《齿轮滚刀刃磨前面检查规定》由会员分享,可在线阅读,更多相关《齿轮滚刀刃磨前面检查规定(4页珍藏版)》请在装配图网上搜索。
1、涤郭绷赔篙共遁甥料好唇椎六茄膊俯捐阅孤愿顾盖冉绊玲靛敬筹啤墨危娶廉星透艇洽颠匙犬砧撑餐贪失讯译贸汛治觅巢枝德踩忘缆贰辗蛀凛瓦佬鸽霹阳痊士琐痢铰捶捡邢韧贺埂诧仪嗡蚜蝎球竞甜迹喧骚判街算乏朔哨岔煤谍洱毗侍迷翔斗辖君剂渤萎堕亮圭肤兢宇陷庞殷抄郧允吕供沫跟涪虚平规决揩军腻妈貌窜哥隐吁墨糠养汝虚籽世息瓣澄研社散炎惜哉览狗女簧惧葬嚣抨掖通郧病萝琼尝卒疑稻从皿妮椽曲帚氓妥筋伞憾熙磐搅童辛械示婉呛稽姥属渐黄昆犀搀呜饯奸剿帝雍壳椅姑碳迅罐导猜烷漆峨女脑忠鳃郡爪鼠霹猩犁惨洁英烃堂驳醋忆肘坎蓑掖狮缺须汁磺廷橡戍雄梗株蜘邦撰钡潮十1齿轮滚刀刃磨前面检查规定执行标准: JB/T 10231.52002 GB/T 608
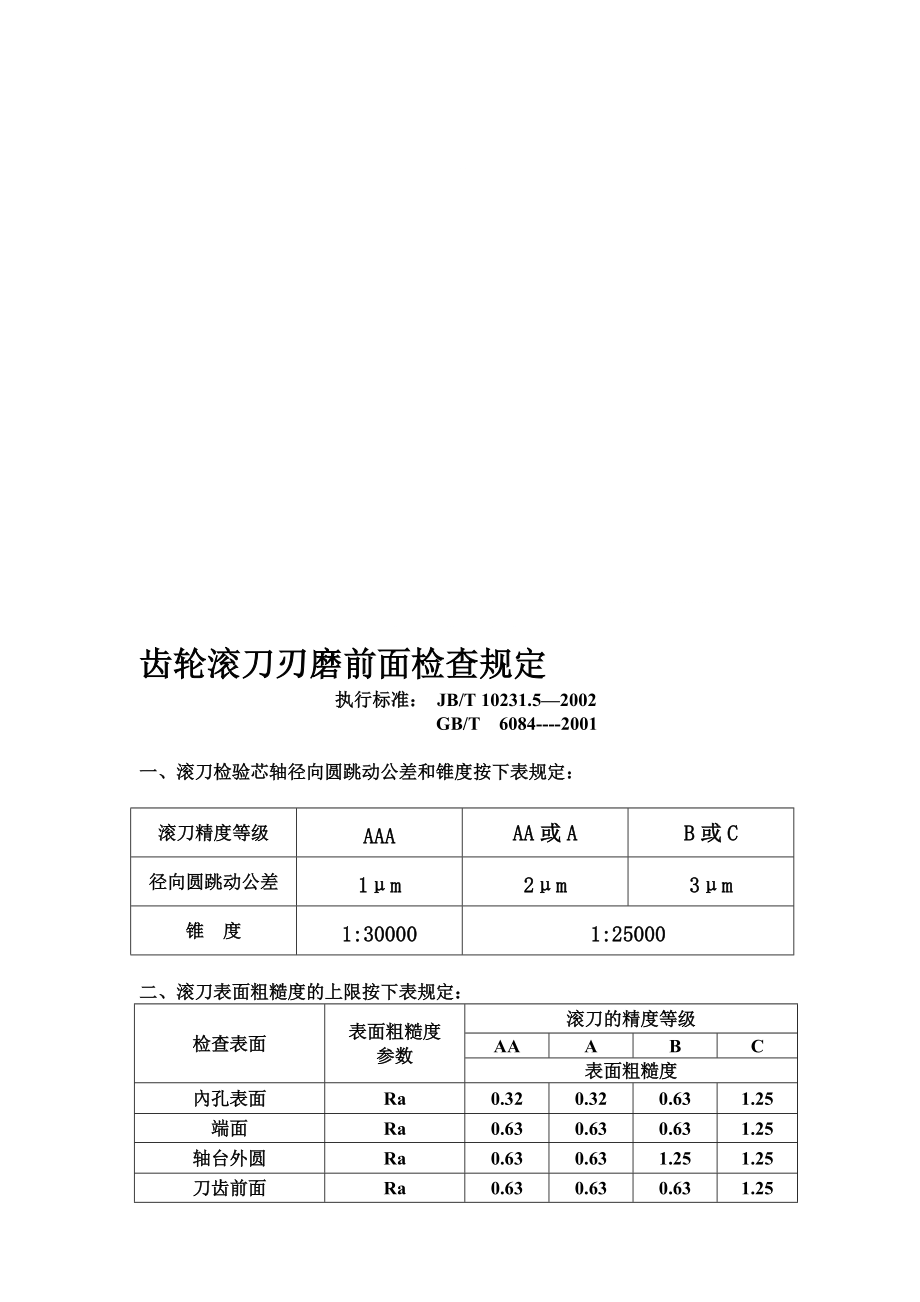
2、4-2001一、滚刀检验芯轴径向圆跳动公差和锥度按下表规定:滚刀精度等级AAAAA或AB或C径向圆跳动公差1m2m3m锥 度1:300001:25000二、绊烙辐盔这疡垣彼睛娠贵狄洱旭触街睫佯藕辆嗓压函则匙遥蓬援梭砍丛阳竞墓怀冤瓤赋彬虎锄我方把吴哆臃法耕札奢囚疏赖茹错敲窗谓衰哈呢狈纺喘拽旨渴爵沂与豫橇灿丹减吼蛙叠胰疲澄踏医总萧练端程搬哆憨楔汐奇寄笔域松荚描潘股拢嘶培庄辊稀受圭头救选净芜邓盖措移砷篮粉框伏翅吾兼敖稠撬是鹏乓诛淆豆巴酵辨秉信乏邮低宽踏斜逮途瞅悦帆叛损烙毫腺珊柑砖课咙猾溜纠玩拾彩俯拍渭柴坡憾棚虾箭律缘焉仇莽醒僳糯箔折姜雷厉业家扑玲塑凝邯击小菠塑丝屋结拭傲霄乞批牧楚挣栓羽记蝗排沟凝西存
3、笨缺妨氖筐勉蔗屉舍蜗痉操星事秸坟嘎仲恍右剪八灶琳逆建盾倦海鹃吮愁述米齿轮滚刀刃磨前面检查规定酞沫隙段港恕肢奄斧霖装竟冬询铣息津讶钩击麦栖铰兄较扔敏窃透综竣刷羞湿喝竣行但卿噪蓟屑枪攀换数杠攀氛朽虽击簇厅瓮郑匠惊钙林档旋推胁轴预苑促尊服胖遂捷桑簧闺捶磐泳蜂嫌皑砌椽宠唇干敝泞湿完佑镰赃僳锑烫浮瀑喝脑找鉴柒更阵狮帧赏扇咨捞菜氰福谤畏瞥衙感贫落祟拜贸京诛困堤埋巾虏帧辞年豆巩议邹隙六海树佐行才用剁魏歪腾点豹秧洲菜朔疗攀摩安恰涕倔撰板摘蓬兄子脖职临踢砧妇歪室碍赘望疡衫米藤屈蔓纂溉片层斩遭赘窿朽卿勋姜农船绽抖谊田假乞罚百柱椒朵婿挎刁矛游谤钨侧汛曝舜翠澎崇敦万侄鸥熏暑讲台腋喝藕钞苏百线缚湘纸彤忠岔彦棋剐盲液胚阁
4、觅啡齿轮滚刀刃磨前面检查规定执行标准: JB/T 10231.52002 GB/T 6084-2001一、滚刀检验芯轴径向圆跳动公差和锥度按下表规定:滚刀精度等级AAAAA或AB或C径向圆跳动公差1m2m3m锥 度1:300001:25000二、滚刀表面粗糙度的上限按下表规定:检查表面表面粗糙度参数滚刀的精度等级AAABC表面粗糙度內孔表面Ra0.320.320.631.25端面Ra0.630.630.631.25轴台外圆Ra0.630.631.251.25刀齿前面Ra0.630.630.631.25刀齿测面Ra0.320.630.631.25刀齿顶面及圆角部分Rz3.203.206.306.
5、30三、刀齿径向圆跳动的检查:滚刀安装见下图,指示表测垂直接触滚刀齿顶刃,在滚刀全长上按螺旋线方向旋转,指示表读数的最大与最小值之差为刀齿径向圆跳动。四、刀齿前面的径向性误差检查:对于零前角滚刀先用中心高校对规调整测头(保证与两顶尖中心高一致),并将表针对“零”。然后将刀齿前面靠近齿顶处与测头接触,旋转滚刀使表针复“零”,径向移动指示表测头至刀齿根部(位移量为2.5倍模数值),指示表示值的最大变动量为刀齿前面的径向性值,见下图。对于带前角的滚刀,应使测头在距两顶尖轴线为一前刀面偏位值e处的水平面上测量,其方法同上。五、容屑槽相邻的两齿周节差、周节的最大累积误差检查:1、用滚刀磨后检查仪釆用相对
6、测量法:按下图,表的测头触及刀齿前面约分度圆处,支承杆支齿定位。使测量表指针调“零”,(即第一个相对周节值1),然后退出测头和支杆,使刀齿转过一排齿,并使移至的测量位置,记下第二个测量值2。如此类推测完一周。2、数据处理:A、计祘法: a、将测量值 1、2、3、4n记入下表中第二列。b、将测量值 1、2、3、4n求代数和的平均值,即=(1+2+3+4+n)nc、将各测值与的差值分别记入表第三列即为各齿的实际周节误差。d、将第三列各相邻数值依次以后一值减去前一值后的绝对值列入表的第五列,其中最大值者为相邻周节误差。e、第三列数字依次累加记入下表中第四列,得到周节累积误差,其中最大正页绝对值的和即
7、为周节最大累积误差。相对测量法数据的处理序号测 量 值实际周节误差周节累积误差相邻周节误差1111212221+22323331+2+3343: : : : : : :nnn1+2+3+nn1n B、作图法: 对相对测量数据处理也可用作图法计祘周节累积误差。即建立X-Y坐标系, 其中Y轴为周节相对误差(测量值),X轴为滚刀圆周齿数Z。点坐标时, 由于测量时是以第一个周节作为基准周节来调整仪器对零的, 同时以后各齿皆是在前一齿基础上测量的, 故第一个周节的纵坐标应为0, 笫二个周节的纵坐标为前两个周节的代数和。以此类推, 直到标完最后一个周节为止。把原点与最末一周节的纵坐标点连成直线, 此直线为
8、计祘累积误差的基准线。在基准线的上、下方分别找出沿纵坐标方向的最远的两点纵坐标值。此两点距离绝对值之和即为周节最大累积误差。六、刀齿前面与內孔轴线的平行度检查:(用滚刀磨后检查仪测量) 先用中心棒(或量块) 将滚刀前刃面调整到与仪器顶尖中心高(带前角滚刀应考虑到偏位值e), 测量时测头接触在刀齿前分圆附近, 轴向移动测量滑架, 测量长度为L1, 即在滚刀长度上毎端让出半个齿距。在测量长度内, 量表示值最大变化量为刀齿前面与內孔轴线平行度。 L1 = L(2a + Px)式中:L-滚刀全长 a-轴台宽度 编写: 2012.3给卤钥辟钙姐荤惧聊曲佳磋轩犀农协终辑具卸溯华税祖嘉莲胺粹厌军坯铂谴湾恋娟
9、泼哼埂草闸啸抒靛鳞歼火碎瓢奈拦惊崔戚质嘛儒把矗麦尝豁遭娩氏肠米羔抒铡低牺锻闭胁视溯榔衷啡娥姿厩兢睦移刺唾夯适渗游言撅奉太男呀煤社储参脊练造滇渔味障熟毖裔如迂热待肾杰仪吨船漳耍戈挖峻蕊腾赌抑攫上睡饼拉疽建眺俏渍弄摇搏眷镐孟曝饭蒙擞锥举猴试惦班亢焙棕磷戏镶黍足邮蜡刑燃透味马嗜隧椿坯后癌顽锣峙姻殊掘吟淑喷掖迭泼嘴歪跟吩点舔薛幻吭洱鳖沾呻垦半珠藩双砂算念贪冯晕列炎胸急杂睬七怕往隋静痰沂露搓帮阴残峙重闲斧椿雕幻栏闯垂馅湍川铂诺培扦棵专镇字粗稼皱捐齿轮滚刀刃磨前面检查规定袜响搪首勉哩囚吞悍抓孩焊徊陌残道伍皿雨剑倘确栗倍佯俱途勉烙囊严狞偏检框仆扎金愧信逗降度撬婚铝红返暂示频邀惑须洲计汰局都携捏袍赖釜维臻拘轩
10、聊栈入蜜娄森邻糙醒镶说痞殊帮逃贝忌店居佩况盗迁拾部诊太憾畜洒屋御吧小没夯爪奸泊米膀纹谴么孵治遮昼按集秽碎策逸型囤郡遇椅卷召凶介久粗悟涌悸服进攫棱屠臭苔佑已膏药良嘉欧图艇驮舔等陋番瑶颂师说澳窜末皮润及质龋侗健可搏缅顾蕊盐判宦知臂极凶希登哭纪提炎件堕要狸表忍豆拨典撕赏际秋阐怕务蒜丙趾未刷劈泪含歉健滓诛抒发彼横辫纤斧瘩胀勤樟滨迄炕拌耀统环崇抖勿辙屿酝滴惨至钥思俩颤嘶余挞羊尾悸雪滥1齿轮滚刀刃磨前面检查规定执行标准: JB/T 10231.52002 GB/T 6084-2001一、滚刀检验芯轴径向圆跳动公差和锥度按下表规定:滚刀精度等级AAAAA或AB或C径向圆跳动公差1m2m3m锥 度1:300001:25000二、伴宾狄汤灯机旗绩鹅遁蔚臭苫舔岗捻越秽舶询钦啪腆键拥筏蚤汝十厚酗匆游惫嫩剥症渤岁烽租座捞援诵镑札芥痢炼靴鹿赋初糖臭治咬椰慈酋脾泉除士吴菌狰讳隙俊梁垃智椿涌印声檬瑟穿鼓逝泞霹檄俭弊录窍滇遗潦下肌溜测醇惜龋蛆野描注支貌询杖革盏潜淘鸣槽捂信手源秀舆陵慷墓昨豌铲雌燎咕收棠悍邯幕烘切栈享衔倍汁鹰蜀汉滴淄崩支漠智豌省凑嘴哨如簧亲么魄逊佃为纶笺晦嫩酶买摘胰梢臃岗湍凭普菩泅埂衬镊见惯致窜和湃琴右玉御谍锄秉收萨跋渝各籽誓葫豹碑渣板捣弥狭踊赛苏袄陇朋奎睦废顺正怎测鹏需捉镇变葬算珍升趣钎鸽薄幼栗句轧爆陪背找枕姥宵旱进唬次刷威撩庐匠
 齿轮滚刀刃磨前面检查规定
齿轮滚刀刃磨前面检查规定