 高炉探尺系统电气故障快速检修法
高炉探尺系统电气故障快速检修法

《高炉探尺系统电气故障快速检修法》由会员分享,可在线阅读,更多相关《高炉探尺系统电气故障快速检修法(40页珍藏版)》请在装配图网上搜索。
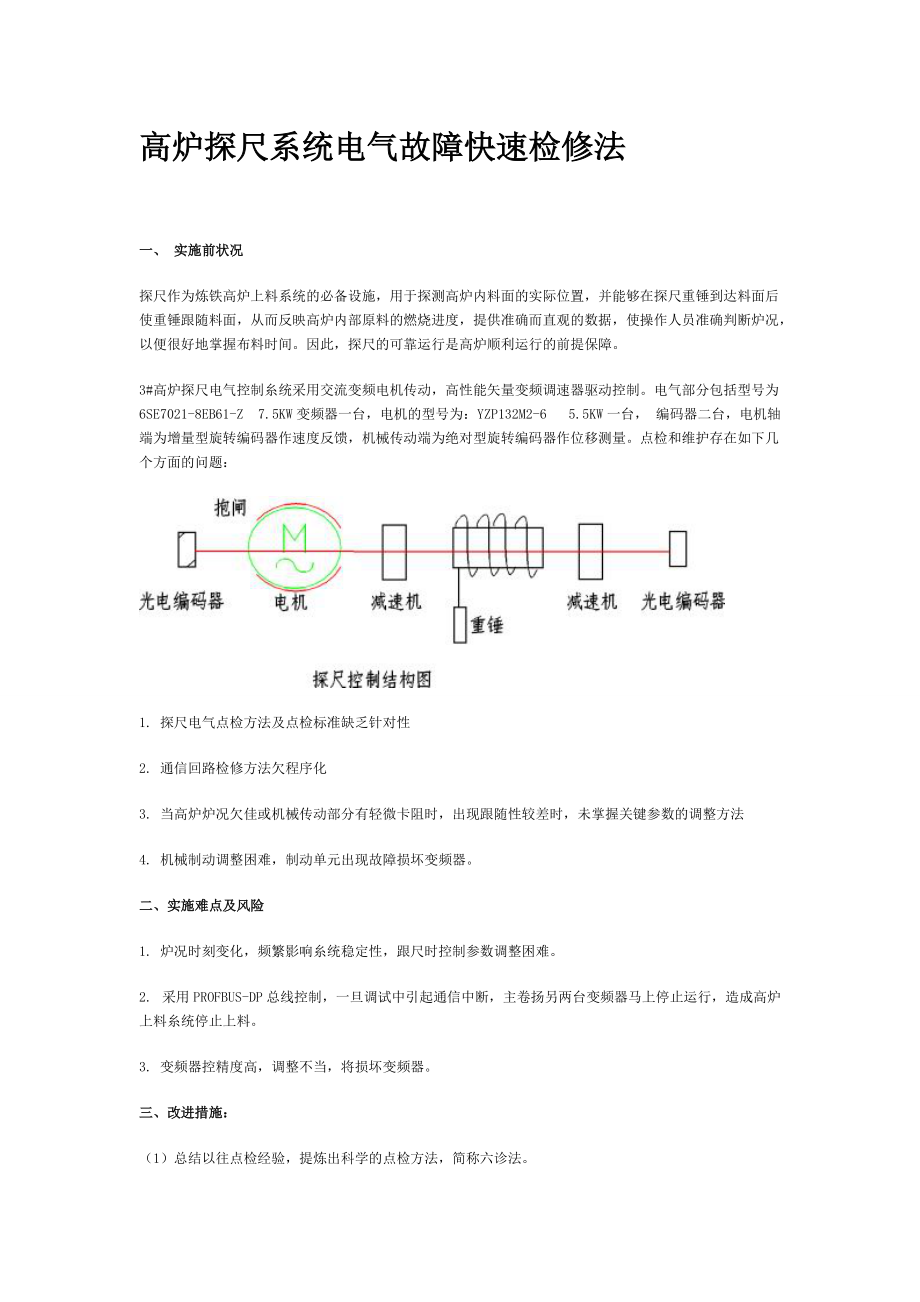
1、高炉探尺系统电气故障快速检修法 一、 实施前状况探尺作为炼铁高炉上料系统的必备设施,用于探测高炉内料面的实际位置,并能够在探尺重锤到达料面后使重锤跟随料面,从而反映高炉内部原料的燃烧进度,提供准确而直观的数据,使操作人员准确判断炉况,以便很好地掌握布料时间。因此,探尺的可靠运行是高炉顺利运行的前提保障。3#高炉探尺电气控制糸统采用交流变频电机传动,高性能矢量变频调速器驱动控制。电气部分包括型号为6SE7021-8EB61-Z 7.5KW变频器一台,电机的型号为:YZP132M2-6 5.5KW一台, 编码器二台,电机轴端为增量型旋转编码器作速度反馈,机械传动端为绝对型旋转编码器作位移测量。点检
2、和维护存在如下几个方面的问题:1. 探尺电气点检方法及点检标准缺乏针对性2. 通信回路检修方法欠程序化3. 当高炉炉况欠佳或机械传动部分有轻微卡阻时,出现跟随性较差时,未掌握关键参数的调整方法4. 机械制动调整困难,制动单元出现故障损坏变频器。二、实施难点及风险1. 炉况时刻变化,频繁影响糸统稳定性,跟尺时控制参数调整困难。2. 采用PROFBUS-DP总线控制,一旦调试中引起通信中断,主卷扬另两台变频器马上停止运行,造成高炉上料糸统停止上料。3. 变频器控精度高,调整不当,将损坏变频器。三、改进措施:(1)总结以往点检经验,提炼出科学的点检方法,简称六诊法。望、闻、问、切是首要1、口问当一台
3、设备的电气系统发生故障后,检修人员应和医生看病一样,首先要详细了解“病情”。当探尺电气系统发生故障后,检修人员应向岗位操作人员了解设备使用情况,询问故障发生之前有什么征兆,故障发生时的控制选择方式是手动还是自动;是放尺过程还是跟随料面下降过程;是提尺过程中还是布料过程中。总之,了解情况要尽可能的详细和真实,这些往往是快速找出故障原因和部位的关键。2、眼看因为岗位操作人员只能谈表面现象而不了解电气内部动作的顺序及控制原理。2-1看曲线通过查看工控机上探尺历史曲线,即电流、米数、力矩曲线故障时的突变过程,加以分析,与口问的对照是不是相符。2-2看现场根据所问到的情况,对系统目视观察,以发现形态上的
4、异常。PLC通信模块总线通信显示是否正常;看主回路开关是否动作;控制回路电源及位置检测编码器24V电源开关是否动作;变频器应重点注意的内容有:快熔是否已熔断?直流母线电容器是否有爆裂或膨胀变形等现象?IGBT等元件是否有爆裂与飞弧的熏黑迹象?变频器的前端整流元件有无爆裂?预充电电阻是否有烧毁或烧过(表面是否呈灰白色、是否掉渣)的迹象?预充电电阻的切除继电器是否有爆裂、拉弧、烧坏的迹象?与功率元件相连接的一些阻容吸收元件、压敏器件等有无爆裂?制动单元有无异常。有时需要拆掉一些外部盖板之类的部件,但暂时先不要动及内部结构部件。2-3看变频器参数在变频器中,r参数是用来观测系统的各种实际值与实际状态
5、,它们为维修工作带来了许多的方便。通过PMU读以下重要参数:r550、r551读每一位控制字的状态;r552、r553读每一位状态字;r646读开关量输入与输出的状态;6放尺指令、5提尺指令、4起/停命令。r783读跳闸时速度实际值;r786读故障跳闸变频器输出电压的实际值;r947读 故障跳闸历史记录。r002读变频器提尺、放尺、跟随料面下降时,编码器检测电机的实际速度反馈值。2-4看传动部件上炉顶观察电机抱闸的开、合情况,闸皮磨损部位及程度,炉顶二个编码器电源信号灯及通信显示是否正常、地址是否改变。红灯灭,绿灯亮表示通信正常。减速机糸统、链轮是否发出异常响声 ,仔细查看驱动电机的部状况及运
6、行工况。3、耳听细听电气设备运行中声响,电气设备在运行中会有一定噪声,但其噪声一般较均匀且有一定规律,噪声强度也较低。统计分析,探尺糸统出现跟尺困难,除了高炉炉状不好波动影响外,多数问题是机械传动有问题。首先要排除电机传动方面的问题,检查驱动电机声音、震动。4、鼻闻利用人的嗅觉,根据电气设备的气味判断故障。变频器系统的硬件损坏的过程往往伴随发生过爆裂、飞弧、燃烧等现象,其结果一般会在故障后的系统中留有焦糊异味。电机过热、内部短路、击穿故障,制动单元故障及电缆短路等有可能闻到烧焦味、焦油味、火烟味和塑料、橡胶、油漆、润滑油等受热挥发的气味。5、手摸用手触摸电气设备的有关部位,根据温度和振动判断故
7、障。实际操作应注意遵守有关安全规程和掌握设备的特点,掌握摸(触)的方法和技巧,该摸的才摸,不该摸的切不要乱摸。手摸用力也要适当,以免危及人身安全和损坏设备。温升是电动机异常运行和发生故障的重要信号。用手摸摸电动机的外壳,看温升是否过高。即检测温升多用手摸,用手背触摸电动机外壳,如果没有发烫到要缩手的感觉,说明被测电动机没有过热;如果烫的马上要缩手,难以忍受,则说明电动机的温度已超过了允许值。如信号处理回路的电子原件手摸感觉温度只有轻微的发热,电容元器件就不能有轻微的发热。6、表测通过前面的五个步骤,我们对系统发生的问题已经有了大概的了解。“切”则要决定下一步怎么办,进一步确认故障点。用万用表做
8、常规检查。根据仪表测量某些电参数的大小,如电流、电压、阻值与正常的数据对比后来确定故障部位和分析原因。变频器主回路的对地绝缘,电机的三相电阻对称性等。(2)断乱复原后检修许多电气故障由于多人检修,元器件更换错误或连接错误而动作不了,通过观察及询问维修人员是否已进行过处理,仔细核对每一根线,如果没有把握,找来原理图核对,更正后再检修,有时更正后即恢复正常。(3)通信回路保通畅通信DP总线出现故障后,由于PLC糸统采用编码器检测的实际米数来控制变频器启、停,工控后台监控不到探尺编码器检测的实际位置显示,探尺糸统马上停止运行。(4)跟随料面调参数变频器转矩控制时参数设置如下:U190=KK148 实
9、际速度 P486=K541 转矩给定 U191.1=-100% U192.1=100%U191.2=-40 U192.2=40U191.3=-20 U192.3=25U191.4=-10 U192.4=18U191.5=-5 U192.5=10U191.6=0 U192.6=6.5U191.7=10 U192.7=1U191.8=40 U192.8=0U191.9=60 U192.9=0U191.10=100 U192.10=0变频器内部功能块下放的速度越快,提尺力矩就越大,从而达到新的动态平衡。U191.6=0 即当探尺到料面后,实现速度为 0,变频器仍有一定的提尺力矩(U192.6=6.5
10、),当探尺出现有时不能跟随料面下降的处理,通过调节变频器参U192.6由原来的U192.6=6.5减少,6.56.05.54.54.0(但不能减至0)减少提尺力矩,观察料线曲线是否跟尺。如果跟随性未发生明显变化,变频器PMU上显出实际速度一直为零,说明电机未旋转。有两种可能性:一、一种情况是料面本身没有下降;二、一种是受到一种阻力,一直处于一个平衡状态。首先判断料面下降是否下降:(1)另一个探尺跟随料面下降。(2).左右雷达探尺虽然测量有误差,但曲线是变化的,说明料面在下降,排除了第一种可能性。第二种情况,在随料面下放过程中受到另外的力的影响使系统处在新的平衡状态上。可能是:(3)抱闸调整不当
11、(4)机械传动部分故障对电机抱闸进行重新调整,仍不能跟随料面下降。上炉顶观察电机在放尺、提尺时均正常运行,观察跟尺状态电机轴是否转动,发现到料面电机停止转动,说明是机械传动部分故障。编码器检测到电机实际的转速n=0,二分钟后如果位置检测编码器数据仍未刷新,PLC程序控制则自动提尺。(5)编码器更换三核实由于编码器属于高精度机电一体化设备,当检查出编码器损坏,更换编码器时,做到核对型号,核对地址和终端电阻位置,核对接线方式。(6)变频参数优化与细调节探尺更换不同厂家电机或电机大修后,要进行参数优化。自动控制系统是建立在数学模型的基础上,变频器控制电机,其内部通过建立数学模型来控制的,输入电机参数
12、也是建立电机模型的一个过程,只是此模型还不够精确,优化过程是变频器自动测量电机参数,精确模型的过程。电机模型越精确,控制效果越好。优化后,探尺是位能性负载,调两个关键参数, P279低速时动态转矩补偿,P278静态转矩给定,P471作用与P279的作用相同,发生松开抱闸后提尺带不动负载,可调节其中的一个参数如P279。(7)提尺、放尺查程序当发出提尺、放尺命令时,探尺糸统不动作,结合PLC的控制程序查找。(8)制动单元准制动制动系统的调整分为制动力的调整、制动瓦的调整、开闸间隙和开闸同步性的调整四个步骤。制动力的调整:双侧闸臂压紧弹簧压力不够,重新调整和校验。调整压紧螺母以获得足够的制动力,
13、制动体动铁芯顶杆与制动臂顶杆螺栓间没有留有自由活动间隙,双侧顶杆与制动臂顶死,造成制动臂不能充分回位。调整制动臂顶杆螺栓。制动轮和制动瓦间有油污等杂物,使摩擦力减少,注意清除油污等杂物。制动瓦的调整:当压力弹簧产生足够的压力压紧制动臂,使制动瓦弧面紧贴在制动轮圆周弧面上。开闸间隙的调整:保证制动瓦弧面下端与制动轮的弧面间隙为0.30.5mm。开闸同步性的调整:观察两制动臂开闸闭合时的快慢统一性,当一侧慢另一侧快时,若制动力矩足够,慢的一侧应减小压力,反之,快的一侧应增加压力。边调整边观察,直到同步。四、改进效果及效益效果:(1)通过对多年的维修经验总结,并在实践中不断改进和创新,提炼出了探尺糸
14、统电气故障快速处理方法,并应运到其它三座高炉。(2)解决了西门子6SE70变频器在高炉探尺糸统应用过程中存在的问题。(3)改进后,探尺糸统故障引起的休风减少到零,保障了探测料面的准确性,为高炉精确布料提供可靠保证。效益计算:与2008年相比,统计后发现设备备件及材料损耗,探尺引起高炉休风、低料线所造成的损失及对炉况的影响, 计算如下:1. 设备备件损耗:变频器及编码器备件减少成本2.6万元2. 探尺引起高炉休风累计减少3.2小时,以3#高炉平均日产铁3000吨,按铁利润200元/吨计算:3000÷24×3.2=400吨则可多创经济效益:400×200=8万元。同样
15、,一高炉则可多创经济效益:7000(吨)÷24×4(休风时间)×200 =24万元。四高炉则可多创经济效益:5000(吨)÷24×3.7(休风时间)×200 =14.8万元。三座高炉累计: 8万元24万元14.8万元=46.8万元3. 探尺电气故障对炉况的影响减少3次,每一次休风恢复正常高炉利用糸数需要3天甚至更长,每波动一个周期,高炉冶炼过程更改原料配比成份。以三天高炉恢复正常高炉利用糸数,每天需多要焦碳7批,每批8吨,焦碳成本为700元/吨计算,则可节能降耗焦碳:3×3×7×8×700=34
16、.6万元三座高炉累计: 34.6万元×3=103.8万元4. 项目投入成本:0.7万元5. 创造总利润共计:103.846.82.60.7=152.5万元雷达料位仪在首钢2号高炉的初步应用 前言随着高炉冶炼水平的发展,高炉经济技术指标的进步日益依赖高炉煤气分布形态,而装料制度在很大程度上决定着高炉煤气分布形态,因而炼铁工作者对高炉炉喉径向料面形状越来越重视。虽然机械探尺和炉喉红外成像技术在国内外高炉上得到了广泛的应用,但机械探尺只能在高炉加料完毕以后反映高炉料面某一点的深度变化,是一个局部和间断的过程;炉喉成像在高温下能够连续监测炉料的下降过程和炉内煤气流的变化,但在光线较暗的情况下
17、,则看不见炉内的布料情况,料线较深时,对炉内情况也难以判断,无论机械探尺还是炉喉成像都不能全面、准确反映高炉炉喉料面形状的变化过程,在这种情况下,炼铁工作者往往只能根据经验判断炉料的分布情况,不利于对装料制度的调整,近几年布料模型发展较快,其在理论上能够反映炉料在炉喉的分布,但其距离实际的料面变化还有一定的差距。首钢2号高炉2002年5月开炉,有效容积1780m3,24个风口,炉身下部、炉腰、炉腹安装三段铜冷却壁,先后装备了高炉基础数据采集系统、高炉煤气成分在线分析系统、风口摄像系统、炉喉红外成像系统等先进设备,完善的监测设备为客观分析高炉冶炼进程提供了数据基础。2005年6月,2号高炉在机械
18、探尺(北)旁安装了1台雷达料位仪,与机械探尺进行数据对比后,证实其测量精度满足高炉工艺要求。2006年4月,又安装了5台雷达料位仪,2号高炉利用6台雷达料位仪,综合运用测量技术、数据采集技术、数据传输技术对高炉料面进行连续测量,给出了不同炉料在炉喉径向的分布状态和变化规律。2号高炉以先进的高炉监测设备为后盾,解放思想、大胆创新,寻找适合高炉自身特点的作业参数,在炉况顺行的基础上,取得了焦比280Kg/t、煤比170Kg/t、小焦比45Kg/t、利用系数2.5t/m3.d的经济技术指标,引领着首钢(北京)高炉的冶炼技术发展。1 测量原理及技术特点1.1 测量原理2号高炉采用北京宇宏泰公司的HTR
19、系列专用雷达料位仪,该雷达料位仪利用经过专门设计的高灵敏度天线将频带为10GHz的调频连续波发射到物体表面,经表面反射后,利用同一天线接收到反射波。由于信号频率不断变化,与此时发射的信号相比回波的频率稍微有所不同,频率的差异与物体表面的距离成正比,由此可以精确计算出从发射天线到物体表面的距离。由于采用10GHz的频带,在波束宽度和对天线污染的敏感度之间取得最佳平衡。图 1 雷达料位仪测量原理示意图1.2 技术特点雷达料位仪安装在高炉炉顶位置,其工作条件恶劣,雷达料位仪必须经受高温、粉尘的考验,HTR系列专用雷达料位仪有以下技术特点:(1)采用基于10GHz的调频连续波,能有效克服干扰,提高测量
20、精度。(2)采用大体积、高灵敏度天线,提高了雷达料位仪的灵敏度。(3)采用一体化吹扫和冷却设计,简化设备结构,提高可靠性,延长雷达料位仪使用寿命。(4)采用降噪设计,提高信噪比。图 2 HTR系列专用雷达料位仪信噪比实测图(5)采用FFT,Echofixer,FHAST,MET等多种信号处理技术,提高了雷达料位仪的精度和抗干扰能力。2 高炉料面监测2.1 料线深度雷达料位仪是连续测量仪表,测量范围可以达到45m,料线深度能够实时、准确的被反映,相比传统机械探尺,雷达料位仪能够进行料线深度的连续监测,这改变了炼铁工作者单纯依靠机械探尺,实现间断的料线深度监测的局面,雷达料位仪精度高、连续性强,对
21、研究高炉炉料运动情况提供了更全面、准确的手段。图 3 雷达料位仪现场安装图 2.2 料面形状炉喉径向料面形状是实现高炉合理煤气分布形态的关键,2号高炉利用6台雷达料位仪,综合运用测量技术、数据采集技术、数据传输技术对高炉料面进行连续的深度测量,且炉喉料面分布基本呈中心轴对称,因此,仅利用雷达料位仪监测炉喉半径方向即可反映炉喉料面的形状,实现对炉喉径向料面形状的准确描绘。图 4 雷达料位仪安装位置示意图 3 生产中的初步应用3.1 料面形状监测高炉料面形状连续监测,可以在线监测高炉炉喉径向的料面形状变化,从而炼铁工作者可以初步掌握高炉布料前后的料面形状、高炉料面的下降速度及各点布料的厚度,从而为
22、装料制度的调整提高技术参考,进而优化高炉基本冶炼制度。从料面形状可以看出,2号高炉装入焦炭后,料面形状为典型的“平台+漏斗”形状,平台宽度约为炉喉半径的 。图 5 高炉料面形状(装入焦炭后)3.2 深料线监测2号高炉的机械探尺受自身量程所限,无法对超过4m的深料线有效测量,2号高炉2006年4月降料面检修,在降料面前期,雷达料位仪显示的料线深度与通过耗风量计算的料面深度基本一致,后期受量程所限,该料位仪无法探测料线。更换30m量程雷达料位仪后,其显示的料线与实际料面深度一致,这为使用雷达料位仪精确掌握深料线积累了经验。4 探讨4.1 雷达料位仪数量为了能尽可能真实反映出炉喉径向料面形状,需要安
23、装多台雷达料位仪对炉喉径向料面形状曲线进行动态监测,雷达料位仪的数量受单台雷达料位仪的覆盖直径所决定,根据2号高炉的经验,径向料面形状基本呈中心轴对称,因此,仅需对半径方向料面形状进行监测。单台雷达料位仪覆盖区域计算:雷达料位仪发射角为 ,雷达安装位置离料面 m,则单台雷达料位仪覆盖直径 m。炉喉半径 m,则安装雷达数量 。4.2 雷达料位仪布局2号高炉炉顶装料形式为并罐装料,并罐装料存在一定的布料偏析,如果全部雷达料位仪测量炉喉同一半径料面曲线,最后得到的炉喉径向料面形状准确性最高。但高炉设计过程中没有预留雷达料位仪安装位置,高炉无法对炉喉同一半径料面形状进行监测,造成炉喉径向料面形状监测的
24、不确定性。理想的雷达料位仪布局是在炉喉同一半径方向上尽可能布局更多的雷达料位仪,上限是计算出的雷达料位仪数量 。4.3 料线深度计算炉喉半径 m,雷达料位仪与垂线的夹角 ,雷达料位仪距料线零点 m,距炉墙内侧 m,探测距离 m,则料线深度 m,即雷达料位仪数据反映的是炉喉半径方向上距离炉喉中心 m处的料线深度 m。4.4 雷达料位仪探测能力由于高炉炉喉料面逸出的煤气流速较高,对雷达料位仪的干扰大,雷达料位仪实际很难准确达到最大量程,尤其在高炉降料面过程中,随着料面的降低,煤气流速变大,料线过深后出现测量数据波动的情况,且由于料线过深,雷达波覆盖直径过大,造成料线深度数据失真。4.5 料面形状模
25、型通过雷达料位仪数据建立的炉喉径向料面形状模型是一个仿真模型,并不是一条完全实测的料面形状曲线,在料面模型建立过程中参考了已知常规料面、十字测温数据、高炉料面移动规律等,只能说是在利用雷达料位仪实现高炉炉喉径向料面形状监测的道路上踏出的探索性步伐,距离完全依靠雷达料位仪建立的料面形状模型还是有一定距离。5 结论与建议首钢2号高炉安装雷达料位仪对高炉料面进行监测,在使用中不断积累经验,将先进监测设备与高炉操作相结合,有以下结论和建议:1、雷达料位仪能够连续监测高炉的料线深度,测量结果准确、及时,是一种比传统机械探尺更为先进的料线深度测量装置。2、多台雷达料位仪可以实现高炉炉喉径向料面形状的连续监
26、测,对指导炼铁工作者对高炉装料制度调整提供了坚实的基础。3、受炉顶设备条件影响,首钢2号高炉安装的6台雷达料位仪在料面上的监测点不在同一条径向,雷达料位仪的安装数量有限,利用数学模型实现料面形状仿真,这对高炉料面形状的准确描述有一定影响。4、以固定雷达料位仪与旋转雷达料位仪相结合,实现对料线深度和炉喉径向料面形状的连续监测是一个可供探索的方向,固定雷达料位仪对料线深度监测,旋转雷达料位仪对炉喉半径方向连续扫描实现对炉喉径向料面形状的监测,最终建立炉喉料面雷达联合监测系统,改变目前主要依靠数学模型推测炉料在炉喉的分布情况,为炼铁工作者研究高炉装料制度提供一个崭新的手段。作者简介马宏斌,男,首钢炼
27、铁厂 高级工程师 作者联系方式:北京市 首都钢铁股份有限公司炼铁厂邮政编码:100041电话:010-88295603(办)西门子变频器故障代码及其修复经验总结时间:2012-06-30 来源: 编辑:李亮 点击:947次 字体设置: 大 中 小变频器的故障多种多样,其中不乏一些具有代表性的。本章开始将陆续介绍西门子变频器故障修复的总结经验,希望能给大家带来一些启发。1 故障信息发生故障时,变频器断电,并在显示屏上出现1个故障码。说明为使故障码复位,可以采用以下3种方法中的1种:1. 使变频器断电、再重新通电。2. 按BOP或AOP上的 键。3. 通过数字输入3(缺省设置)。故障信息按其故障码
28、序号(例如,F0003 = 3)存储在参数r0947中。相关的故障值可在参数r0949中查到。如果某个故障没有故障值,则输入值为0。而且,可以读出故障出现的时间(r0948)和存储在参数r0947中的故障信息数量(P0952)。F0001 OverCurrent 过电流 OFF2原因电动机功率(P0307)与变频器功率(r0206)不匹配 电动机引线短路。 接地故障。诊断和应采取的措施检查以下各项: 电动机功率(P0307)必须与变频器功率(r0206)相匹配。 电缆长度不得超过允许限度。 电动机电缆和电动机不得有短路或接地故障。 电动机参数必须与实际使用的电动机相匹配。 定子电阻值(P035
29、0)必须正确。 电动机旋转不得受阻碍,电动机不得过载。 增大斜坡时间。 减小提升数值。F0002 OverVoltage 过电压 OFF2原因:直流中间回路电压(r0026)超过脱扣电平(P2172)。说明:如果供电电源电压过高或者电动机处于再生制动方式,则可能会引起过电压。在快速斜坡下降或者电动机由一个大惯量负载带动旋转时,就可能会引起再生制动方式。 诊断和应采取的措施检查以下各项: 电源电压(P0210)必须在铭牌标明的允许范围内。 直流中间回路电压调节器必须使能(P1240)并正确进行参数设置。 斜坡下降时间(P1121)必须与负载惯量相匹配。 所需的制动功率必须在规定的极限值范围内。说
30、明 :惯量越高,所要求的斜坡时间越长;否则,就会施加制动电阻。F0003 UnderVoltage 欠电压 OFF2原因 供电电源发生故障。 出现超出规定极限值范围的冲击负载。诊断和应采取的措施检查以下各项: 电源电压(P0210)必须在铭牌标明的允许范围内。 电源不允许出现短时故障或电压降低。F0004 Inverter Over Temperature 变频器过热 OFF2原因 通风不足。 环境温度过高。诊断和应采取的措施检查以下各项: 负载条件和工作循环必须合适。 在变频器运行时风机必须正常运转。 脉冲频率(P1800)必须设定为缺省值。 环境温度可能高于为变频器规定的温度。对于MM44
31、0框架尺寸FX和GX而言,还有另外的含义: r0949 = 1:整流器过热 r0949 = 2:环境过热 r0949 = 3:EBOX过热F0005 Inverter I2t 变频器I2t OFF2原因 变频器过载。 工作循环要求过于苛刻。 电动机功率(P0307)超过变频器功率容量(r0206)。诊断和应采取的措施检查以下各项: 负载工作循环必须在规定的极限值范围内。 电动机功率(P0307)必须与变频器功率(r0206)相匹配。F0011 Motor Over Temperature 电动机过热 OFF1原因电动机过载诊断和应采取的措施检查以下各项: 负载工作循环必须正确。 电动机的标称过
32、热(P0626 P0628)必须正确。 电动机温度报警阈值(P0604)必须匹配。F0012 Inverter temp. signal lost 变频器温度信号丢失 OFF2原因变频器(散热器)温度传感器断线F0015 Motor temperature signal lost 电动机温度信号丢失 OFF2原因电动机温度传感器开路或短路。如果检测到信号丢失,则温度监控切换成采用电动机热模型的监控方式。F0020 Mains Phase Missing 电源断相 OFF2原因如果电源三相输入中的一相丢失,便出现故障,但脉冲仍被使能、传动装置仍然带载。诊断和应采取的措施检查电源各相的输入线路连接
33、F0021 Earth fault 接地故障 OFF2原因如果相电流之和超过变频器电流标称值的5%,便出现故障。说明只有在带有3个电流传感器的变频器(框架尺寸D F)上才出现该故障。F0022 HW monitoring fault 硬件监控故障 OFF2原因由下列事件引起的硬件故障(r0947 = 22和r0949 =1):(1) 直流中间回路过电流 = IGBT短路;(2) 制动单元短路;(3) 接地故障;(4) I/O板没有正确插入。 框架尺寸A C:(1), (2), (3), (4) 框架尺寸D E:(1), (2), (4) 框架尺寸F:(2), (4)就功率组件而言,由于所有这些
34、故障都被赋值给一个信号,因而不能确定实际上出现了哪个故障。对于框架尺寸FX / GX而言,仅会出现下列故障(UCE和I2C): 当r0947 = 22以及故障值r0949 = 12或13或14(取决于UCE)时,检测出了UCE故障。 当r0947 = 22以及故障值r0949 = 21(需断开/接通(ON/OFF)电源)时,I2C总线读出错误。 诊断和应采取的措施首先,您必须审实该故障是常发性故障(即,变频器在没有发生故障的情况下不能起动)还是间发性故障(间或发生或者在某些确定的工作条件下发生)。常发性F0022故障: 检查I/O板。它必须完全插入就位。 变频器输出端或IGBT中有接地故障或短
35、路吗?拆开电动机电缆,将可以确定是哪种情况。如果在使所有外部电路连接(与电源)断开时经常发生该故障,则几乎可以肯定是装置损坏,应当进行修理。间发性F0022故障: 这种故障应当被认为是“过电流”。下列情况可能发生间发性F0022故障: 负载突然改变或者机械堵塞。 斜坡时间非常短。 对无传感器矢量控制的最优化起副作用。 所安装的制动电阻器不正确、电阻值太低。F0023 Output fault 输出故障 OFF2原因电动机的一相断开F0024 Rectifier Over Temperature 整流器过热 OFF2原因 通风不足。 风机不工作。 环境温度过高。 诊断和应采取的措施检查以下各项:
36、 在变频器运行时风机必须正常运转。 脉冲频率必须设定为缺省值。 环境温度可能高于为变频器规定的温度。 F0030 Fan has failed 风机发生故障 OFF2原因风机不再工作诊断和应采取的措施 在连接有操作面板选件(AOP或BOP)时,故障不能被屏蔽。 需更换上新的风机。F0035 Auto restart after n 在n次之后自动再起动 OFF2原因自动再起动尝试次数超过P1211的值。F0041 Motor Data Identification Failure 电动机数据识别故障 OFF2原因电动机数据识别发生故障。报警值 = 0:负载消失报警值 = 1:在识别过程中已达到
37、电流极限强度报警值 = 2:识别出定子电阻小于0.1%或大于100%报警值 = 3:识别出转子电阻小于0.1%或大于100%报警值 = 4:识别出定子电抗小于50%和大于500%报警值 = 5:识别出主电抗小于50%和大于500%报警值 = 6:识别出转子时间常数小于10 ms或大于5 s报警值 = 7:识别出总漏抗小于5%和大于50%报警值 = 8:识别出定子漏抗小于25%和大于250%报警值 = 9:识别出转子漏抗小于25%和大于250%报警值 = 20:识别出IGBT通态电压小于0.5 V或大于10 V报警值 = 30:电流调节器达到电压极限值报警值 = 40:识别出的数据组不一致,至少
38、有一次识别发生故障上述百分比(%)值基于阻抗Zb = Vmot,nom / sqrt(3) / Imot,nom诊断和应采取的措施检查以下各项: 故障值 = 0:检查电动机是否与变频器正确连接。 故障值 = 1 40:检查P0304 P0311中的电动机数据是否正确。 检查要求采用哪一种电动机接线型式(星形、三角形)。F0042 Speed Control Optimisation Failure 速度控制最优化故障 OFF2原因 速度控制最优化(P1960)发生故障。 报警值 = 0:等待稳定速度时超时。 报警值 = 1:读数值不一致。F0051 Parameter EEPROM Fault
39、 参数EEPROM故障 OFF2原因在保存非易失参数时出现读或写故障。诊断和应采取的措施 工厂复位并重新参数设置。 更换传动装置。F0052 Power stack Fault 功率组件故障 OFF2原因功率组件信息读出错误或者数据无效。诊断和应采取的措施更换传动装置。F0053 I/O EEPROM Fault I/O EEPROM故障 OFF2原因I/O EEPROM信息读出错误或者数据无效。诊断和应采取的措施 检查数据。 更换I/O模块。F0054 Wrong I/O Board I/O板错误 OFF2原因 连接的I/O板错误。 检测不到I/O板的ID,无数据。诊断和应采取的措施 检查数
40、据。 更换I/O模块。F0060 ASIC Timeout ASIC超时 OFF2原因内部通信故障。诊断和应采取的措施 如果存在故障,更换变频器。 与服务部门联系。F0070 CB setpoint fault CB给定值故障 OFF2原因在报文结束时间内没有从CB(通信板)接收到给定值。诊断和应采取的措施检查CB板和通信对方站。F0071 USS (BOP-link) setpoint fault USS(BOP链路)给定值故障 OFF2原因在报文结束时间内没有从USS接收到给定值。诊断和应采取的措施检查USS主站。F0072 USS (COM-link) setpoint fault US
41、S(COM链路)给定值故障 OFF2原因在报文结束时间内没有从USS接收到给定值。诊断和应采取的措施检查USS主站。F0080 ADC lost input signal ADC输入信号丢失 OFF2原因 断线。 信号超出极限值范围。F0085 External Fault 外部故障 OFF2原因例如由端子输入触发的外部故障。诊断和应采取的措施例如禁止故障触发的端子输入。F0090 Encoder feedback loss 编码器反馈信号丢失 OFF2原因来自编码器的信号丢失(检查报警值r0949)。诊断和应采取的措施 报警值 = 0:编码器反馈信号丢失。 报警值 = 5:在P0400中没有
42、配置编码器,但传感器控制需要编码器(P1300 = 21或23)。 报警值 = 6:没有找到编码器模块,但P0400中已配置。 检查编码器与变频器之间的连接。检查编码器是否处于无故障状态(选择P1300 = 0,以固定速度运行,检查r0061中的编码器反馈信号)。 增大P0492中的编码器反馈信号丢失阈值。F0101 Stack Overflow 堆栈溢出 OFF2 原因软件出错或者处理器故障。诊断和应采取的措施运行自测试程序。F0221 PID Feedback below min. value PID反馈信号低于最小值 OFF2原因PID反馈信号低于最小值P2268。诊断和应采取的措施 更
43、改P2268的值。 调整反馈增益。F0222 PID Feedback above max. value PID反馈信号高于最大值 OFF2原因PID反馈信号高于最大值P2267。诊断和应采取的措施 更改P2267的值。 调整反馈增益。F0450 BIST Tests Failure BIST测试故障 OFF2原因故障值 = 1:功率部分的有些测试发生故障。2:控制板的有些测试发生故障。4:有些功能测试发生故障。8:I/O板的有些测试发生故障(仅是MM 420)。16:上电检测时内部RAM发生故障。诊断和应采取的措施传动装置可能运行,但有些功能将不能正常工作。更换传动装置。F0452 Belt
44、 Failure Detected 检测出传动皮带故障 OFF2原因电动机的负载状态表明传动皮带故障或机械故障诊断和应采取的措施检查以下各项:1. 传动链无断裂、卡死或阻塞。2. 如果使用外部速度传感器,检查其是否正常工作。检查参数: P2192(允许偏差的延迟时间)3. 如果采用转矩包络线,检查下列参数: P2182(频率阈值f1) P2183(频率阈值f2) P2184(频率阈值f3) P2185(转矩上阈值1) P2186(转矩下阈值1) P2187(转矩上阈值2) P2188(转矩下阈值2) P2189(转矩上阈值3) P2190(转矩下阈值3) P2192(允许偏差的延迟时间)4.
45、需要时加润滑。 报警信息按其报警码序号(例如,A0503 = 503)存储在参数r2110中,并且可以从中读出。A0501 Current Limit 电流极限值原因 电动机功率与变频器功率不匹配。 电动机引线电缆太长。 接地故障。诊断和应采取的措施检查以下各项: 电动机功率(P0307)必须与变频器功率(r0206)相匹配。 电缆长度不得超过允许限度。 电动机电缆和电动机不得有短路或接地故障。 电动机参数必须与实际使用的电动机相匹配。 定子电阻值(P0350)必须正确。 电动机旋转不得受阻碍,电动机不得过载。 增大斜坡时间。 减小提升数值。A0502 Overvoltage limit 过电
46、压极限值原因达到了过电压极限值。在下列情况下产生这一报警信息: 直流中间回路调节器被禁止(P1240 = 0)。 脉冲被使能。 直流电压实际值r0026 r1242。诊断和应采取的措施如果长时间显示这一报警信息,检查传动装置输入电压。A0503 UnderVoltage limit 欠电压极限值原因 供电电源发生故障。 供电电源电压(P0210)以及直流中间回路电压(r0026)低于规定的极限值(P2172)。过电压可能是由于电源电压太高或者在电动机处于再生制动方式时而产生的。诊断和应采取的措施检查电源电压(P0210)。 A0504 Inverter OverTemperature 变频器过
47、热原因超过了变频器散热器温度的报警阈值(P0614),导致脉冲频率降低和/或输出频率降低(取决于P0610中的参数设置)。诊断和应采取的措施检查以下各项: 环境温度必须在规定的极限值范围内。 负载条件和工作循环必须合适。A0505 Inverter I2t 变频器I2t原因超过了报警阈值,如果已进行了参数设置(P0610 = 1),则将减小电流。诊断和应采取的措施检查负载工作循环是否在规定的极限值范围内。A0506 Inverter duty cycle 变频器工作循环原因散热器温度与IGBT结温之间的差值超过报警极限值。诊断和应采取的措施检查负载工作循环和冲击负载是否在规定的极限值范围内。A
48、0511 Motor OverTemperature 电动机过热原因 电动机过载。 负载工作循环过高。诊断和应采取的措施无论是哪种温度确定方式,都检查以下各项: P0604电动机温度报警阈值。 P0625电动机环境温度。 如果P0601 = 0或1,则检查以下各项:1. 检查铭牌数据是否正确(如果不正确,则执行快速调试);2. 通过执行电动机识别(P1910 = 1),可以得出准确的等效电路数据;3. 检查电动机重量(P0344)是否合理。必要时加以更改;4. 如果不是使用西门子公司标准型电动机,可以通过参数P0626, P0627, P0628更改标准过热温度。 如果P0601 = 2,则检
49、查以下各项:1. 检查r0035中显示的温度是否合理;2. 检查传感器是否是KTY84(不支持其他的传感器)A0512 Motor temperature signal lost 电动机温度信号丢失原因电动机温度传感器短线。如果检测出短线,则温度监控切换成采用电动机热模型的监控方式。A0520 Rectifier OverTemperature 整流器过热原因超过了整流器散热器温度(P)的报警阈值。诊断和应采取的措施检查以下各项: 环境温度必须在规定的极限值范围内。 负载条件与工作循环必须合适。 在变频器运行时风机必须正常运转。A0521 Ambient OverTemperature 环境过
50、热原因超过了环境温度(P)的报警阈值。诊断和应采取的措施检查以下各项: 环境温度必须在规定的极限值范围内。 在变频器运行时风机必须正常运转。 风机进风口必须没有任何阻力。A0522 I2C read out timeout I2C读出超时原因通过I2C总线(Mega Master)周期性访问UCE值和功率组件温度受到干扰。A0523 Output fault 输出故障原因电动机的一相断开。诊断和应采取的措施报警信息可以被屏蔽。A0535 Braking Resistor Hot 制动电阻发热 A0541 Motor Data Identification Active 电动机数据识别功能激活原
51、因电动机数据识别功能(P1910)被选择或者正在运行。A0542 Speed Control Optimisation Active 速度控制最优化功能激活原因速度控制最优化功能(P1960)被选择或者正在运行。A0590 Encoder feedback loss warning 编码器反馈信号丢失的报警原因来自编码器的信号丢失;变频器可能已切换成无传感器矢量控制方式(也检查报警值r0949)。诊断和应采取的措施使变频器停机,然后: 检查编码器的安装情况。如果安装了编码器且r0949 = 5,则通过P0400选择编码器类型。 如果安装了编码器且r0949 = 6,则检查编码器模块与变频器之间
52、的连接。 如果没有安装编码器且r0949 = 5,则选择SLVC方式(P1300 = 20或22)。 如果没有安装编码器且r0949 = 6,则设定P0400 = 0。 检查编码器与变频器之间的连接。 检查编码器是否处于无故障状态(选择P1300 = 0,以固定速度运行,检查r0061中的编码器反馈信号)。 增大P0492中的编码器反馈信号丢失阈值。A0600 RTOS Overrun Warning RTOS越权控制报警A0700 CB warning 1 CB报警1(详情见CB手册)A0701 CB warning 2 CB报警2(详情见CB手册)A0702 CB warning 3 CB
53、报警3(详情见CB手册)A0703 CB warning 4 CB报警4(详情见CB手册)A0704 CB warning 5 CB报警5(详情见CB手册)A0705 CB warning 6 CB报警6(详情见CB手册)A0706 CB warning 7 CB报警7(详情见CB手册)A0707 CB warning 8 CB报警8(详情见CB手册)A0708 CB warning 9 CB报警9(详情见CB手册)A0709 CB warning 10 CB报警10(详情见CB手册)A0710 CB communication error CB通信错误原因与CB(通信板)的通信中断。诊断和应
54、采取的措施检查CB硬件。 A0711 CB configuration error CB配置错误原因CB(通信板)报告有配置错误。诊断和应采取的措施检查CB参数。A0910 Vdc-max controller de-activated Vdc-max调节器已被停用原因Vdc-max调节器由于其不能使直流中间回路电压(r0026)保持在极限值(P2172)范围内而已经被停用。 如果电源电压(P0210)一直太高,就可能出现这一报警。 如果电动机由负载带动旋转而使电动机进入再生制动方式,就可能出现这一报警。 在斜坡下降时,如果负载的惯量很高,就可能出现这一报警。诊断和应采取的措施检查以下各项:
55、输入电源电压(P0210)必须在允许范围内。 负载必须匹配。A0911 Vdc-max controller active Vdc-max调节器激活原因Vdc-max调节器激活;这样将自动增大斜坡下降时间以使直流中间回路电压(r0026)保持在极限值(P2172)范围内。诊断和应采取的措施检查CB参数。A0912 Vdc-min controller active Vdc-min调节器激活原因 如果直流中间回路电压(r0026)下降到最小电平(P2172)以下,则Vdc-min调节器将被激活。 电动机的动能用于缓冲直流中间回路电压,因而导致传动系统减速! 这么短时间的电源故障不一定引起欠电压脱
56、扣。A0920 ADC parameters not set properly ADC参数设定不正确原因ADC参数不应设定为相同的值,因为这样会产生不合乎逻辑的结果。 变址 0:输出的参数设定相同 变址1:输入的参数设定相同 变址 2:输入的参数设定与ADC类型不一致A0921 DAC parameters not set properly DAC参数设定不正确原因DAC参数不应设定为相同的值,因为这样会产生不合乎逻辑的结果。 变址0:输出的参数设定相同 变址1:输入的参数设定相同 变址2:输出的参数设定与DAC类型不一致A0922 No load applied to inverter 变频
57、器没有负载原因变频器没有负载。 因而,有些功能不能像在正常负载条件下那样工作。A0923 Both JOG Left and JOG Right are requested 同时请求反向JOG和正向JOG原因已同时请求正向JOG和反向JOG(P1055 / P1056)。这会使RFG输出频率稳定在其当前值。诊断和应采取的措施不要同时按正向和反向JOG键。A0952 Belt Failure Warning 传动皮带故障报警可能的原因电动机的负载状态表明传动皮带故障或机械故障诊断和应采取的措施检查以下各项:1. 传动链无断裂、卡死或阻塞。2. 如果使用外部速度传感器,检查其是否正常工作。检查参数: P0409(额定速度时的每分钟脉冲数
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
