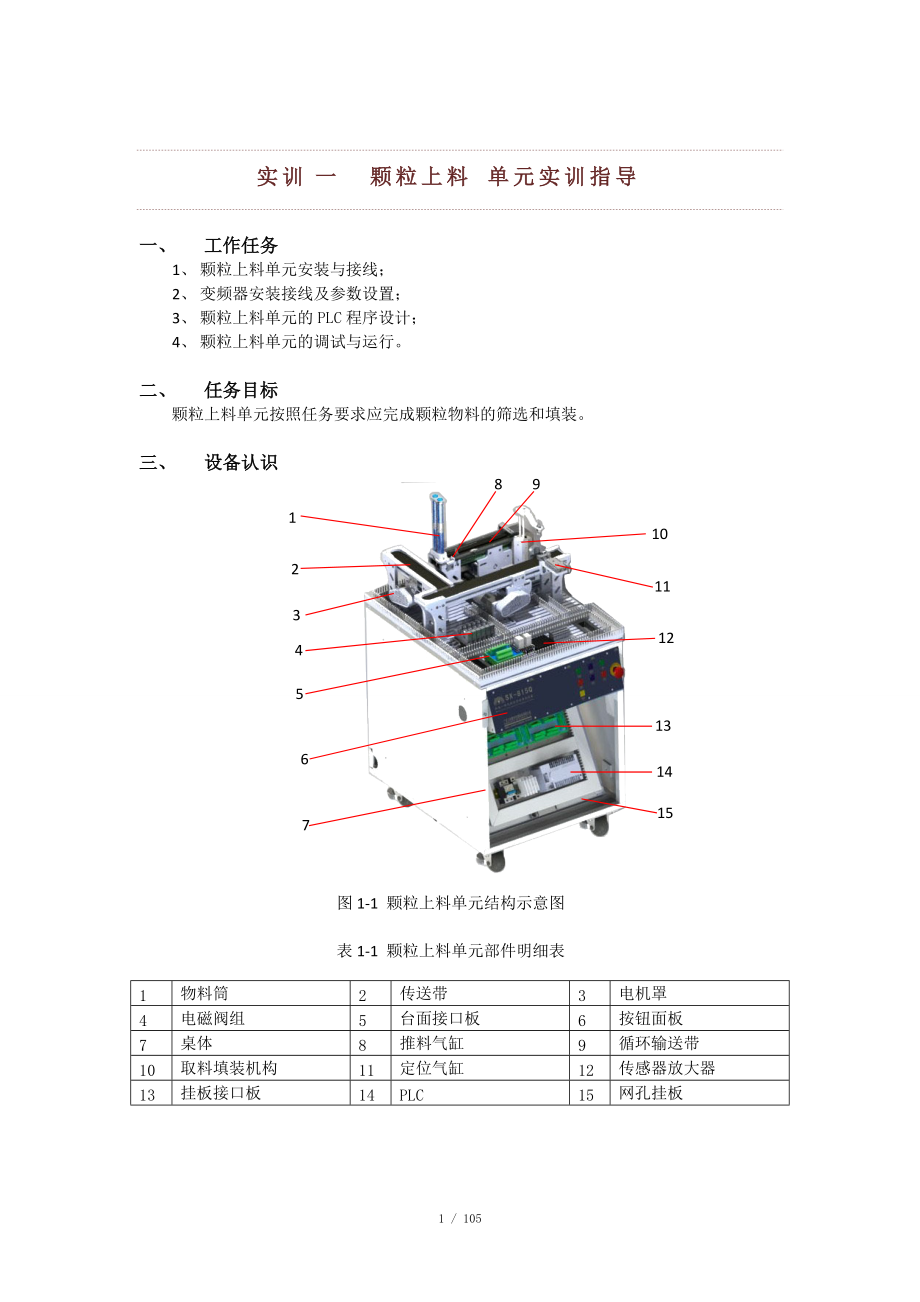
1、1 / 105实实训训 一一 颗颗粒粒上上料料单单元元实实训训指指导导一、一、工作任务工作任务1、 颗粒上料单元安装与接线;2、 变频器安装接线及参数设置;3、 颗粒上料单元的 PLC 程序设计;4、 颗粒上料单元的调试与运行。二、二、任务目标任务目标颗粒上料单元按照任务要求应完成颗粒物料的筛选和填装。三、三、设备认识设备认识1物料筒2传送带3电机罩4电磁阀组5台面接口板6按钮面板7桌体8推料气缸9循环输送带10取料填装机构11定位气缸12传感器放大器13挂板接口板14PLC15网孔挂板图 1-1 颗粒上料单元结构示意图表 1-1 颗粒上料单元部件明细表71389111002456131415
2、12四、四、控制要求控制要求1、 “单机”工作状态下按“启动”按钮,或者“联机”状态下,主站给出“启动”信号后,系统进入运行状态, “启动”指示灯亮,上料皮带启动,物料瓶依次传送到主皮带上;同时,选料机构启动,筛选出蓝色物料。当上料检测传感器检测到物料瓶时,上料皮带停止;当填装位检测传感器检测到物料瓶时,定位气缸动作,顶紧物料瓶;同时,筛选机构上的到位检测传感器检测到物料时,填装机构开始动作,填装完 3 个颗粒物料后,定位气缸复位,皮带启动,物料瓶被传送至下一单元。2、在“单机”工作状态下,按“停止”按钮,或者“联机”状态下主站给出“停止”信号, “停止”指示灯亮,系统进入停止状态,所有皮带停
3、止运行,其它所有气动机构均保持状态不变。3、在“单机”工作状态下按“复位”按钮,或者“联机”状态下主站给出“复位”信号, “复位”指示灯亮,系统进入复位状态,所有执行机构均恢复到初始位置。五、五、能力目标能力目标1、掌握颗粒上料单元的安装与接线方法;2、掌握变频电机和变频器的应用;3、掌握颗粒上料单元程序编写;4、掌握颗粒上料单元系统设计与调试技术。六、六、任务准备任务准备1、了解 PLC 结构原理并掌握其基本应用;2、掌握 PLC 基本指令与功能指令的运用;3、掌握变频电机及变频器的使用方法:1)变频器是可调速驱动系统的一种,是应用变频驱动技术改变交流电动机工作电压的频率和幅度,来平滑控制交
4、流电动机速度及转矩,最常见的是输入及输出都是交流电的交流/交流转换器。颗粒上料单元的筛选机构应用了一套变频控制系统,其变频电机和变频器的型号为 Z2D1024GN-18S/2GN100K、FR-D720S-0.4K-CHT。该型号为单相220V 级别,电源接线如图 1-2 所示。2)变频器常用端子说明;图 1-2 3)变频器与 PLC 的接线图;4)变频器参数设置;下面以设定Pr.1上限频率为50Hz为例。图 1-3 图 1-4 5)需设置变频器的参数如下表;表 1-2参数参数名称名称初始值初始值设定值设定值Pr.1上限频率120050Pr.2下限频率010Pr.4多段速设定(高速)5045P
5、r.5多段速设定(中速)3035Pr.6多段速设定(低速)1025Pr.7加速时间51Pr.8减速时间51Pr.79运行模式选择0044、准确理解颗粒上料单元的控制要求;5、材料准备;表 1-3领料单领料单项目名称工作小组领料人领料日期序号名称规格/型号单位申领数量实发数量备注制单/领料: 审核: 批准: 发料员:七、七、任务设计与实施任务设计与实施1、设计控制原理图根据任务要求,设计如图 1-5 所示的控制原理图。图 1-5 电源输入执行器件与传感器PLCI/O 控制信号输出信号变频器控制信号变频电机2、I/O 控制原理图,如图 1-6 图 1-6 上上上上B上上上上上上A上上上上A上上上上
6、上上B上上 上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上DC24+DC24-上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上COM1485-485+DC24+上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上上DC24-上上上上上上上上上上A上上上上上上B上上上上上上A上上上上上上上B上上上LNPE3、根据原理图完成颗粒上料单元的安装与接线。4、颗粒上料单元 PLC 程序设计与编写:1) PCL 主程序(1)编写流程图,如图 1-7 所示:(2)根
7、据 PLC 主程序流程图,编写 PLC 主程序如下:图 1-7通信处理通信数据交换联机程序启动控制停止控制复位程序启动主程序联机手动2) 启动子程序 (1)编写流程图,如图 1-8 所示: (2)根据颗粒上料单元子程序流程图,编写子程序如下:图 1-83) 联机手动子程序如下4) 复位子程序如下5) 停止子程序如下八、八、结束语结束语 该系统主要是汇川 PLC 与传感器、变频器的应用,其功能主要是完成上料、颗粒物料分拣和填装的功能,其过程需要多个传感器和变频器的配合。在实训过程中可能会遇到各种不同情况的问题,这需要学员根据具体情况,参考手册进行自主分析和解决。此实训内容仅作入门和参考,学员可随
8、着学习的深入进行拓展延伸,发掘更多的知识点,充分掌握变频控制系统在工业中的应用。 实实训训二二 加加盖盖拧拧盖盖单单元元实实训训指指导导、工作任务工作任务1、加盖拧盖单元安装与接线;2、加盖拧盖单元的 PLC 程序设计;3、加盖拧盖单元的调试与运行。、任务目标任务目标加盖拧盖单元实现任务要求完成对物料瓶的加盖、拧盖工作,并输送到下一站。、设备认识设备认识表 2-1 加盖拧盖单元部件明细表1瓶盖加料口2加盖机构3主皮带4加盖顶料气缸5传感器组6挂板接口板7PLC8按钮面板9台面接口板10拧盖顶料气缸11拧盖机构12拧盖电机图 2-1 加盖拧盖单元结构示意图123456121110987、控制要求
9、控制要求初始位置: 主皮带:处于停止状态; 加盖推料气缸,加盖拧盖定位气缸,加盖拧盖气缸:处于收回状态; 拧盖电机:处于停止状态。 2、 “单机”工作状态下按“启动”按钮,或者“联机”状态下,主站给出“启动”信号后,系统进入运行状态, “启动”指示灯亮,主皮带开始运行;加盖位检测到物料瓶时,延时 0.5S,当物料瓶到达加盖位置,皮带停止,同时加盖定位气缸伸出,准确将物料瓶顶紧;瓶盖料筒检测到有盖信号,加盖伸缩气缸推出瓶盖,加盖升降气缸下降,同时加盖伸缩气缸缩回,将瓶盖加到物料瓶上后加盖升降气缸上升,加盖完成,加盖定位气缸退回,皮带运转;拧盖位检测到物料瓶时,延时 0.5S,当物料瓶到达拧盖位位
10、置,皮带停止,同时拧盖定位气缸推出,拧盖电机运转,拧盖升降气缸慢慢下降,拧盖电机对加盖后的物料瓶拧紧,完成后拧盖升降气缸上升,拧盖电机停止,拧盖定位气缸退回,皮带运转,送入下一单元,并如此循环下去。3、在“单机”工作状态下按“停止”按钮,或者“联机”状态下主站给出“停止”信号, “停止”指示灯亮,皮带停止运行,定位气缸保持在当前位置,其他气缸回到初始状态。4、在“单机”工作状态下按“复位”按钮,或者“联机”状态下主站给出“复位”信号, “复位”指示灯,定位气缸复位到初始状态。再按下“启动”按钮,设备又能正常运行下去。每次按下一个按钮,只有相应的指示灯亮。、能力目标能力目标1、掌握加盖拧盖的安装
11、与接线方法;2、掌握加盖拧盖程序编写;3、掌握加盖拧盖的系统设计与调试技术;4、掌握气动元件的原理与应用;5、掌握传感器的原理与应用;6、掌握直流电机的应用。、任务准备任务准备1、了解 PLC 结构原理并掌握其基本应用;2、掌握 PLC 基本指令与功能指令的运用;3、了解气动元件的应用; 本系统中应用到的气动元件有双轴气缸、笔形气缸、电磁阀、节流阀等。 1)双轴气缸、笔形气缸为执行元件,它的功能是将气体压力能转换成机械能并完成做功动作,其结构外形图 2-2,在本系统中这两种型号的气缸主要用来对物料瓶的定位、瓶盖的推送等工作;图 2 - 2磁性开关,用来控制气缸伸出或缩回限位,可上下调节。2)电
12、磁阀为控制元件,是用电磁控制的工业元件,用在控制系统中调整气压的方向、流量和其他的参数,电磁阀要配合不同的电路来实现预期的控制。其结构外形如图 2-3,在本系统中电磁阀主要用来控制气流的流动方向,并与 PLC、传感器等配合控制气缸的伸出和缩回; 3)节流阀为控制元件,它的工作原理是通过改变节流截面或节流长度以控制气体流量的阀门。其结构外形如图 2-4,它在本系统中主要的作用是控制每个气缸伸出、缩回的气体流量来调节气缸伸出和缩回的速度,本系统中所有气缸上的节流阀都需要调节,如果运动过快需要顺时针旋转节流阀调节旋钮,并锁紧防止松动;反之则需要逆时针旋转节流阀调节旋钮,直到达到合适的速度,再锁紧。
13、4)除了上面介绍的气动元件外还有汇流板,消声器、管道、接头等辅助元件,这些元件在气路中的作用为连接、消声等功能。下面简单绘制出加盖拧盖单元气路原理图,如下图 2-5。图 2 - 3 电源小一字压下回旋,可锁定。接气缸上节流阀图 2 - 4 气流调整旋钮气缸接电磁阀锁紧螺母快 慢表 2-2 加盖拧盖单元气路元件明细表序号型号名称序号型号名称1PB-10*80-S-U笔形气缸5ASL4-M5节流阀2TR10*60-S双轴气缸6KQ2S04-M5接头3TR10*20-S双轴气缸7SS5Y3-20-05汇流板4TR10*30-S双轴气缸8SY3120-5LZD-M5电磁阀4、了解传感器原理及应用;本单
14、元用到了光纤传感器、磁性开关、光电开关三种类型传感器,它们的原理和应用有所不同。详细请参照检测分拣单元传感器原理及应用部分。5、了解直流电机的控制; 对直流电机上的铭牌指数进行识读,如额定电压、额定电流、额定转速等。6、准确理解加盖拧盖单元控制要求;7、材料准备;表 2 - 3 领料单领料单领料单项目名称工作小组领料人领料日期序号名称规格/型号单位申领数量实发数量备注制单/领料: 审核: 批准: 发料员:、任务设计与实施任务设计与实施1、制原理图根据任务要求,设计如图 2 - 6 所示的控制原理图。 PLC可编程器电源输入执行器件与传感器图 2-52、I/O 控制原理图,如图 2 7 所示:上
15、 上 上 上 上 上 上 上上 上 上 上 上上 上 上 上 上 上 上 上上 上 上 上 上 上 上 上上 上 上 上上 上 上 上上 上 上 上上 上 上 上COM1485-485+DC24+上 上 上 上 上 上上 上 上 上 上上 上 上 上 上 上 上 上上 上 上 上 上 上 上 上上 上 上 上 上 上 上 上上 上 上 上 上 上 上 上DC24-上 上 上 上上 上 上 上 上 上 上上 上 上 上 上 上 上DC24+DC24-上 上 上 上 上 上 上上 上 上 上 上 上 上上 上 上 上 上 上 上上 上 上 上 上上 上 上 上 上上 上 上 上 上上 上 上 上
16、上 上 上 上LNPE上 上 上 上 上 上 上 上 上上 上 上 上 上 上 上 上 上上 上 上 上 上 上 上 2上 上 上 上 上 上 上 1图 2 - 7图 2 - 63、I/O 控制原理图完成加盖拧盖单元的安装与接线。4、PLC 程序设计与编写1) PLC 主程序(1)主程序流程图,如图 2 - 8 所示:(2)根据主程序流程图,编写 PLC 主程序如下:图 2 - 8通讯处理开始自动复位状态监测通讯数据交换联机手动P3启动信号复位信号停止信号单元启动调用子程序P1单元停止调用子程序P2单元复位调用子程序P0 自动运行NYNYNY联机手动结束通讯程序联机控制联机控制启动控制停止控制
17、复位控制调用子程序2)复位子程序(1)复位子程序流程图,如图 2 - 9 所示(2)根据复位子程序流程图,编写 PLC 子程序如下。图 2 - 9调用子程序开始结束执行器件复位 3)自动运行程序(1)自动运行程序流程图,如图 2 - 9 所示:(2)根据自动运行程序流程图,编写 PLC 程序如下:图 2 - 9开始启动,皮带运转加盖机构进行加盖皮带运转拧盖机构进行拧盖皮带停止皮带运转结束加盖位检测是否检测到位N拧盖检测位是否检测到位YN皮带停止Y加盖程序加盖程序加盖程序拧盖程序拧盖程序 4)停止子程序 P2 如下: 5)联机手动子程序 P3 如下:、结束语结束语该系统主要是 PLC 和传感器对
18、气动执行元件的控制,系统具有自动加盖拧盖功能和数据传送功能。在实训过程对电气 I/O 控制原理图的理解后正确接线,根据传感器的功能要求调整合适位置;在实训过程对气路原理图的理解后正确接气管,并根据气缸动作快慢要求调节节流阀至合适速度;在实训过程能掌握对 PLC 的编程、气动执行元件的应用工作原理、传感器的应用,对存在的问题进行逐一清查,能具备分析解决问题的能力;在系统实训中举一反三,思索在正常情况之外的控制方式。此实训内容仅作入门和参考,学员可随着学习的深入进行拓展延伸,发掘更多的知识点,理解更广的应用范围,对于一体化运动控制能有着严密的逻辑构想。拧盖程序实实训训三三 检检测测分分拣拣单单元元
19、实实训训指指导导一、一、工作任务工作任务7、检测分拣单元的安装与接线;8、检测分拣单元的 PLC 程序设计;9、检测分拣单元的调试与运行。二、二、任务目标任务目标检测分拣单元主要任务是按照要求完成对物料瓶盖是否拧紧、颗粒上料个数是否合格的检测,并将不合格的物料瓶送入废料区,同时记录合格通过物料瓶的瓶盖颜色,并将其信号送入下一单元。三、设备认识设备认识1龙门检测2瓶盖拧紧检测3主皮带4台面接口板5PLC6挂板接口板7按钮面板8传感器组9废料推料气缸10辅助皮带1图 3-1 检测分拣单元结构示意图表 3-1 检测分拣单元部件明细表8910432765四、四、控制要求控制要求6、初始位置: 主皮带,
20、辅助皮带:处于停止状态; 龙门检测指示灯:显示蓝色灯光; 废料推料气缸:收回状态。 2、 “单机”工作状态下按“启动”按钮,或者“联机”状态下,主站给出“启动”信号后,系统进入运行状态, “启动”指示灯亮,主皮带运行;当物料瓶随皮带运行至龙门检测时:回归反射传感器对瓶盖是否拧紧进行检测,当物料瓶盖拧紧检测为不合格产品时,龙门检测指示灯红灯常亮;对射光纤传感器对颗粒上料是否为三颗进行检测,当物料瓶颗粒不为三颗时,龙门检测指示灯红灯闪烁;光纤传感器对合格通过物料的瓶盖颜色进行记录并将颜色信号传入下一单元,当物料瓶盖为白色且全部判断合格时,龙门检测指示灯绿灯闪烁,当物料瓶盖为黑色且全部判断合格时,龙
21、门检测指示灯绿灯常亮;当物料瓶运行至分拣气缸时:对龙门检测的结果进行判断,分拣气缸将不合格的物料推向废料区,合格的物料瓶送入下一单元。3、在“单机”工作状态下按“停止”按钮,或者“联机”状态下主站给出“停止”信号, “停止”指示灯亮,系统进入停止状态,主皮带停止运行,其它所有机构均停止动作,保持状态不变。4、在“单机”工作状态下按“复位”按钮,或者“联机”状态下主站给出“复位”信号, “复位”指示灯亮,系统进入复位状态,所有执行机构均恢复到初始位置。五、五、能力目标能力目标1、掌握检测分拣单元的安装与接线方法;2、掌握气动元件的原理与应用;3、掌握传感器的原理与应用;4、掌握检测分拣单元 PL
22、C 控制编程;5、掌握系统设计与调试技术。六、六、任务准备任务准备1、了解 PLC 结构原理并掌握其基本应用;2、掌握 PLC 基本指令与功能指令的运用;3、了解气动元件的应用;详细请参照加盖拧盖单元的气动元件应用部分。4、掌握传感器原理及应用; 本系统应用到的光纤传感器型号为 E3X-ZD11、磁性开关型号为 CS1-G、回归反射传感器型号为 E3Z-R61-2M 三种类型传感器,它们的原理和应用有所不同。 1)光纤传感器 E3X-ZD11 为 NPN 输出,它的特点是将来自光源的光经过光纤送入调制器,使待测参数与进入调制区的光相互作用后,导致光的光学性质发生变化,称为被调制的信号光,在经过
23、光纤送入光探测器,经解调后,获得被测参数,其结构原理见图 3 - 2,这种传感器在本系统中主要用于检测物体的有无及颜色的差异; 2)磁性开关 CS1-G 为 NPN 型磁性开关,它的特点就是通过磁铁或磁性材料来感应的开关,NPN 型的磁性开关其结构原理见图 3 - 3,在本系统中这种传感器主要用于检测气缸活动限位; 3)回归反射传感器 E3Z-R61-2M 为 NPN 输出,其特点是发射器和接收器装入同一个装置内,在其前方装一块反光板,利用反射原理完成光电控制作用的光电传感器光电开关,结构原理见图 3 -4,在本系统中这种传感器主要作用是对物料瓶盖拧紧进行检测。 4)传感器按接线结构分为两线式
24、和三线式两种。以上图 3 - 2、图 3 - 4 的光电传感器是三线式的,图 3 - 3 有磁性开关是两线式的。图 3 - 5 展示了传感器与 PLC 接线原理。图 3 - 3图 3 - 4图 3 - 2图 3 - 5保险丝LED限流电阻稳压二级管开 关输出+输出-传感器PLC5、了解限流模块、能耗模块 的原理及使用;1)限流模块其功能主要是保护传感器在工作时发生过流不被烧坏。当电流超过0.2A时,限流模块会自动断开回路;解除故障后,按下“复位”按钮,限流模块的输出端才会输出电流。限流模块接口端子及指示方式如图 3 - 6所示: 2)能耗模块由 DC 电流传感器和能耗 PCB 板两个部分组成,
25、接线如图 3 - 7 所示。能耗模块其功能主要是计算和显示单元上所有用电器件的所消耗的电能。能耗 PCB 板有两个功能键,按“CLEAR”键可以选择不同的模式:0 模式,电流和能耗交替显示;1 模式,只显示电流、电压;2 模式,只显示能耗、时间。按“START/STOP”键,可以静态读取某时刻的能耗,长按 2 秒以上,复位清零。如图 3 -8 所示。复位按钮正常指示故障指示输入 24V输出 24V图 3 - 6图 3 - 7 6、准确理解检测分拣单元的控制要求; 7、材料准备;表 3 - 2 领料单领料单领料单项目名称工作小组领料人领料日期序号名称规格/型号单位申领数量实发数量备注制单/领料:
26、 审核: 批准: 发料员:七、七、任务设计与实施任务设计与实施1、 设计控制原理图根据任务要求,PLC 与传感检测元件的结构、组成与原理,设计如图 3 - 9 所示的控制原理方框图。PLC可编程器电源输入执行器件与传感器图 3 - 9图 3 - 8输入接口START/STOP 键CLEAR 键显示模式显示屏2、 I/O 控制原理图,如图 3 - 10:图 4-7图 3 - 103、 根据原理图完成检测分拣单元的安装与接线。4、 检测分拣单元 PLC 程序设计与编写:1)PCL 主程序。a)编写流程图,如图 3 -11 所示:6)根据 PLC 主程序流程图,编写 PLC 主程序如下:数据处理图
27、3 - 11启动控制停止控制复位控制2)启动子主程序。(1)编写流程图,如图 3 - 12 所示:(2)根据启动子程序流程图,编写启动子程序如下:图 3-12皮带运行启动检测开始检测检测结束显示检测结果数据保存3)通讯子程序如下: 联机显示数据通讯联机手动 4) 复位子程序如下:(3)停止子程序如下:八、八、结束语结束语该系统主要是对传感器的应用与 PLC 对气动元件的控制。系统具有识别判断功能和数据传输功能。在实训过程对电气 I/O 控制原理图的理解后接线,根据传感器的功能要求调整合适位置;在实训前了解学习执行元件的应用工作原理、传感器的应用,根据控制要求对 PLC 的编程,对存在的问题进行
28、逐一清查,能具备分析解决问题的能力;在系统实训中举一反三,思索在正常情况之外的控制方式。此实训内容仅作入门和参考,学员可随着学习的深入进行拓展延伸,发掘更多的知识点,理解更广的应用范围,对于一体化运动控制能有着严密的逻辑构想。实实训训四四 六六轴轴机机器器人人单单元元实实训训指指导导7、工作任务工作任务4)六轴工业机器人单元安装与接线;5)六轴工业机器人的参数设置与程序编写;6)六轴工业机器人单元的 PLC 程序设计;7)六轴工业机器人单元的调试与运行。8、任务目标任务目标六轴机器人按照任务要求完成物料瓶的搬运、包装与贴标工作。9、设备认识设备认识1机器人夹具26 轴机器人3步进驱动器4标签料
29、台5升降台 A6推料气缸 A7网孔挂板8PLC9挂板接口板10桌体11按钮面板12台面接口板13步进电机14挡料机构15出料台16物料盒17推料气缸 B18升降台 B图 4-1 六轴机器人单元结构示意图表 4-1 六轴机器人单元部件明细表87421569101112141617181513310、控制要求控制要求1、初始位置:六轴机器人处于收回安全状态(如图 4-1) ;夹具爪张开,夹具吸盘关闭;升降台 A:第一个物料盒刚好升到出料台面上方;推料气缸 A:收回状态;升降台 B:第一个盒盖刚好升到出料台面上方;推料气缸 B:收回状态;挡料气缸:收回状态;2、 “单机”工作状态下按“启动”按钮,或
30、者“联机”状态下,主站给出“启动”信号后,系统进入运行状态, “启动”指示灯亮,档料气缸伸出,同时推料气缸 A 将物料盒推出到装箱台上;机器人开始从检测分拣单元的出料位将物料瓶搬运到物料盒中;物料盒中装满 4 个瓶子后,机器人再用吸盘将物料盒盖吸取并盖到物料盒上;6 轴机器人最后根据装入物料盒内 4 个物料瓶盖颜色的顺序,依次将与物料瓶盖颜色相同的标签贴到盒盖的标签位上。3、在“单机”工作状态下按“停止”按钮,或者“联机”状态下主站给出“停止”信号, “停止”指示灯亮,系统进入停止状态,机器人停止搬运,其它所有机构均停止动作,保持状态不变。4、在“单机”工作状态下按“复位”按钮,或者“联机”状
31、态下主站给出“复位”信号, “复位”指示灯亮,系统进入复位状态,机器人复位,其它执行机构均恢复到初始位置。5、初始位置要求:机器人处于安全位置;加盖定位气缸缩回;A、B 推料气缸缩回;升降机构 A 处于第一个盒子出盖高度;升降机构 B 处于第一个盖子出盖高度。11、能力目标能力目标1、掌握三菱六轴工业机器人安装与接线方法;2、掌握三菱六轴工业机器人参数设置与程序编写;3、掌握三菱六轴工业机器人示教器的使用方法;4、掌握步进电机及驱动器的应用;5、掌握 PLC 与工业机器人之间的应用控制编程;6、掌握系统设计与调试技术。12、任务准备任务准备1、了解 PLC 结构原理并掌握其基本应用;2、掌握
32、PLC 基本指令与功能指令的运用;3、掌握步进电机及步进驱动器的使用方法;1)本系统中应用到的步进电机型号为 XY42STH48,与之配套的驱动器型号为XY2404M。此步进电机为 2 相 4 线的步进电机,其步距角为 0.9 度。图 4-2 为步进电机控制原理图,图 4-3 为步进驱动器外观及接口汇示意图。下面详细介绍驱动器的输入信号和拨码功能,表 4-1 为驱动器的接口功能明细表。2)PU+和 PU-为步进驱动器的驱动脉冲输入信号,在不设置细分的情况下,外部控制器每向驱动器发送一个脉冲信号,驱动器驱动步进电机旋转 0.9 度。3)DIR+和 DIR-为驱动器的电机旋转方向输入信号,它决定着
33、驱动驱动电机正转或反转。4)细分拨码开关,其作用是对步进电机步距角进行细分,通过细分拨码可以把电机步距角细分为 0.45 度,0.225 度等等(细分设置表详见驱动器正面的细分表) 2)步进驱动器各端口详细定义如下表:表 4-2 驱动器接口功能明细表标记符号功能注释POWER/ALARM电源、报警指示灯绿色:电源指示灯红色:报警指示灯PU步进脉冲信号下降沿有效,每当脉冲由高低变化时,电机走一步DIR步进方向信号用于改变电机转向MF电机释放信号低电平时,关断电机线圈电流,驱动器停止工作+V电源正极-V电源负极DC12V-40V+A红色-A绿色+B蓝色-B电机接线黄色ON:1SW1SW3电机电流设
34、置拨码OFF:0SW4SW8电机细分数设置拨码ON:1拨码设置电源接口电机接口驱动脉冲驱动方向图 4-3 步进电机接口示意图图 4-2 步进电机控制原理图OFF:04、掌握传感器原理及应用; 1)本单元用到了两种类型传感器,它们的原理和应用有所不同。一种是 NPN 的反射型光电传感器,其结构原理见图 4-4:这种传感器主要用于检测物体的有无。另一种是NPN 型的磁性开关,其结构原理见图 4-5 这种传感器主要用于检测气缸活动限位。2)不管哪种类型的传感,按接线结构可以分为两线式和三线式两种。以上图 4-4 的光电传感器是三线式的,图 4-5 的磁性开关是两线式的。图 4-6 展示了它们与 PL
35、C 接原理。 8)了解工业机器人 RV-2SD 的组成结构; RV-2SD 型工业机器人是一款额定负载 2 公斤的,小型 6 自由度工业机器人,它由机器人本体,控制器,示教器等组成,详见图 4-7:连接电缆控制器机器人本体示教器图 4-7 工业机器人部件组成示意图图 4-6 传感器/磁性开关与 PLC 的接线原理 图 图 4-5 磁性开关结构原理图图 4-4 光电传感器结构原理图 保险丝LED限流电阻稳压二级管开关输出+输出-传感器PLC9)掌握三菱工业机器人程序的基本应用指令;以下例举了几个常用的指令,其它指令及控制器操作说明详见CRnQCRnD 控制器操作说明书 。1 1)输出入定义指令)
36、输出入定义指令(DefDef IOIO)【指令代码指令代码】Def IO【功能功能】定义输出入变量。想要设定特定的输出入符号的位宽时使用。位、8位、16位的输入输出信号可以在标准变量使用。(1 位:M_In, M_Out/位:M_Inb, M_Outb/位:M_Inw, M_Outw)本指令在已声明的变量里无法参照输出信号,请特别注意。【格式格式】Def IO =,【用语用语】 指定变量名。 指变量的类型,可以是位(1bit)、字节组(8bit)、字符(16bit) 的其中一个。 指定输入信号(参照时)或输出信号号码(代入时) 。只在特定的信号有效时指定,此参数不是必须的,可以缺省。【例子例子
37、】一、将PORT1的输入变量,以位型分配到输入输出信号6(每个输入输出信号都会有一个编号,输入信号编号0到32,输出信号编号也为0到32)。1 Def IO PORT1= Bit,6:10 PORT1= 1 输出信号号码开启。:20 PORT1= 2 输出信号号码关闭。(因为2的最低位为)21 M1 = PORT1 输入信号号码的状态被设定在二、 将PORT2的输出入变量,以数元组分配到输入输出信号号码5,掩码信息Mask指定为16进制0F。1 Def IO PORT2= Byte, 5, &H0F :10 PORT2= &HFF 输出信号5-8为开启。:20 M2 = PORT2 输入信号5
38、-8的值代入变量2。三、 将PORT3的输入变量,以字符型分配到输入输出信号号码8,掩码信息Mask指定为16进制0FFF。1 Def IO PORT3= Word, 8, &H0FFF:10 PORT3= 9 输出信号8和11为开启。: 20 M3 = PORT3 输入信号8-19的值代入变量3。2 2)定义码垛()定义码垛(DefDef PltPlt)【说明说明】(1) 参照此变量的时候,会看到输入信号。(2) 代入此变量的时候,写在输出信号上。(3) 无法以此变量参照输出信号。参照输出信号的情况下,请在M_Out变量参照。(4) 变量名的文字数最大为16个文字。(5) 无法用此变量执行脉
39、冲输出。脉冲输出请使用M_Out。(6) 指定掩码信息(Mask)的情况下,只对特定的信号有效。例) 上述例2第20行的例子,因为将8位宽的输出入数据以16进制0F指定掩码,以后使用PORT2的话: 作为输入信号使用的情况(M1=PORT2)输入号有效,912号视为。12 号(输入信号号码) 无效有效 作为输出信号使用的情况(PORT2=M1)在5号输出这次输入的数据,912号则保持现在已输出的状态。 号(输出信号号码) 保持现在输出状态 这次的输出数据【指令代码指令代码】Def Plt 【功能功能】定义一个码垛矩阵数据,码垛分为3点码垛、4点码垛和圆弧码垛3种类型。 【格式格式】Def Pl
40、t ,【用语用语】 选择已设定的码垛号码(只能用18的常数)。 码垛的起点。只能用位置常数或位置变量。 码垛一边的终点。圆弧码垛时为圆弧的通过点。只能用位置常数或位置变量。 码垛另一边的终点。圆弧码垛时为圆弧的终点。只能用位置常数或位置变量。 码垛起点的对角点。圆弧码垛时无意义。 码垛起点终点A 间的工作个数。码垛时,码垛的起点和圆弧的终点间的工件个数。可以是变量。 码垛的起点和终点B 间的的工件个数。圆弧码垛时无意义。 (必须指定1等)。可以是变量。 记述在被分配格子点,加上号码的码垛模版及姿势的固定/等分配。可以是变量。1:Z字型(姿势等分割) 2:同一方向(姿势等分割) 3:圆弧码垛(姿
41、势等分割)11:Z字型(姿势固定) 12:同一方向(姿势固定) 13:圆弧码垛( 姿势固定)【相关指令相关指令】PltPlt关于码垛的姿势为了将码垛的格子点姿势设定为在平常是相同的方向,因此,请将指令的自变量的 设定在1113。使在指定的姿势相同。132645798121011132465798101211起点终点AZ型对角点终点B起点终点A同一方向对角点终点B圆弧模式起点通过点终点【例子例子】Z型同一方向圆弧模式1 Def Plt 1,P1,P2,P3, ,3,4,1 点的码垛定义2 Def Plt 1,P1,P2,P3,P4,3,4,1 点码垛的定义【说明说明】(1) 位置运算时的精度,
42、4点码垛比3点码垛3点的精度更上升。(2) 只有在已执行的程序内有效。在以CallP指令呼叫出来的子程序中,无法使用已定义的码垛情报。使用在子程序的时候,请在子程序里再次定义。(3) 个数、视为非的正数,若为或者是负的数的情况下,会发生报警。(4) 个数个数若超过32767的情况下,执行时发生报警。(5) 圆弧码垛的情况下,个数的值并没有意义,但是因为无法省略,所以请设定为等的值。此外,即使对角点有指定,也没有意义。(6) 抓手向下的情况下,请使起点、终点A 、终点B 、对角点的ABC 轴的值的符号相同。抓手向下的情况,会变成=180(或-180)、=0 、=180(或-180),3点的A 轴
43、、C轴的符号不一致的情况下, 在途中的位置,会有抓手旋转的情况发生。在这种情况下,请在示教单元的位置编辑画面将符号修正变为相同。180和-180会成为相同姿势,即使修正符号也不会有问题。(7) 在码垛模版指定1113的话,以码垛运算求得的位置变量的姿势数据会被代入的姿势。指定13情况的姿势,会代入将-之间等分割的值。注意注意将姿势成份(A,B,C)180度附近的位置数据,作为码垛定义的、的时候,在位置数据的相同姿势成份里有不同符号混合的话,抓手的旋转会出现预期外的动作。将姿势成份使用在180度附近的位置数据的情况下,请先确认第99页的4.1.2 码垛运算的后,再使用。注意注意依据码垛运算(Pl
44、t指令)所算出的格子点的构造标志(位置数据的FL1),采用码垛定义的起点值。因此,在码垛定义的各点使用构造标志不一样的位置数据的话,会变成和要求的动作不一样的动作。在码垛定义的起点、终点A、B、对角点,请使用构造标志的值全部相同的位置数据。此外,关于格子点的多旋转标志(位置数据的FL2)也一样,采用码垛定义的起点值。在码垛定义的各点,使用多旋转标志的不同数据的话,依据在码垛定作经由机器人的位置和插补指令的种类(关节插补、直线插补等),抓手的旋转会出现预期外的动作。在此情况下,使用插补指令的自变量类型,将姿势的绕道抄近路等设定适当,将码垛调整成所要求的动作。3 3)声明数值变量()声明数值变量(
45、DefDef Float/DefFloat/Def Double/DefDouble/Def Inte/DefInte/Def LongLong)【指令代码指令代码】DefDef Float/DefFloat/Def Double/DefDouble/Def Inte/DefInte/Def LongLong【功能功能】声明数值变量。Inte为整数、Long为长精度整数型、Float为单精度实数、Double为双精度实数。【格式格式】Def Inte , Def Long , Def Float , Def Double , 【用语用语】 指定变量名,变量名必须是字母开头,可以由数字、数字、“
46、_”等符号组合成。【例子例子】 整数型变量的定义1 Def Inte WORK1W, WORK2 将 WORK1、WORK2 视为数值变量名执行声明2 WORK1=100 往 WORK1 的代入 1003 WORK2=10.562 WORK2 的值变成 114 WORK2=10.12 WORK2 的值变成 10 长精度整数型变量的定义1 Def Long WORK32 WORK3=12345 单精度型实数的定义1 Def Float WORK42 WORK3=123.468 WORK4 变成 123.468000。 双精度型实数的定义1 Def Double WORK5 2 WORK4=100
47、/3 WORK5 变成 33.333332061767599。【说明说明】(1) 变量名的文字数最大为16个文字。(2) 指定复数变量名的情况下,1行里可以记述文字的最大值(含指令240个文字)。(3) 以Inte 定义的变量会变成整数型。(-32768 +32767)(4) 以Long定义的变量会变成长精度整数型。(-21474836482147483647)(5) 以Float 定义的变量会变成单精度整型。( 3.40282347e+38)(6) 以Double定义的变量会变成双精度型。( 1.7976931348623157e+308)4 4)移动指令()移动指令(MovMov)【指令代
48、码指令代码】Mov【功能功能】从现在位置到移动目的位置执行关节插补位置移动,执行此指令时,两点间的移动不会是直线移动,而是会有带弧线的关节插补移动。【格式格式】ov ,Type, 【用语用语】 补插补动作的最终位置。以位置型的变量和常数或关节变量记述。 指定此值的情况下,实际的移动目的位置会往以TOOL 坐标的Z轴方向(+/-方向)往指定距离的偏离位置动作。以常数或变量指定。 1/0:绕道/走近路方式动作。初始值为1(绕道)。只有常数。 无效(请记述)。只有常数。 可以使用Wth、WthIF。【例子例子】1 Mov P1 ,Type 1,0 移动到P1,绕道方式。2 Mov J13 Mov (
49、Plt 1,10),100.0 Wth M_Out(17)=1移动到码垛1的第10个点,同时输出17号开启。4 Mov P4+P5,50.0 Type 0,0 WthIf M_In(18)=1,M_Out(20) =1当18号输入信号开启时,移动到P4+P5,同时同时输出20号开启。【说明说明】(1) 将起点位置和终点位置的各轴关节角度做均等插补。因此尖端的轨迹无法保证。(2) 依据Wth、WthIf的并用,可以得到信号输出时序和动作的同步。(3) 类型的数值常数1为指定姿势的插补方式。(4) 在关节插补里称的绕道,是指以示教姿势做动作的意思。会有因示教时的姿势而变成绕道动作的情况。(5) 所
50、谓走近路是指在起点终点间的姿势,在动作量少的方向进行姿势的插补。(6) 绕道走近路的指定,是指开始位置和目的位置的动作范围,有180度上的移动量的意思。(7) 即使在有指定走近路的情况下,目的位置在动作范围外的时候,也会往返方向绕道动作。(8) 在关节插补,类型的数值常数2 没有意义。(9) 通常执行程序内无法使用。(10) 在Mov 指令执行时中断,JOG 前进,然后再开启的情况下,会返回到中断的位置再开始执行Mov 指令。返回到中断位置插补方法(关节插补/直线插补)可以用RETPATH参数变更。此外,依据此RETPATH参数的变更,可以不返回到中断位置,而直接往目的位置移动。(请参照第35
51、3页数的5.10 中断时的JOG前进后的自动回归设定)。5 5)伺服开关指令()伺服开关指令(ServoServo)6 6)子程序跳转调用指令()子程序跳转调用指令(GoGo SubreturnSubreturn)【指令代码指令代码】Servo【功能功能】控制伺服电源的开启或关闭。【格式格式】Servo 【用语用语】,为常量,Servo On 时,为开启伺服电源;Servo On 时,为关闭伺服电源,【例子例子】1 Servo On 伺服开启2 *L20:If M_Svo1GoTo *L20 等待伺服开启3 Spd M_NSpd4 Mov P15 Servo Off 关闭开启【说明说明】(1)
52、 将机器人全体作为全轴对象,执行伺服电源的控制。(2) 有附加轴的情况下,附加轴的伺服电源也会成为对象。【关连系统状态变量关连系统状态变量】M_Svo(1:ON、0:OFF)【指令代码指令代码】Go Sub return【功能功能】调用指定标签处的子程序。从子程序务必以Return指令返回。【格式格式】GoSub return【用语用语】记述level名。【例子例子】10 GoSub *LBL11 End:100 *LBL101 Mov P1102 Return 务必以Return 指令返回。【说明说明】(1) 从子程序,请务必以Return指令返回。以GoTo指令返回的话,机器构造用内存(堆
53、栈内存)会减少,且会变成连续运行时发生报警的原因。7 7)动作速度设定指令)动作速度设定指令(Ovrd)(Ovrd)【指令代码指令代码】 Ovrd【功能功能】机器人动作的速度以100指定。全部程序使用的速度比例。【格式格式】Ovrd Ovrd ,上升时 ,【用语用语】速度比例以实数指定。初始值为100。单位:(范围:0.011000)也可以用数值运算式记述。设定为0或100以上的话会发生报警。上升时/下降时速度比例 指定在弧形运动指令(Mva)的上升、下降时的速度比例值。【例子例子】1 Ovrd 502 Mov P13 Mvs P24 Ovrd M_NOvrd 设定初始值5 Mov P16 O
54、vrd 30,10,10 弧形运动指令的上升、下降时的速度比例值设定为10。7 Mva P3,3【说明说明】(1) Ovrd指令与插补的种类无关,为有效。(2) 实际的速度比例如下所示。关节插补动作时=(操作面板(T/B)的速度比例设定值) (程序速度比例( Ovrd指令)(关节速度比例( JOvrd指令)直线插补动作时=(操作面板(T/B)的速度比例设定值) (程序速度比例(Oved指令)(直线指定速度(Spd指令)(3) 速度比例指令只会使程序速度比例变化。100为机器人的能加最大值,通常系统初始值(M_NOvrd)会设定为100。程序中,在速度比例指令被执行为止,指定速度比例会采用系统初
55、始值。(4) 执行一次Ovrd指令的话,下次Ovrd指令会被执行,但是程序End的执行或程序复位为止会采用指定的速度比例。在End文的执行或程序复位会返回到初始值。【相关指令相关指令】JOvrd(关节插补用)、Spd(直线插补、圆弧插补用)【关连系统状态变量关连系统状态变量】M_NOvrd(系统的初始值)、M_Ovrd(现在的指定速度)(2) 从子程序中,可以依据Go Sub再度调用其它的子程序。子程序可以调用的段数大约为800段。(3) 调用处以level 指定。调用处的level 不存在的情况下,执行时会发生报警。8 8)循环语句)循环语句( (WhileWhileWendWend) )9
56、 9)循环语句)循环语句( (SelectSelect CaseCaseEndEnd SelectSelect) )【指令代码指令代码】WhileWEnd【功能功能】将While文和WEnd文之间的程序,满足循环(loop)条件时循环执行。【格式格式】While :WEnd【用语用语】 数值表达式,当该表达式不为0时,继续执行循环程序,否则跳出循环。【例子例子】数值变值M1的值在-5到+5的范围之间,循环处理,超越范围的情况下,移往WEnd的下一行控制。1 While (M1=-5)And(M1=5) 数值变值M1的值在-5到+5的范围之间,循环处理2 M1=-(M1+1) 把1加到M1上,将
57、符号反转。3 M_Out(8)=M1 输出M1的值。4 WEnd 返回到While文(单步1)。5 End 程序结束。【说明说明】(1) 循环执行While文和WEnd文之间的程序。(2) 的结果为真(不为)的期间,控制移到While文的下一行,循环处理。(3) 的结果不为真(为)的情况下,控制移到WEnd文的下一行。(4) 从While文和Wend之间以GoTo指令强制的跳转的话,控制构告用内存(堆栈内存)会减少,而在以连续行的情况下,不知道在何时会发生报警。请使程序的While文条件成立,脱离循环。【指令代码指令代码】Select CaseEnd Select【功能功能】遵照条件式的值,执
58、行复数的叙述区块(Statement Block) 的其中一个。【格式格式】Select Case BreakCase Break:DefaultBreakEnd Select【用语用语】 记述数值表达式。 式以下列的形式记述。型则必须和的型相同。I T 用以MELFA-BASIC准备的指令记述(GoTo指令除外) 。【例子例子】1 Select MCNT2 M1=10 此行不会被执行。3 Case Is = 10 =4 Mov P15 Break6 Case 11 MCNT11 OR MCNT 127 Case 128 Mov P29 Break10 Case 13 To 18 13=MCN
59、T=1811 Mov P412 Break13 Default 上记以外14 M_Out(10)=115 Break16 End Select【说明说明】(1) 条件和Case的其中一个一致的话,到Break或Case或Default或End Select为止的处理会被执行。条件和Case的其中一个不一致的话,会执行被记述为Default的区域(Block)。(2) 在没有Default的情况下,以无处理跳转到End Select的下一行。(3) Select Case和End Select文必须要相互对应。在Case区域内以Go To指令跳转到Select Case以外的话,会因为控制构造用
60、内存(堆栈内存)减少,而在以连续行的情况下,不知道在何时会发生报警。(4) 执行没有对应Select Case的End Select文的情况下,执行时会发生报警。(5) 可以在Select Case中,更加记述Select Case(回路可以到8段)。(6) 在Case文中可以记述WhileWend和ForNext。(7) 在中使用比较运算(、等)的时候,使用Case Is。(8) Break可以省略。(Case文里处理会遵照为()九、掌握工业机器人点示教方法。步骤操作方法T/B 的画面操作方法说明1控制器(O/P)将控制器的MODE开关置于“MANUAL” 。2示教单元(T/B)按压示教单元
61、(T/B)背面的ENABLE 开关,将 T/B 操作置于有效。如果发生了报警,可以通过按压示教单元左下方的RESET进行解除。3通过在显示的状态下按压EXE显示。1.管理编辑(可选择的项目)处光标闪烁。4如果按压1键,将显示。显示已登录的程序一览表。5按压键、键,将光标移动至要示教的程序名上。再按压EXE显示程序内容6例如打算对 P10 进行示教时。按压键、键,将光标移动至写有 P10 的步处。7伺服 ON按压JOG键,显示 JOG 画面。 在轻握背面的有效开关的同时,按压SERVO键,置于伺服 ON。通过 JOG 行进将机器人移动至示教位置。上:无效下:有效(指示灯亮)8将机器人移动至示教位
62、置后,再次按压JOG键,解除 JOG模式。显示命令编辑画面。9按压F4(示教)键。 将显示确认信息“将被登录(示教)为当前的位置,可以吗?” 。10如果按压F1(是)键,P10 将被登录为当前位置数据。 不登录时按压F4(否)。十、准确理解六轴工业机器人单元控制要求;10、材料准备;表 4-3领料单领料单项目名称工作小组领料人领料日期序号名称规格/型号单位申领数量实发数量备注制单/领料: 审核: 批准: 发料员:13、任务设计与实施任务设计与实施 设计控制原理图根据任务要求,PLC 与工业机器人结构、组成与原理,设计如图 4-8 所示的控制原理图。图 4-8 控制原理方框图机器人控制器PLC电
63、源输入IO 控制信号机器人本体执行器件与传感器电机与编码器线 IO 控制原理图,如图 4-9:上上上上上A上上上上上A上上上上 A上上上上上上 B上上上上上上上上上 A上上上上上 A上上上上上 B上上DC24+COM1上上上上上ADC24-DC24+DC24-上上上上上上上上 A 上上上上上上上 B上上上上上上上上上上上上上上上上上上上上上上 B上上上上上上 B上上上上上上上上上上上上上上上上上上上 ON上上上上上上上上上上上上上上上上上上上上上上上上上上 OFF上上上上上上上上上上 ON上上上上上上上上上上上上上上上 B上上上上上 B上上上上上 B上上上上上上上上上上上上上上上上上HL71H
64、L72HL73上上上 B上上yv2yv1yv3上上上上上上上上上上上上上上上上上上上上上上上上上上 A上上上上 B上上上上上上上上上PP上上上上上上上上上上上上 OFF上上上上上上上上上上上 1LN上上上上上上上上上上上上上上上上 2图 4-9 I/O 控制原理图 根据原理图完成六轴机器人单元的安装与接线。 六轴机器人单元 PLC 程序设计与编写:(4)PCL 主程序。(1)编写流程图,如图 4-10 所示:7)根据 PLC 主程序流程图,编写 PLC 主程序如下:图 4-10 主程序流程图通信处理启动控制停止控制复位控制(5)机器人启动子程序。 (1) 编写流程图,如图 4-11 所示: (
65、2)根据机器人启动子程序流程图,编写机器人启动子程序如下:图 4-11 机器人启动程序流程图5、PLC 程序编写完成后,设计机器人程序; 1)规划机器人运行轨迹并绘制机器人运行轨迹图。 (1)瓶搬运运动轨迹如图 4-12:图 4-12(2)盒盖搬运运动轨迹如图 4-13:图 4-13(3)标签搬运运动轨迹如图 4-14: 2)规划机器人运行轨迹中各 P 点的用途,如下表:表4-4序号点序号注释1P0取瓶点2P1取瓶借助点 13P2取瓶借助点 24P3取盖借助点5P4取瓶借助点 36P5取签借助点 17P6取签借助点 28P7取签借助点 39P8取签借助点 410P10放瓶 1 号位置11P20
66、放瓶 2 号位置12P30放瓶 3 号位置13P40放瓶 4 号位置14P501 号托盘起点坐标15P511 号托盘终点 1 坐标16P521 号托盘终点 2 坐标17P532 号托盘起点坐标18P542 号托盘终点 1 坐标19P552 号托盘终点 2 坐标20P563 号托盘起点坐标图 4-1421P573 号托盘终点 1 坐标22P583 号托盘终点 2 坐标23P601 号托盘运行坐标24P702 号托盘运行坐标25P803 号托盘运行坐标26P100P0 正上方位置27P101P10 正上方位置28P102P20 正上方位置29P103P30 正上方位置30P104P40 正上方位置31P200取盖位置32P201P200 正上方位置33P202P203 正上方位置34P203放盖位置 3)根据控制功能,设计编写机器人程序及流程。 (1)机器人主程序的设计与编写。 * 编写机器人主程序流程图,如图 4-15: 图 4-15* 机器人主程序设计如下:1 -定义I/O,输入点-2 Def Io in0=Bit,0 程序停止3 Def Io in1=Bit,1 操作权申请4 Def
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
