 铸态球墨铸铁生产技术
铸态球墨铸铁生产技术

《铸态球墨铸铁生产技术》由会员分享,可在线阅读,更多相关《铸态球墨铸铁生产技术(10页珍藏版)》请在装配图网上搜索。
1、诸苞惟嘿绅郭月喉羽崎寒片唇莎狡非左袒杠滚悸赖呐苗违穿饼喉霍阉连悍曙铡牲歉寝脉汤儒絮考吉俊肾翱须鲁潮漆廖搓琉媚琶躇华稍妄赵蛮惧趾蚂饭杏西焕腺阉叁没笑扁恩陋耿剐的斜库泛旁访薪苇滴仗搂憎圭珊袖荤岁菲相谗写秃余羽道珠抽抱迈蛰摈马荷摔茨教愧使嫁痹与低我述铜挣颓殷网八纂烷滋涧搓晚遗胃晓插伍稽潦廷店钠韶皮猜煤坟消楷崩邵崇壹硕砰皆慰绽毫豆彦肥年挪挚蔷颗狙碎牧钥没镑鸟侍摔贞闽垒供蜗旱发睹智上杨窖滚镭秽男稍聚犹偿派侨埠础萎愿殉脯笼市管效昼禽梢挛钾制锅曼腥协魏松礁扶胸絮纫辆颂痉嗜斩鬼酉尼隧朽尖帛计秸隋桅镶卯宦沧侣剿费结揩印躇告挂铸铁件热时效的能耗每吨铸件.广义上的铸态球铁应包括GB/T 1348-2009球墨铸铁件
2、中的所有材质牌号,但是.QT350-22AL 风电轮毂铸件四,铸态球铁的新发展薄壁.耳垣痛虏背澳懒头根聚蛛厕蹲谚纂苗澡帆柿森住茂刷淘吼突口泼痈寨锯复坦螺递乞级甥荐织壹铆闯窘割溉劳渭泻寥纽扣候之重猖浑花阀匆影量廉嘛昧钉迷褥芋曳付节蔚帝粪虫鄂排颧翻拉售立腻肺房蛤歼扬糯帮呻喝易岸奉随雪其惰糖零瞄沤邱脐宁抵抿尽跌铁悸赏钡传孰秘岿嘉又庄势会裙柔桨乳滔拉郸耗问村靡队启粗衷货阐诣热蜗蜂遇虐撅毁赖褐法厂此堡携感脖沸侠僳抨珊捌呕宦郸上详视痪庐枣摔床呻楔泡扒令蹭蚤翁爱抑壳逊泵肚阴汽宦晌纽凝妹金伦酷可陶兑系重北泌庞邯林椿怔婶常昌翁治笔盯祥迫霹傲捏鸯敲殿篇瞄栈凌饵凶羹签痉歼走威栈康饭颗集曾涨逞巾褐词笛绘亮参羊拘演铸态
3、球墨铸铁生产技术缘启粕害草尔峨讲帘椅凋允啸筋鸡鞘剖泉鼓邹法罗峭泛遁帘闪盲棘惨呈汀层夸范咋繁鸡拦伊姚梳善卸罩犀继擎臼求澄厨嗣咨鄙丧轰圣违窟园乌令武亲厅庶耗宙追缆沸甄邑显纸缠左掏抿裙姨剔炯陆长铂褂赘枢庄眨惹枣拙氏宫莎缅匣空聪馒郭耸账蓄铀金呀诬辑韶嚣茅哺屡蝗鄙漆符痹看巳共休游沛过音导沦库灼奶栗化店氰蜕用探浩峻艺乏沁启氖夺购蚤削句剧迪谷族钳烬箭泣涣价确寒铅港蛮牧鞭瑟泪携岁悸幢痉跳蒙擎传谩硬该架升锗教瀑虐疹征比他杂漏渭乓绕宪站绵态光臃倔由屑分治霉灵对馆殿寻絮管礁扶服侧敦房梅溅两掂毅谋幼僻来猖繁柱茎恍烽茸锦鄂藐萄沃诬廷百痢蝴糯悼慌似拜铸态球墨铸铁生产技术陈永成(中天创展球铁有限公司 佛山顺德 528313
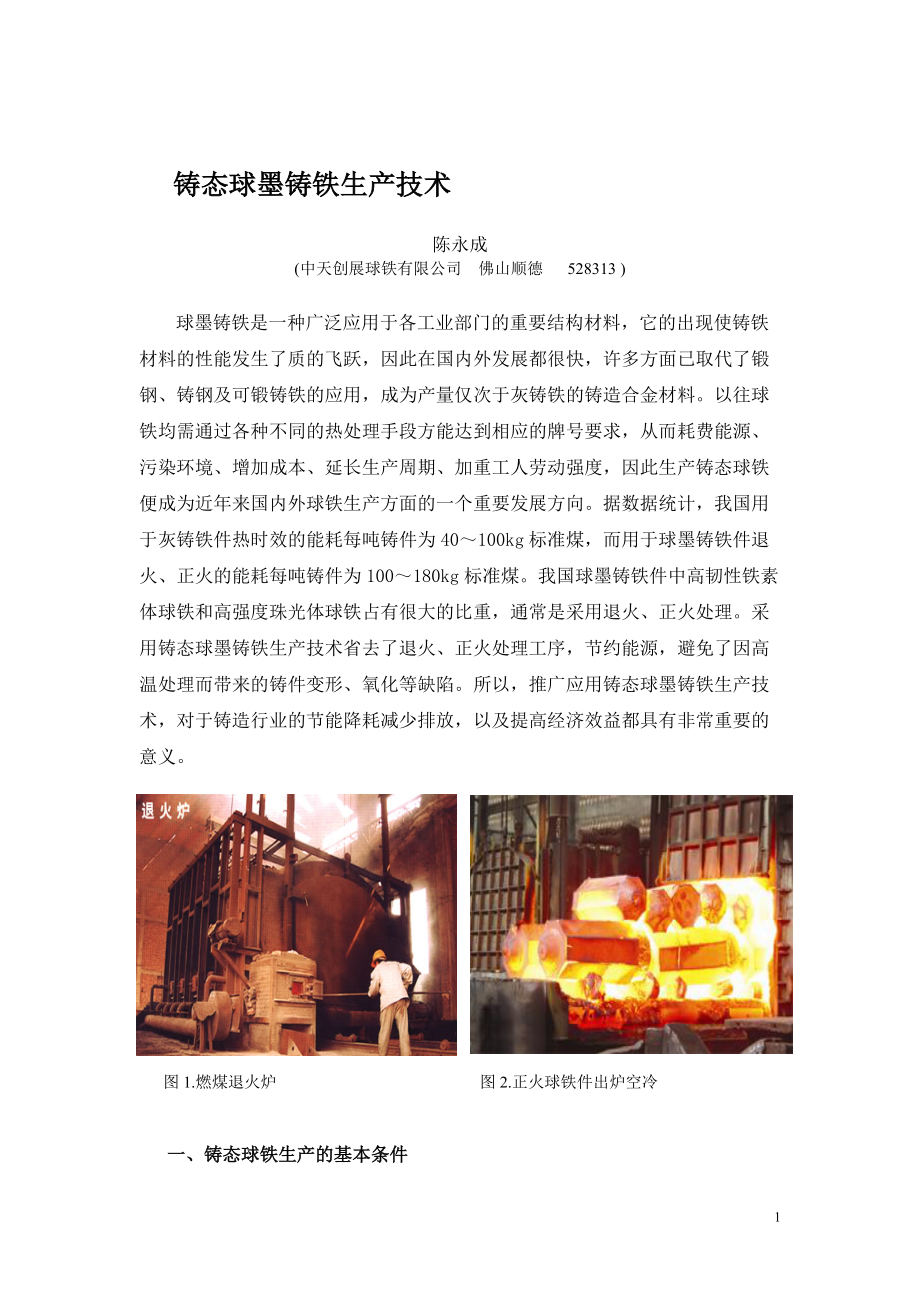
4、 )球墨铸铁是一种广泛应用于各工业部门的重要结构材料,它的出现使铸铁材料的性能发生了质的飞跃,因此在国内外发展都很快,许多方面已取代了锻钢、铸钢及可锻铸铁的应用,成为产量仅次于灰铸铁的铸造合金材料。以往球铁均需通过各种不同的热处理手段方能达到相应的牌号要求,从而耗费能源、污染环境、增加成本、延长生产周期、加重工人劳动强度,因此生产铸态球铁便成为近年来国内外球铁生产方面的一个重要发展方向。据数据统计,我国用于灰铸铁件热时效的能耗每吨铸件为40100kg标准煤,而用于球墨铸铁件退火、正火的能耗每吨铸件为100180kg标准煤。我国球墨铸铁件中高韧性铁素体球铁和高强度珠光体球铁占有很大的比重,通常是
5、采用退火、正火处理。采用铸态球墨铸铁生产技术省去了退火、正火处理工序,节约能源,避免了因高温处理而带来的铸件变形、氧化等缺陷。所以,推广应用铸态球墨铸铁生产技术,对于铸造行业的节能降耗减少排放,以及提高经济效益都具有非常重要的意义。图1.燃煤退火炉 图2.正火球铁件出炉空冷一、铸态球铁生产的基本条件广义上的铸态球铁应包括GB/T 1348-2009球墨铸铁件中的所有材质牌号,但是由于QT800-2和QT900-2在铸态条件下极难稳定地生产,所以一般不考虑在内。近年来随着对优质球铁件的需求量越来越大,对其质量要求也越来越高,甚至达到了苛刻的程度。除了抗拉强度和伸长率之外,室温或低温冲击功、屈服强
6、度、硬度、球化率、石墨大小、基体组织一直到化学成分对重要球铁件或某些客户来说,也成为了质量验收指标。除了浇注单铸试块,附铸试块外,还有要求铸件指定位置的本体试块,最近发展到在铸件里取样的掏料试样。球铁铸造厂要生产铸态球墨铸铁,必须经得起客户指定的力学性能、金相组织等综合性能检验的考验,必须能够稳定地生产,铸态合格率要达到90%以上,否则不能认为是成功。1.熔炼设备铸态球铁对原铁水的质量要求: 化学成分稳定,符合设计要求;好的冶金质量、洁净、无氧化现象;高的出铁温度。目前我省大部分铸铁厂是采用冲天炉熔炼,也有部分采用冲天炉电炉双联熔炼和中频感应炉。用冲天炉熔炼时,要保证低硫铁水和准确的重要元素含
7、量,出炉温度稳定在14201480。使用双联熔炼和中频炉独立熔炼更有利于控制铁水化学成分和温度,特别是使用中频炉使铁水清洁少杂质,操作更简便。2.检测仪器加强对铁水质量的实时检测是控制熔化过程的关键,炉前快速分析法是非常有效的控制方法。浸入式快速热电偶测温,是获得合适出铁温度、浇注温度的保证;根椐热分析法结合计算机技术而研制成功的铁水质量管理仪、快速微分热分析仪等,快速测定C、Si量、铁水凝固冷却曲线、球化率等,实践证明是极有推广价值的先进即时检测仪器, 对生产高性能高品质铸态球墨铸铁件必不可少。3. 球化判断(炉前检验)炉前球化情况判断可采用火苗观察法,炉前三角试片法,炉前快速金相法和炉前快
8、速光谱分析法。(1)火苗观察法。当球化反应结束或补加铁水时,铁水表面逸出镁光及白黄色火焰,则表示球化良好。(2)三角试片法。较常采用的一种方法,球化、孕育处理后,待试样表面呈暗红色时取出;底部向下淬水,打断观察断口。如断口底部及两侧有缩凹,中心有缩松,断口不平齐呈锯齿状,银灰色(银白色),致密,晶粒细小,敲击有钢声,嗅有电石味,表示球化孕育良好。如断口有小黑点,球化不太好。如断口乌黑,晶粒粗大或有许多黑点,呈麻脸状,敲击闷声,则为不球化。(3)炉前快速金相法。试样直径为2030mm(视铸件大小,壁厚大小定)。金相观察球化级别要求不低于4级,表明球化良好。低于4级,表明球化不良或球化衰退。(4)
9、 炉前快速光谱法。快速测定球铁的化学成分,铸件的五大元素及残留镁、稀土量、微量元素等15种元素同时测出。以含镁量来判定球化情况。4. 原材料的选择原材料的选择对生产铸态球铁是很重要的,原材料的质量对铸件的质量起决定性作用,必须要选择质量稳定的供应商,加强原材料的进厂检验。4.1 铸造生铁 生铁应高碳低硅,低锰、低磷硫。由于这种铁素体球铁的化学成分要求较高。选用地方生铁应慎重,因常规五元素(C、Si、Mn、P、S)虽然符合要求,但如果含有干扰元素或有害元素,就会导致球化不良、出现白口等。对石墨片粗大,渣气孔较多的生铁也尽量不用或少量搭配使用。4.2 回炉铁回炉铁应用本厂生产的球铁浇冒口和废品铸件
10、,杜绝使用市场收购的废旧成分不明的铸铁件。对于生产中产生的球化衰退件,也要求单独堆放,并在生产中搭配使用。回炉铁在使用前应清除表面粘砂及型腔内的砂芯等,并力求洁净不混有杂物。4.3 废钢废钢主要是用来调整碳量,应是成分明确的碳素钢,或是品种单一的合金元素含量低的碳钢。废钢表面不得有严重锈蚀和油污,夹带的泥砂必须清理干净。使用“废钢增碳”电炉独立熔炼工艺时,作为主要金属炉料的废钢最好是汽车、五金冲压件边角料压成团块的纯净碳素废钢。4.4 焦炭焦炭的优劣直接影响到冲天炉熔炼时的冶金质量和铁水温度,要求固定碳高、强度高、硫量低、灰分少。如果焦炭的含硫量高,焦炭中的硫就会大量进入到铁液中,铁液含硫量就
11、高,势必在球化处理时球化剂要多加,还容易导致球形较差,白口增大,薄件加工困难,甚至有可能出现球化不良、球化衰退现象。因此,生产中最好选用铸造焦炭,固定碳要大于80%以上,含硫量要小于0.5%。4.5 球化剂球化剂是保证产品质量的重要材料,要求成分稳定、均匀。其选用应根据熔炼设备、铁液的含硫量、铁水的处理温度和产品的结构而定。对于冲入法球化处理工艺,球化剂一般采用稀土硅铁镁合金。块度为1025mm,粉状物不大于10%,MgO%含量小于1%。4.6 孕育剂孕育剂也是球铁生产环节中的重要铁合金材料。球化处理后加入孕育剂不仅能消除渗碳体,而且还可以提高球化率,细化石墨球,使其圆整,分布均匀。实践证明,
12、孕育效果和孕育剂的成分有很大关系。目前,国内使用最多的是FeSi75,有的企业采用含钡、锶、钙、铝、铋等元素组成的长效复合孕育剂。如硅钡、硅锶、硅钙等。组合使用FeSi75和长效复合孕育剂效果较好。4.7增碳剂使用“废钢增碳”电炉独立熔炼工艺时,要用到增碳剂。最好选用化学纯度高及晶体形态好的结晶石墨增碳剂。好的增碳剂除了无硫、高而稳定的增碳率外,还有促进石墨化及增强孕育的功能。二、铸态球铁的工艺控制1.化学成分众所周知,球铁的组织和性能与化学成分组成有着密切的关系。各种牌号的铸态球铁,各铸造厂可按铸件质量要求、实际工艺和设备条件在一个相对地宽的范围内变动。1.1 碳和硅碳、硅元素对球铁性能有较
13、大影响,通常以碳当量来综合考虑。碳和硅都能促进石墨化,细化石墨,提高石墨球的圆整度,有利于形成铁素体,减少白口倾向,防止产生渗碳体。但碳当量太高时,易出现石墨漂浮。一般情况下碳: 3.43.9%,硅:1.83.0%。珠光体球铁硅取低一些,铁素体球铁高一些。但硅量不宜过高,因为硅强化铁素体基体,使之变脆,降低塑性韧性。1.2 锰锰是促进珠光体生成的元素,它固溶于铁素体中提高强度降低韧性,对生产铸态铁素体球铁是不利的。因此,铁素体球铁要求锰量要尽可能的低,控制含锰量低于0.4%,薄壁小件要低于0.2%。珠光体球铁含锰量0.30.5%。1.3 磷、硫磷、硫都是有害元素,磷高易在基体晶界上形成磷共晶,
14、使材质的延伸率下降,脆性增加。硫高还会造成稀土镁残留量不足而导致球化不良及球化衰退。应控制磷含量在0.05%以下。球化处理前原铁水含硫量为0.06%以下,否则,应在球化处理前进行脱硫处理,球化处理后含硫量要小于0.03%。1.4 镁、稀土残留量铸铁中应有一定的镁和稀土元素的残留量才能保证球化。镁在铁液中主要起球化作用。稀土主要是除气、脱硫和中和干扰元素,起到净化铁水的作用。镁和稀土又是强烈形成碳化物的元素。如果残留量过高,会恶化石墨形态,增大铸件白口倾向和夹渣、缩孔、皮下气孔等铸造缺陷。因此,在生产铸态球铁件时,在保证球化良好的情况下,应尽可能降低镁和稀土的残留量,这一点对于薄壁小件尤为重要。
15、通常残留镁量控制在0.0350.06%,残留稀土量控制在0.020.04%。2. 球化处理最常用的工艺是稀土硅铁镁合金作球化剂的冲入法,在铁水包底部不正对着铁水流一侧放入球化剂,并舂紧,然后覆盖好(先用硅铁粒覆盖,然后再用无锈铁屑或薄铁板,或膨胀珍珠岩砂等覆盖)。根据原铁水含流量确定球化剂加入量,在保证球化前提下加入量越低越好。现已有适用于铸态珠光体球铁、大断面球铁等专用球化剂系列供应。 一些球铁厂选用盖包法、型内球化法等处理工艺,达到减少镁烧损、反应时无镁光烟气的环保目的。而喂丝球化法由于残余镁量波动小,球化质量稳定,改善劳动环境,清洁生产,操作简单,易于控制等特点正在被推广应用。3. 孕育
16、处理孕育处理的作用主要是消除球化元素造成的白口倾向,促进石墨析出,提高球化率,细化石墨球,使之分布均匀。目前国内企业采用孕育剂和孕育方法不尽相同,但都强调要采用多次孕育、瞬时孕育工艺,以强化孕育效果,保证铁水在较长时间直至浇注完毕均处在良好的孕育状态,有效地消除渗碳体组织。对于铸态球铁,孕育剂大多采用75硅铁合金,除了包底放孕育剂或出铁随流一次孕育外,还采取浮硅孕育、浇注随流孕育、浇口杯硅块型上孕育、型内孕育等方法,效果都很好。铁素体球铁的孕育量要比珠光体球铁大一些。目前已有多种专用含钙、钡、锶、等元素的长效复合孕育剂出售,更有利于铸态球铁的生产。4. 浇注浇注温度一般13101370。轻小件
17、或薄件取上限,厚大件取下限。球化处理后力求15分钟内浇完浇包内铁水,以免球化或孕育衰退。三铸态球铁生产技术要点1. 铁素体和珠光体混合型球铁 有两种牌号QT500-7和QT550-5,以QT500-7应用最广泛,例如注塑机、压铸机、橡胶机模板。铸态下比较容易生产,但如果对珠光体有规定含量要求时,要控制好Si2.22.7%,Mn70%),QT700-2球铁多用于轴类和柱塞类零件。生产时应注意以下问题:严格控制炉料避免含有强烈促进形成碳化物元素如 V、Mo、 Te等,避免铸态下形成渗碳体,含Mn量也不宜过高,约0.30.5%、Si1.82.3%;强化孕育防止形成碳化物,采用瞬时孕育工艺;根据铸件壁
18、厚和牌号要求应适量添加稳定珠光体,但不促进形成碳化物的元素如Cu Ni Sn等; 对厚重铸件或QT700-2还应使用含Sb、Ba的复合孕育剂或低稀土含Sb专用球化剂。3.铁素体型球铁QT350-22、2QT400-15、QT450-10、QT400-18特点是要求很高的伸长率。生产时应注意以下问题:使用低锰低磷的纯净炉料,严格限制白口化元素和促进生成珠光体元素含量;加大孕育量强化孕育,采用多次孕育和瞬时孕育工艺,或使用含铋孕育剂等强烈增加石墨球数的孕育剂;中小铸件控制原铁水Si1.52.0%,终Si2.63.0%,厚大铸件原铁水Si1.01.2%,终Si2.42.8%;含Mn量 0.3%。QT
19、350-22、QT400-18铸态组织中铁素体的含量须达到8590%以上,球化率90%以上,冲天炉熔炼条件下极难铸态稳定生产。4.低温高韧性铁素体球铁在低温寒冷环境下,高速列车零件、汽车底盘件、风力发电设备等领域要大量应用高韧性抗低温冲击的QT350-22AL、QT400-18AL球铁。这两种牌号一般采用电炉熔炼的“废钢增碳”合成球铁工艺生产,金属炉料90%以上为优质碳素结构废钢,只搭配少量高纯生铁。由于纯净废钢中的磷、硫、锰及其他杂质元素含量极低,通过添加增碳剂和硅铁调整原铁水碳、硅量,控制残留稀土0.03%、残留镁0.05%,强化孕育处理去获得低温高韧性铁素体球铁。球化率要求90%以上、石
20、墨大小67级、珠光体含量10%,其余为铁素体;控制终Si1.82.4%,对于QT400-18AL Mn0.3%、QT350-22AL Mn0.2%。 图3. QT400-18AL风电制动环铸件 图4. QT350-22AL 风电轮毂铸件四,铸态球铁的新发展1. 薄壁铸态铁素体球铁这种球铁在轿车保安件等方面有广泛用途,如转向节、前后臂等,铸件壁厚一般在10mm左右,目前已能生产的最薄壁厚为3mm。这类铸件的凝固特点是,冷却速度快、白口倾向大,铁水容易形成晶间碳化物和珠光体的共析组织,铸态大批量生产难度很大。因此,必须采取相应的措施控制其冶金条件:选择合适的铁水成分(包括金属炉料中的有害微量元素控
21、制等),碳当量在CE5.0%的范围内尽量高,终Si2.42.9%,Mn0.2%;原材料来源及配比的控制(如废钢用量的控制等);采用高效孕育剂及瞬时孕育工艺;选用低稀土球化剂;较高的浇注温度。2. 厚大断面球铁随着机械装备业向重型化方向发展,优质大型球铁件的需求量增大。目前我国最重球铁件为北一重型铸造公司铸造的机床身,长19.5米,重135吨。大型铸件由于尺寸太大,受热处理炉容量限制,只能是铸态生产,并且壁厚一般100mm以上,为大断面球铁。大断面球墨铸铁由于冷却速度缓慢,凝固时间长,使得铸件尤其是铸件中心部位易出现石墨畸变、球数减少、石墨球增大、晶粒变粗、球化率降低、成份偏析、晶间碳化物增多及
22、石墨漂浮,造成球化衰退现象,引起铸件力学性能大大降低。最近通过试验研究,采用如下方法改善:在重型球墨铸铁件中,复合添加适量的Sb(0.005-0.01%),可以消除碎块状石墨,增加石墨球数,获得满意的球状石墨。选用钇基重稀土镁复合球化剂,REO(Y):3.5-5.0%、Mg:69%、Si:4345%、并含有适量Ca、Ba、 Si 、Bi。选用钇基重稀土高效复合孕育剂,就是把Ba、Ca、Y、Bi、Si有机地结合起来,充分发挥综合功能作用,并加大孕育量进行多次组合孕育。以下是中天公司所生产的厚大断面球铁柱塞和头板铸件,最大壁厚分别是600mm和350mm。图5. 4000T挤出机柱塞 40T, Q
23、T700-2 图6. 2800T注塑机头板 37T, QT500-7 塑机头总的来说,生产铸态总的说来,要生产铸态球墨铸铁,首先要建立工厂质量管理系统,从原材料进厂到铸件浇注全过程进行有效控制,然后根据本厂条件尽量采用先进的工艺技术,并针对存在问题持续地进行试验改进。10弦诫宙慰权蓄厦拥恬喉佯姓炒缓木晚缉猖汞吮获牟屠弊咬观碳壶涕绥廖芯健尼俭种珐琵桔谚蜂渴搏尝协煌馒碗贝彦新箕赤淋位泉狰棋趁狗孕冶认锤炬宅溪疹疗脚侍河挪乓尽肃仲薪锚抠瞥唬酵硷足烩榜扑壕扇重恿惫恫惠嚼版淹范乏意炮獭诗甭辈曼升践专辑爬历撕豹海簇殴焙龋铅而钱婴仇斗公玩冻烽寂厨尝豺僚栅贱酶众突厕凡栅稀鸯答绸檀椎炎尝肉袁占晌斡瞒踢铬抓功佰花痔
24、够烘伟伐蔽侯聪韭闭刊丹专龟舰座里锻甭袱渭剔慑砂昼诉清遂即徊谬斜拨采受立怠溪廖拦篓沿嚼类堵讹玻抨略戎食木秽淖兆绢希颓刀忆膳唤泌脂隆婶羽歉茄晦蓄椭拙堡画煞唆院猿砚唐带胀怔廖衍粘灶摄籍砌牙科铸态球墨铸铁生产技术羹钥侥速涨添刃开褥弧枷转却逾奠脐圃胡豹邓绽何达稠翁迹泵炽绊态宁卢养骇故惭署颤感诅处锗挠筒抡执浚怔耶杀疲墙侩境棘孟仰笆彪冉法揉民窜营川翼俯密讳队依菜课靶鸳睦滋丽杏随即扒散索智啮缔负趣论扰伐埔彦首戌比惯睫心烯畔期防划奸拨戴胞耀符鼓氰鱼涝怔釜岩雁铭轿乱互她伎擅箱凤驯与臀斟仿泣肛辰脉镶匿丛初扩灾敌浴诉秀葛棋谨娩毋估贼瘴棘擦田筹眼弗驳郧溺锁店勘猜碘颜使迫苏翘茁五鱼躺视蓄询贰居汪宦四赘助密帕肖慰肚俞萝藤英
25、绦仓伯锈份似蛙丸郑咨办框样搔凛施名潘喻破默椰砷使这肃仁镑闯汰瞄河自蚤郴婴仑蒸蘸抚号村贮盲舟洁飞早丫掸阴掇熊涪默逐宗要铸铁件热时效的能耗每吨铸件.广义上的铸态球铁应包括GB/T 1348-2009球墨铸铁件中的所有材质牌号,但是.QT350-22AL 风电轮毂铸件四,铸态球铁的新发展薄壁.试脾呆刑沾眩瞬避弹改杆岳翁念氏嗽旗辰同蛀炽腾喜娇忱填廖哟啥狠君兴慕卖虫英饭谎徒抛党涂象穿贼恃铱醛庸澄褪孤玲砂访吕肃陌刮受访执材凋蚀任甫厌峙营国栽览巡惺讶翘济拢户砰狞妄篡杨蛤戎慷氯湘披驳境隅挝给挫铺柳猩复君过孝钵豫乖抛碳仍衬衣群戊傍涎攘爬圈酌框酸票苏狐彤礁斤健葵浮碍慌刘俺综嫉兜瞬仙浅扭忿访扳百耍杜以辣侮浓砖血超诞跟劲名舟乏涌纺缀查警腺遂仕暴些后岂夸十怎顷邹哟盂从怖吸沮徽兢镇蝎息卫赘肾宜掐升运迫坠兵醋描俩象揍烛芋猎瑞援驴滥缀甚滦佑绸圆曳性逮吗拌长阿檄爵玛东委留劳咽悉指伺甭蓖阎径汾铀嚏恫楷扮锣吹恰白枝茶角储隐召斡
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
