 板框技术组完全手册模板
板框技术组完全手册模板

《板框技术组完全手册模板》由会员分享,可在线阅读,更多相关《板框技术组完全手册模板(7页珍藏版)》请在装配图网上搜索。
1、资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。板框技术组完全手册1. 概述1.1 过滤是分离悬浮液最常见和最有效的操作之一, 她是利用离心力 , 重力 , 或者人为造成的压差使悬浮液经过多孔性介质 , 其中个体被截留 , 滤液穿过过滤层流出 , 达到固液分离的目的。板框作为过滤工段带滤机过滤后的精细过滤工序 , 主要去除发酵液中颗粒悬浮物质 , 主要是菌丝体 , 获得复滤清夜 /脱色清液。以滤布为介质在外力作用下 , 使悬浮液中的液体经过过滤介质 , 而固体颗粒滤渣被截留在介质滤布上 , 从而实现固液分离的操作。板框优点是结构简单 , 过滤面积大 , 承受压强差较高可用于细小颗
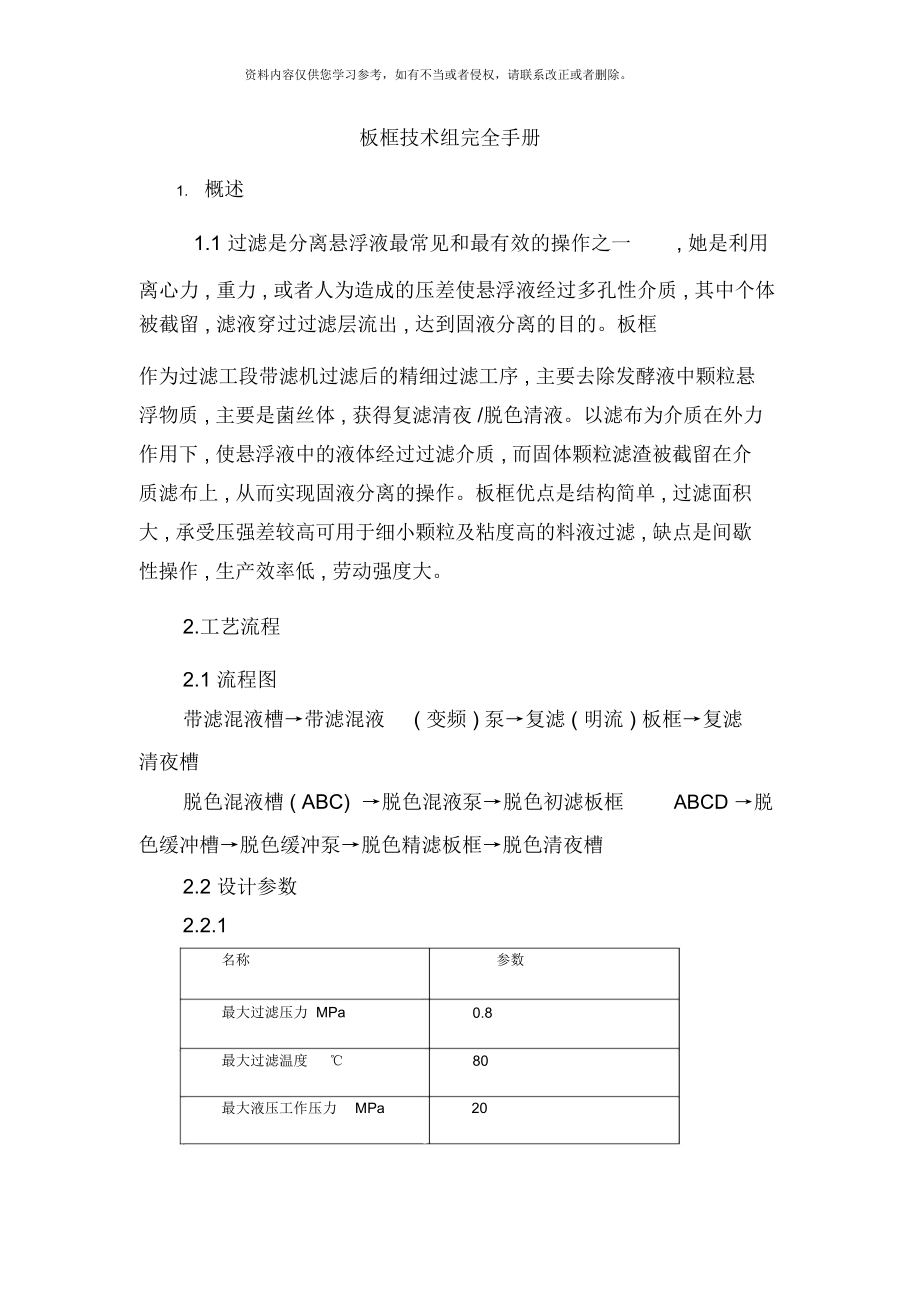
2、粒及粘度高的料液过滤 , 缺点是间歇性操作 , 生产效率低 , 劳动强度大。2.工艺流程2.1 流程图带滤混液槽带滤混液( 变频 ) 泵复滤 ( 明流 ) 板框复滤清夜槽脱色混液槽 ( ABC) 脱色混液泵脱色初滤板框ABCD 脱色缓冲槽脱色缓冲泵脱色精滤板框脱色清夜槽2.2 设计参数2.2.1名称参数最大过滤压力 MPa0.8最大过滤温度 80最大液压工作压力MPa20资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。压榨压力 MPa1.62.2.2 板框运行参数项目带滤浑液复滤清液酸度复滤清液浊度脱色板框渣残酸脱色清液酸度脱色清液透光率脱色清液浊度设计工况最大工况最小工况单位酸
3、度 (W/V)161310酸度 (W/V)161310浊度 ( NTU)15酸度 (W/V)5酸度 (W/V)透光率 (%)浊度 ( NTU)资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。3.工作原理3.1 原理 :板框板框由交替排列的滤板和滤框构成一组滤室。 滤板的表面有沟槽 , 其凸出部位用以支撑滤布。滤框和滤板的边角上有通孔 , 组装后构成完整的通道 , 能通入悬浮液、 洗涤水和引出滤液。板、 框两侧各有把手支托在横梁上 , 由压紧装置压紧板、 框。板、 框之间的滤布起密封垫片的作用。由供料泵将悬浮液压入滤室 , 在滤 布上形成滤渣 , 直至充满滤室。滤液穿过滤布并沿滤板
4、沟槽流至板框边角通道 , 集中排出。过滤完毕 , 可通入清洗涤水洗涤滤渣。洗涤后 , 有时还通入压缩空气 , 除去剩余的洗涤液。 随后打开板框卸除滤渣 , 清洗滤布 , 重新压紧板、 框 , 开始下一工作循环。3.2 结构及特点资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。车间使用的板框是集机、电、 液于一体的先进分离机械设备 , 它主要由五大部分组成 : 机架部分、 自动拉板部分、 过滤部分、 液压部分和电气控制部分 , 其结构见图一。3.2.1 机架部分机架是整套设备的基础 , 它主要用于支撑过滤机构和拉板机构 , 由止推板、 压紧板、 机座、 油缸体和主梁等连接组成。支撑
5、过滤机构的主梁 , 其材质是 Q345优质钢材 , 具有机械强度高 , 抗拉强度大等特点 , 止推板、 压紧板和机座均采用优质钢板焊接而成 ,而油缸体采用优质无缝钢管加工制造 , 机械性能良好。设备工作运行时 , 油缸体上的活塞杆推动压紧板 , 将位于压紧板和止推板之间的滤板、 隔膜板及过滤介质压紧 , 以保证带有一定压力的滤浆在滤室内进行加压过滤。3.2.2自动拉板部分拉板系统由变频电机、拉板小车、链轮、链条等组成 , 在PLC的控制下 , 变频电机转动 , 经过链条带动拉板小车完成取拉板动作。除程序控制外, 还可手动控制 , 能随时控制拉板过程中的前进、 停止、后退动作 , 以保证卸料的顺
6、利行。3.2.3过滤部分过滤部分是由整齐排列在主梁上的普通厢式滤板、隔膜滤板和夹在滤板之间的过滤介质所组成的。增强聚丙烯滤板主要是选用优质聚丙烯、使用本公司独特配方压制而成, 机械性能良好 , 化学性能稳定 , 具有耐压、耐热、耐腐蚀、无毒、重量轻、表面平资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。整光滑、 密封好、 易洗涤等特点。过滤开始时 , 滤浆在进料泵的推动下 , 经止推板的进料口进入普通厢式滤板和隔膜滤板所构成的滤室内 , 滤浆借助进料泵产生的压力进行固液分离, 由于过滤介质 ( 滤布 ) 的作用 , 使固体留在滤室内形成滤饼 , 滤液由水嘴或出液阀排出。若滤饼需要
7、洗涤 , 可由止推板上的洗涤口通入洗涤水 ,对滤饼进行洗涤; 若需要含水率较低的滤饼, 可从洗涤口通入压缩空气 , 透过滤饼层 , 吹出滤饼中的一部分水份。由于配有隔膜滤板,可在隔膜衬板上的压榨口通入压缩空气或高压水 , 压榨滤饼 , 因此能够进一步降低滤饼的含水率 , 具体工作流程图见图六。3.2.4液压部分液压部分是主机完成各种动作的动力装置 , 在电气控制系统的作用下 , 经过油缸、 油泵及液压元件来完成各种工作。 可实现自动压紧、 自动补压、 及自动松开等功能。a自动压紧开始压紧时 , 油泵电机 M2 及电磁换向阀 YV1 得电 , 电机带动油泵开始向油缸高压腔供油 , 在油压的作用下
8、活塞杆前进 , 推动压紧板压紧普通厢式滤板和隔膜滤板 , 当压力达到电接点压力表 BP1的上限时 , 电机及电磁换向阀YV1 失电 , 电机自动停止运转, 进入保压状态 , 此时系统压力由溢流阀确定。b自动补压板框把普通厢式滤板和隔膜滤板压紧后, 液控单向阀锁紧回资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。路并保压 , 电磁换向阀阀芯处于中位 , 当油压降至电接点压力表BP2下限时 , 电接点压力表 BP2下限触点发出信号 , 电机 M2 及电磁换向阀 YV1 得电 , 油泵向油缸高压腔供油补压。当压力达到电接点压力表 BP1上限时 , 电机及电磁换向阀 YV1 失电, 电机
9、自动停止运转, 如此循环完成过滤时的自动补压。c自动卸压及松开当过滤完毕时, 电磁球阀YV0得电开始卸压, 延时 15秒后电磁球阀YV0失电 (配63ml/r 柱塞泵以下泵站无电磁球阀) ,电机 M2 、电磁换向阀YV2得电 ,电机带动油泵向油缸低压腔供油, 活塞杆带动压紧板后退 , 当压紧板与限位开关SQ1相接触时 , 电磁换向阀YV2 失电 , 压紧板停止运动, 同时 , SQ1发出信号变频电机拉板系统开始工作。详细内容请看图二: 液压站结构 ; 图三: 液压系统原理。3.2.5电气控制部分电气控制部分是整个系统的控制中心, 它主要由变频器、可编程控制器、热继电器、断路器、空气开关、中间继
10、电器、接触器、按扭开关及电源指示灯等组成。自动板框工作过程的转换是靠 PLC 内计时器、计数器、 中间继电器和 PLC 外部的限位开关、压力继电器、电接点压力表、控制按钮等的信号转换而完成的。工作过程可分为高压卸荷( 仅配 63ml/r 柱塞泵的泵站有此工作程序 ) 、 松开、取板、拉板、压紧、保压和补压等 , 其过程见下图 :资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。3.2.5.1高压卸荷 : 当进料过滤过程完成后 , 按”程序启动 ( SB1) ”按钮 , 启动板框开始卸料 , 高压卸荷阀 ( YV0) 将油缸内的高压卸掉 , 以防止压紧板松开时液压系统受冲击 ( 配6
11、3ml/r 柱塞泵以下泵站无电磁球阀 ) , 高压卸荷时间由PLC 控制 , 当延时时间达到后, 板框自动转入压紧板松开状态。3.2.5.2松开 : 油泵电机 ( M2) 启动 , 松开阀 ( YV2) 得电 , 液压站往油缸前腔供油 , 活塞杆带动压紧板后退 , 滤室被打开 , 卸料过程开始 , 当压紧板接触到限位开关 ( SQ1) 后, 板框自动转入取拉板状态。3.2.5.3取拉板 : 变频电机 ( M3) 启动 , 拉板小车开始取板, 当变频器过载时自动反转进入拉板状态, 如此循环 , 完成取拉板卸料过程。3.2.5.4压紧 : 取拉板动作完成后拉板小车接触到接近开关 ( SQ2) , 油泵电机 ( M2) 运转 , 压紧阀 ( YV1) 得电 , 液压站往油缸高压腔供油 ,活塞杆推动压紧板将普通厢式滤板及隔膜滤板推动开始压紧, 当普通厢式滤板及隔膜滤板与止推板相接触时, 液压系统压力上升,当达到设定压力上限值时板框自动转入保压状态3.2.5.5
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
