 DIN7168德国标准(doc7页)(正式版)
DIN7168德国标准(doc7页)(正式版)

《DIN7168德国标准(doc7页)(正式版)》由会员分享,可在线阅读,更多相关《DIN7168德国标准(doc7页)(正式版)(6页珍藏版)》请在装配图网上搜索。
1、DK621.753.1.691.7:621.9;744.43德国标准1991.04英文名称不适用于新设计!DIN 7168部分1/81.05和 部分 2/ 86.07 1节和解释。一般公差线性和角度尺寸,形状和位置的公差不适用于新设计替代DIN 7168DIN 7168DIN ISO 2768第1部分和第2部分适用。也可参见第1目的本标准旨在使多数现存的图纸引用DIN 7168中的一般标准,也借此进一步让本标准的用户理解与明白,对于新设计而言,应该采用DIN ISO 2768 的第1和第2部分。2应用范围如果对于特殊生产方法来说,没有其他标准适用 于其一般公差,那么,本标准的一般公差可应用 于
2、通过切削加工方法生产的零件。如果在图纸中或者附属资料 (例如,供货条件)中,已提示应用本标准的第5节,那么,这种一般公差是有效的。如果在其他标准中规定了特殊公差(参见第7页),那么,应该在图纸或者附属资料中标示本标准。如果在技术文件中有关一般公差指示多个标准, 那么,在存有疑问的情形中,有关线性和角度尺 寸的公差适用本标准。对于毛坯件(例如,铸造坯件,锻造坯件)处于未加 工与已加工的面之间的尺寸而言,如果未就公差 给出单独说明,那么,如果尺寸较大,在有关标 准中就毛坯件规定的一般公差也是适用的。然而,按照DIN 7168规定的一般公差,原则上适用于2个已加工的面之间的尺寸。如果其中没有或者不充
3、分标示一般公差,那么, 未标注线性或者角度尺寸公差的技术资料是不完 整的。注册社团德国标准化研究所(DIN),2.1 本标准的一般公差适用于:a)线性尺寸,例如,外、内、凸缘尺寸、直 径、间距尺寸(参见表1),半径与斜边高 度(斜度)(参见表2);b)角度尺寸(参见表3),不仅标注的,而且 常规不标注的角度尺寸,例如,90o角或者规则多边形;c)通过加工组合的零件产生的长度和角度尺寸;d)未设有单独标注形状和位置公差的结构 要素。2.2 本标准的一般公差不适用于:a)单独说明公差的线性和角度尺寸以及结构要素;b)在图纸中或者在附属资料中说明了有关 一般公差其他标准的线性和角度尺寸以及结构要素;
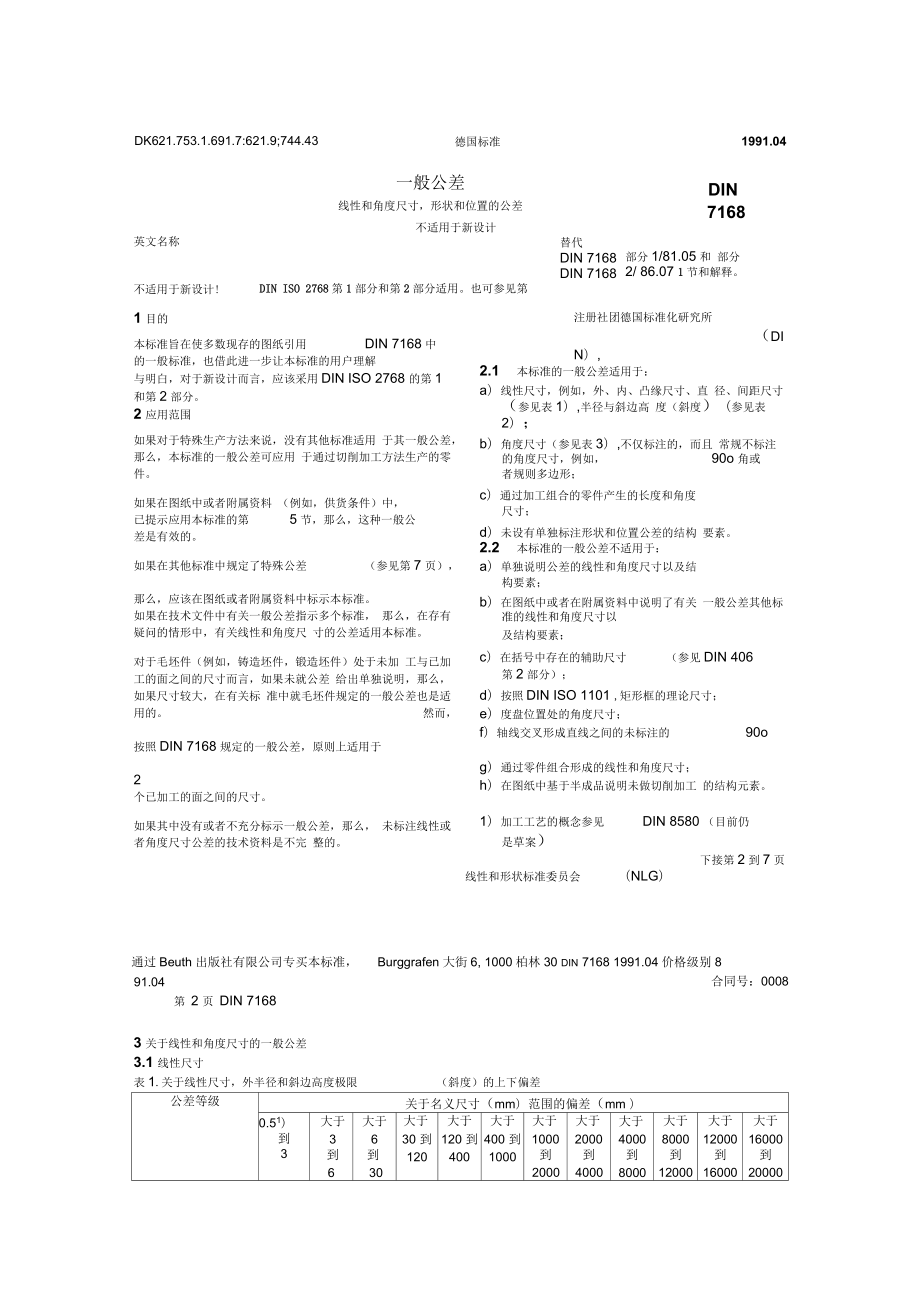
4、c)在括号中存在的辅助尺寸(参见DIN 406第2部分);d)按照DIN ISO 1101 ,矩形框的理论尺寸;e)度盘位置处的角度尺寸;f)轴线交叉形成直线之间的未标注的90og)通过零件组合形成的线性和角度尺寸;h)在图纸中基于半成品说明未做切削加工 的结构元素。1)加工工艺的概念参见DIN 8580 (目前仍是草案)下接第2到7页线性和形状标准委员会(NLG)通过Beuth出版社有限公司专买本标准,Burggrafen大街6, 1000柏林30 din 7168 1991.04价格级别891.04合同号:0008第 2 页 DIN 71683关于线性和角度尺寸的一般公差3.1 线性尺寸表
5、1.关于线性尺寸,外半径和斜边高度极限(斜度)的上下偏差公差等级关于名义尺寸(mm)范围的偏差(mm )0.51)到3大于3到6大于6到30大于30 到120大于120 到400大于400 到1000大于1000 到2000大于2000 到4000大于4000到8000大于8000 到12000大于12000 到16000大于16000 到20000f(精密)±0.05+ 0.05+ 0.1+ 0.15+ 0.2±0.3+ 0.5+ 0.8-m (中等)+ 0.1±0.1:+ 0.2±0.3+ 0.5+ 0.8r+1.2+ 2+ 3+ 4 1+ 5 1+
6、 6g (粗糙)±0.15+ 0.2+ 0.5+ 0.8+ 1.2+ 2+ 3+ 4+ 5+ 6±7+ 8sg (最粗)-+ 0.5+ 1+ 1.5+ 2+ 3+ 4+ 6+ 8+ 10+ 12+ 121)在名义尺寸小于0.5mm情况下,在名义尺寸处直接标注偏差。表2.关于半径R(示例参见插图1)和斜边高度h(斜度)(参见图2的例子)的上下 偏差公差等 级关于名义尺寸(mm)范围 的偏差,mm0.51) 到3大力3到6大于6 到 30大力30 到120大力120 到400f (精密)+ 0.2+ 0.5+ 1+ 2+ 4m (中等)g (粗糙)+ 0.2+ 1+ 2+ 4+
7、 8sg (最粗)1)在名义尺寸小于0.5mm情况下,在名义尺寸处 直接标注偏差。0 1._图 j2.3.2 角度"与线性的实后巾无关,角度尺一居公差 都是有效的,也M是说,不仅在带有最人材料 尺寸的工件情况下,而且在带有最小材料尺寸 的工件情况下,都允许出现角度误差。上下偏 差并不限制某个角度构成边或者面的形状误 差。附注:对于带有形状误差的工件,把直线或者 平面最小条件情况下,构成角度的二条 边,用作确定角度(最小条件的确定参见DIN ISO 1101)表3.关于角度尺寸的上下偏差公差等级关十短边名义尺寸范围角度单兀中的偏差,mm大于10大于10 到50大于50至 ij 120大
8、于120 到400大于400“精密) m (中等)+ 1o±30'±20'±10'±5'g (粗糙)± 1o30'±50'±25'±15'±10'sg (最粗)+ 3o±2。+ 1o±30'±20'4形状和位置的一般公差4.1 按照DIN ISO 8015规定公差的原则当图纸包含提示“公差按 ISO 8015的规定”的 时候,应用DIN ISO 8015规定公差原则所确定 的一般公差。在这
9、种情况下,适用于形状和位置的一般公差与工件结构要素的实际尺寸无 关。为此,必须遵守所确定的每个公差。因此,在普遍带有最大材料尺寸的情况下,也允许使 用此种形状和位置的一般公差。另外,配合需 要满足在图纸中特殊说明的受约束的包容条件(参见解释)。4.1.1 形状的一般公差4.1.1.1 直线度和平面度表4给出了直线度和平面度的一般公差。为了选取表列数值,有关直线的长度适用于选取直线度公差,而平面的较长侧边或圆表面的直径 适用于选取平面度公差。4.1.1.2 圆度圆度的一般公差与直径公差具有相同的数值,但不大于表6给出的径向跳动公差数值(参见解 释)DIN 7168 第 3 页表4.直线度和平面度
10、的一般公差公差等级平直度和平卸度的一般, 用于名义尺寸范围公差 (mm) (mm)到6大于6到30大于30 到120大于120至U 400大于400 到 1000大于1000 到 2000大于2000 到 4000大于4000 到 8000大于8000R0.0040.010.020.040.070.1-S0.0080.020.040.080.150.20.30.4-T0.0250.060.120.250.40.60.91.21.8U0.10.250.511.52.53.5574.1.1.3 圆柱度圆柱度的一般公差不予规定。附注:如果在与圆柱面配合的时候,包容条件应该是适用的,那么,应该按照DI
11、NISO 8015,用符号 标记尺寸,例如, 差值一样大,这是因为径向跳动公差由同轴度 误差和圆度误差构成。表5.对称度的一般公差公差等级对称度公差mmR0.3?25 或者?25 H7。4.1.2 位置的一般公差4.1.2.1 平行度从直线度或者平面度的一般公差(参见第 4.1.1.1节)或者从平行线或平行面偏差尺寸二 者中较大的那一个,求得平行度误差的限制。此时,二个结构要素中较大的一个作为参考要 素。如果二个结构要素具有相同的名义尺寸, 那么,每一个都可作参考要素之用。如果出于功能原因,参考要素的这种规定不允许使用, 那么,必须按照DIN ISO 1101,单独给出平行 度公差。附注:如果
12、带有匹配平面,包容条件是适用的,那么,应该按照DIN ISO 8015,用符号 标记尺寸,例如, 30©或者30 h7。4.1.2.2 垂直度和倾斜度关于垂直度和倾斜度的一般公差未作规定。能应用角度尺寸的一般公差取而代之(参见第3.2 节)。4.1.2.3 对称度关于对称的,但非旋转对称的结构要素的一般 公差,取表5。如果对称结构要素是旋转对称 的,而并非其他对称的,那么,这种一般公差 也是适用的。在对称度公差情况下,较长的结构要素被视作 参考要素。这适用于能彼此设定为参考的所有 结构要素。如果二个结构要素具有相同的名义 尺寸,那么,其中每一个都可作参考要素之用。 如果因功能原因,参
13、考元素的规定不允许使 用,那么,必须按照DIN ISO 1101 ,单独给出 对松度公叁。4.1.2.4 同轴度关于同轴度的一般公差未作规定。在特殊情形中,同轴度公差能与表 6中给出的径向跳动公 第 4 页 DIN 7168S0.5T1U24.1.2.5径向跳动公差表6给出了径向跳动公差的一般公差。在径向 跳动公差一般公差情况下,如果把这标记为轴 颈,那么,轴径被视作参考要素。否则,较长 的结构要素被视作参考要素。如果二个结构要 素具有相同的名义尺寸,那么,其中每一个都 可作参考要素之用。如果因功能原因,参考要 素的规定不允许使用,那么,必须按照DIN ISO1101,单独给出径向跳动公差。4
14、.1.2.6 端面跳动公差表6给出了端面跳动公差的一般公差。在端面公差一般公差情况下,如果把这标记为 轴径,那么,轴径被视作参考要素。否则,每 个旋转对称的结构要素都能作参考要素之用。表6.径向跳动公差和端面跳动公差的一般公差公差等级径向跳动公差和端面跳动公差公差mmR0.1S0.2T0.5U1琪大尺寸圜柱体在孔处,其结构要素的表面不允许低于带4.2 按照DIN 7167 : “图纸未标注包容条件”视定公差原则4.2.2 形状的一般公差形状的一般公差未作规定。倘若没有给出单独的形状公差,那么,借助于尺寸公差,以下是所有 形状误差的限值:轴 圆柱体轴 圆柱体在轴处,其结构要素的表面不允许超过带有
15、最大尺寸的几何理想形状(圆柱体)。此外,在任何部位的实际尺寸不允许低于最小尺寸。附注:用过端环规,测量带有最大尺寸的圆柱体。公差公差最小尺寸最大尺寸公差最小尺寸公差最大尺寸4.2.3 位置的一般公差4.2.2.1 平行度第4.2.1节中的规定,大致上适用于平行度公 差。4.2.2.2 垂直度和倾斜度关于垂直度和倾斜度的一般公差未作规定。 可 用角度尺寸的一般公差取而代之 (参见第3.2 节)。附注;按FH规则:即垂直度误差在直角坐标系中测量-应该位于尺寸公差之 内。但在工业实践中, 这种限制几乎都 不能遵循,因为它在功能上很少是必需 的。4.2.2.3 对称度表7的数值适用于非旋转对称的工件-
16、结构要素的对称度公差。如果在设定的工件-结构要素情况下,存在旋转对称的和其他非旋转对称 的,那么,这种对称度公差也是适用的。有最小尺寸的几何理想形状(圆柱体)(包容 条彳)。此外,在任何部位的实际尺寸不允 许超过最大尺寸。附注:用过端环规,测量带有最小尺寸的 圆柱体。表7.非旋转对称工件结构要素的对称度一般公差公差等级对称性公差mm0.21)0.060.1 1)0.15A0.3B0.5C1D21)优先适用于精密仪器技术在带有“最大材料尺寸”工件的情况下,也允许出现这种对称度公差。4.2.2.4 径向跳动公差和端面跳动公差表8给出的数值,适用于2个或者多个旋转对称工件结构要素相互的径向跳动公差以
17、及端面跳动公差。DIN 7168 第 5 页表8.旋转对称结构要素径向跳动公差 和端面跳动公差的 一般公差公差等级径向跳动公差- 和端面跳动公差mm0.21)0.020.11)0.05A0.1B0.2C0.5D11)优先适用于精密仪器技术在带有“最大材料尺寸”的工件情况下,也允许出现这种径向跳动公差,但未规定端面跳动公差,因为端面跳动公差始终必须位于线性尺寸公差之内。5 按照DIN 7168 , 一般公差的标记和图纸标注5.1 一般公差的标记仅用于尺寸Dlhl 7108 m示例:标准-编号按照本标准第3节的公差等级m5.2 按照DIN ISO 8015规定公差原则示例:5.3IN 7168 m
18、 S标准-编号-'按照尺寸公差第3节的公差等级m按照形状和位置公差第 4.1节的公差等级S 按照DIN 7167 "图纸未标注包容条件”规定公差原则示例: 标准-编号按照尺寸公差第3节的公差等级m按照位置公差第4.2节的公差等级C第 6 页 DIN 7168DIN 406第2部分DIN 7167DIN 8580DIN ISO 1101DIN ISO 2768 第 1 部分DIN ISO 2768 第 2部分DIN ISO 8015引用标准 图纸中的尺寸标注;规则尺寸,形状和平行度公差之间的关系.图纸上无标注时的包容条件加工工艺;概念,分类(目前仍是草案) 技术制图;形状和位置
19、公差;形状,方位,位置和跳动公差;简述定义、符号、图样标注一般公差 第1部分:未注公差的线性和角度尺寸的公差(与ISO 2768-1 : 1989相同)一般公差 第2部分:未注公差的形状和位置公差(与 ISO 2768-2 : 1989 相同)技术制图;公差标注的基本原则(与 ISO 8015: 1985相同)其他标准以下标准同样包含一般公差:DIN1680第1部分铸件毛坯;一般公差和加工余量,总则DIN1680第2部分铸件毛坯;一般公差系统DIN1683第1部分铸钢件;一般公差,加工余量DIN1684第1部分韧性铸件;一般公差,加工余量DIN1685第1部分球墨铸铁件;一般公差,加工余量DI
20、N1686第1部分片墨灰铸铁件;一般公差,加工余量DIN1687第1部分重金属合金铸件;砂型铸件,一般公差,加工余量DIN1687第3部分重金属合金铸件毛坯;金属模铸件,一般公差,加工余量DIN1687第4部分重金属合金铸件毛坯;压铸,一般公差,加工余量DIN1688第1部分轻金属合金铸件毛坯;砂型铸件,一般公差,加工余量DIN1688第3部分轻金属合金铸件毛坯;金属模铸件,一般公差,加工余量DIN1688第4部分轻金属合金铸件毛坯;压铸,一般公差,加工余量DIN6129第1部分包装容器;玻璃瓶和空心体;全自动制瓶公差DIN6930DIN7526第2部分钢制冲压件;一般公差钢制锻造件;模锻件的
21、公差和允许偏差DIN8570第1部分焊接结构的一般公差;线性尺寸和角度尺寸DIN8570第3部分焊接结构的一般公差;形状和位置DIN28005DIN58165,第1部分容器的一般公差;容器,概述光学零件的允许偏差;未注公差尺寸公差,材料-和加工误差原版本DIN 7168: 56.02, 60.04, 66.03DIN7168 第 1 部分:70.08, 77.08, 79.10, 81.05DIN7168 第 2 部分:74.01, 79.10, 81.05, 86.07修改相对于 DIN 7168 T1/ 81.05 和 DIN 7168 T2/ 86.07 作了以下修改:一合并了多个标准和
22、禁止用于重新设计(参见解释)DIN 7168 第 7 页解释在对本标准的1977.08版本进行修订时,已经 力图使DIN 7168第1部分和第2部分的内容 尽可能良好地协调,借此,在组合应用时,使 这两部分相互补充。首先,除 DIN 7168第1 部分收录了表 3之外,还在 DIN 7168第2部 分中收录了有关垂直度和倾斜度公差的表格。但是,在经过深入检验之后,重新放弃了这种想法。在 DIN 7168第2部分(1981.05版本)的 解释中,包含放弃原因的说明。在过去,使用早先在表3中所给出的数值(mm/100mm),经常会产生误解和困难。因此,省略了该表格栏以及限制角度单位中给出的 偏差。
23、为了因测量技术目的之需把角度尺寸换 算成长度尺寸,在以下表9中给出了单一角度 的正切值。早先标准 DIN 7168第1和第2部分的这种组 合,不应该再应用于新设计。新设计适用DIN ISO 2768第1和第2部分。ISO标准继续 以早先标准DIN 7168的第1和第2部分的规定 为基础。详情参见 DIN ISO 2768第1和第2部 分的国家标准前言。为了深入理解该规定,在早先标准DIN 7168的第1和第2部分中,包含有内容广泛的解释, 在此,放弃了这种表述。但是,因为本标准是 两份原标准内容未作变更的综合,所以,其中 包含的解释也适用于这份标准的后续版本的内 容。表9.角度及其正切值角度正
24、切值角度正切值10,0.002930,0.008715'0.004450'0.014520'0.00581o0.017525'0.00731o30'0.0262国际专利分类号G 01 B 21/00G 01 B 21/02G 01 B 21/22读一本好书,就是和许多高尚的人谈话读书时,我愿在每一个美好思想的面前停留,就像在每一条真理面前停留一样。书籍是在时代的波涛中航行的思想之船,它小心翼翼地把珍贵的货物运送给一代又一代。好的书籍是最贵重的珍宝是唯一不死的东西。书籍使人们成为宇宙的主人。书中横卧着整个过去的灵书不仅是生活,而且是现在、过去和未来文化生活
25、的源泉。书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。书籍便是这种改造灵魂的工具。人类所需要的,是富有启发性的养料。而阅读,则正是这种养料。&不敢妄为些子事,只因曾读数行书。陶宗义我并没有什么方法,只是对于一件事情很长时间很热心地去考虑罢了。只要愿意学习,就一定能够学会一个爱书的人,他必定不致缺少一个忠实的朋友一个良好的导师一个可爱的伴侣一个优婉的安慰者。读书当将破万卷;求知不叫一疑存。读书如吃饭,善吃者长精神,不善吃者长疾瘤。读书不趁早,后来徒悔懊。读书是易事,思索是难事,但两者缺一,便全无用处。读书何所求?各以通事理。伟大的成绩和辛勤劳动是成正比例的,有一分劳动就有一分收获,日积月累,从少到多,奇迹就可以创造出来。敏而好学,不耻下问。不学,则不明古道,而能政治太 平者未之有也。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
