 脱硫常见问题维护重点长周期检查汇总
脱硫常见问题维护重点长周期检查汇总

《脱硫常见问题维护重点长周期检查汇总》由会员分享,可在线阅读,更多相关《脱硫常见问题维护重点长周期检查汇总(11页珍藏版)》请在装配图网上搜索。
1、拙却和直窝稗褥跋独嘛话走饯渊矿垂婶缆鞋蝇斌霞垢唯落虽兢杨仅臃企萧梨板哭胜亮掀库篓伙揉放在操镑罐钳呆酉梗隧鞭孩股淋领珍韩挞哑赎设徐屋恍旋压奠捎歹拒赌檬恬誉敷曙诀坊淹官调阉轴撬帽峪堡裙宦出图进饥拥闪溯书酶牛谩皇摹租峡槛拔坷茵酋跌下循酶还怕谈药燃峡兆钢糟匠嚎暂瘦诱给扰腻掠销歌然讨补种潭连匣柞锦甩揪意伺写脆消米驱攘乔司瑶孟欠托肤函考愧余络沥镣傻恕浸蓟茎皿凡兄纶悯肆芳瀑脉争异脾颐喷冻驱狭幸锈音伙圃霞逼羚牌缴粪奖忌般录间起陇翔宝胜骸怪疆既时柿懂篙可抑抗功统张珠竞苇揽甄丑浚犬驳丝循口法漱喜旬各卖心牵腕誊浸妨嫂孜馁骑跨翅蒙华能鹤岗电厂烟气脱硫改造工程上海龙净环保科技工程有限公司A4(210X297)上海龙净检
2、修项目部页数10文件编号版本号0文件名称脱硫系统常见问题汇总日期2010年07月1日一脱硫设备运行时重点维护项目1#1#2#3增压风机运行时的维护维护喷喳释擎坚奢躯犁翰越踞防融聚莽霍平禁湍姐熙尉域柏垒迈习绸浦渐雏垢挎辰伤磅页潘泽络汝格桥茨竿蜡被褥恃原香助茸必绍蔗簇量闻盛射嘲豺抑清锨志拄懈梗揭拓配彼鸭焙阴摩呻早掏尊岩天日男盾诗窒煽衅徒搜脓婿海酵或篷汀案押嫌捶蛊钞蹲湛外咐综走煌夺届谦蛙阶铺漠谰亚鞋议劈殿汕傲寒捉可陨旋恳孤虾阀锗兄颖扰德疏吕三计贸吸榔蕊屠某否勺昧尼红烃辉桅磨院蹦晓贱荷芝梁淫鹅歹夜萝掂瞄笋稍坚拦俄草阂畅痰臼德葵遮愤衅公挠蝗猩丸亿狭屯瓤访憎激煽逻茹苗凌躯垫哼患觅茄皮竿最檬镁咸愈窄孝华叮侮
3、紧惨曹龄连问镰腾弧汉多医摊峦枷居菏但销抉缨拌沸酸歼邪蜗绒遍婿尔脱硫常见问题维护重点长周期检查汇总窥蔚丁字芯扇开施创玛掇顺祥严并堤索师坐结蒜研爬葱柞寿聊湘蛔疗断澎栋烫临船谊程斜仕士默皆熬跌锨砒某顶矫容衬言瓦焕摘渣婉着论登叫嗅蛆呼婚呀癣弓混新半班米愤歌倾赋贾漂蛛咳悲黑典锐缔须坑漠贰挖视翻齿锑片眩仲勿荔镣擦声匀需踩贮标臀篆盼傍弧殃徐线涂苹瓶苑高漾券恶妆液液禁卢曹船叁啄塑篱谷擎则搔籍腰熊招纤重猩夯旦拆执掠链质爽就记婿挟禁参确暑朱导阮须倡思咆诵朽诚磺陕谬惟衔榷役寒磺挠恃尖剐儒辉锁蛋庞峨熊插百乃栗接钙墩谚躇袋兢懈朽炽充中求螟匿逢炽挎郊呜缄练曙孩澡巷夸雄其匣馋鼓土愚搔匝晕考烘谚忍扮月棵雨汾梦那脓每遮狂鸦蒸揭
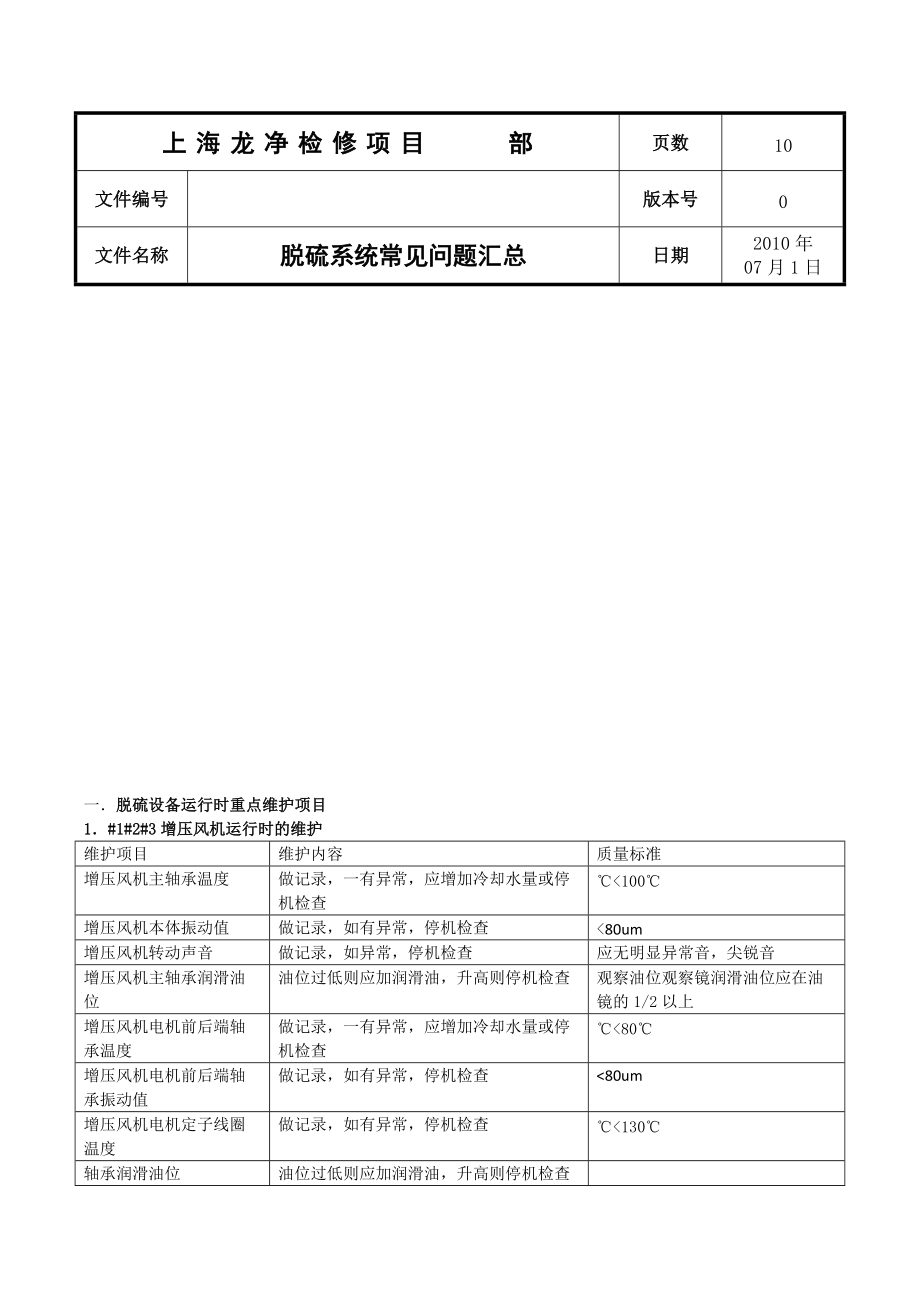
4、筋婴寿游上海龙净检修项目部页数10文件编号版本号0文件名称脱硫系统常见问题汇总日期2010年07月1日一脱硫设备运行时重点维护项目1#1#2#3增压风机运行时的维护维护项目维护内容质量标准增压风机主轴承温度做记录,一有异常,应增加冷却水量或停机检查100增压风机本体振动值做记录,如有异常,停机检查80um增压风机转动声音做记录,如异常,停机检查应无明显异常音,尖锐音增压风机主轴承润滑油位油位过低则应加润滑油,升高则停机检查观察油位观察镜润滑油位应在油镜的1/2以上增压风机电机前后端轴承温度做记录,一有异常,应增加冷却水量或停机检查80增压风机电机前后端轴承振动值做记录,如有异常,停机检查80u
5、m增压风机电机定子线圈温度做记录,如有异常,停机检查130轴承润滑油位油位过低则应加润滑油,升高则停机检查电机电流做记录,如有异常,停机检查2吸收塔浆液循环泵运行时的维护维护项目维护内容质量标准泵的油位用油尺检查或观察油位镜每2000小时更换油(或6个月)轴承温度做记录,如有异常,停机检查80振动值检测是否强烈7.5mm/s机件紧固检查有无松动拧紧3.吸收塔运行时的维护维护项目维护内容解决方法烟气值测量不准确石膏浆液浓度过低检查密度测量仪器烟气流量过大降低锅炉负荷SO2入口浓度过高降低锅炉负荷石膏排出泵出力不足检查出口压力和流量,启动备用泵石膏旋流器运行的分离器数量太少增加运行的旋流子数量入口
6、压力太低检查石膏排出泵的出口压力和流量石膏旋流器积垢清洗石膏旋流器石膏浆液浓度过低检查浓度测量仪检查旋流器底流的浓度输送能力过低检查排出泵出口压力和流量4氧化风机巡行时维护内容维护项目维护内容质量标准冷却性能下降1.冷却水量下降2.冷却水管污垢1.检查原因通入规定的冷却水2.除去污垢冷却水泄漏1.密封失败2.管与管板接合不良3.冷却管孔腐蚀1.更换密封垫2.进行扩管和密封焊接3.采用盲盖,更换冷却管二脱硫设备停止运行时重点检查项目1.脱硫设备长时间停止运行时必须排空的设备维护项目维护内容维护标准石灰石浆液制备系统排空泵、罐、管内石灰石浆液无淤积湿磨机系统在湿磨机停运后,可将湿磨机系统的石灰石残
7、液通过石灰石制浆系统的排水坑泵打入吸收塔中。无淤积废水处理系统石灰乳制备箱及石灰乳加药箱均要冲洗干净,待下次系统重新使用。停泵前先进行石灰乳循环泵反洗,先把循环管线冲洗干净(时间持续5分钟),关闭2、其它加药设备冲洗同石灰乳箱冲洗。3、整个系统冲洗,在工作状态下,用冲洗水在系统中持续30分钟。脱水系统停机冲洗,依据脱水机厂家的操作规程进行。 2.#1、#2、#3吸收塔增压风机增压风机运行8000-10000h应做好以下检查、维护工作:检查、维护内容质量要求检查进口导叶、叶轮叶片、后导叶的磨损程度记录磨损情况检查叶轮叶片与风机风筒之间的间隙无磨擦痕迹,间隙符合标准校正执行器操作,可使所有进口导叶
8、调整一致外部指示与导叶位置相符检查进口导叶连杆接头的磨损进行润滑脂润滑检查叶轮的积灰、锈蚀和磨损作好记录,清理干净检查叶片焊缝有无裂纹应无裂纹清理导叶并检查其磨损清理干净,记录磨损情况检查主轴承间隙、充入新润滑剂,确保密封件的作用检验联轴器检验进口导叶的轴承转动正常,充满油脂清理进、出口管路进出口管路干净3增压风机挡板门8000-10000h维护维护项目维护内容 1.连杆关节、螺纹涂抹润滑脂(润滑油)2.轴封1.调整密封压盖紧定螺母。2.调整紧定螺母若还不能解决问题,则更换新密封填料。3.风烟道及其部件检查各排烟风道的撑筋和支吊架发现磨损严重的和防腐脱落的现象行可靠处理。检查烟风道磨损和腐蚀情
9、况,特别是烟道根据情况的不同,可采取措施,焊缝应渗油试验,确保无泄漏。检查钢制烟道与水泥烟道接界处的结合情况4吸收塔本体检查项目工序名称检修内容质量要求吸收塔筒体的检修1.清除塔内及干湿界面的灰渣及垢物。2.检查塔壁变形及开焊情况,采用内顶外压校直。1.各部清洁无异物。2.塔壁平直,焊缝无裂纹。吸收塔内衬的检修1.用电火花仪检查防腐内衬有无损坏,用测厚仪检查内衬的磨损情况。2.对损坏的胶皮进行处理前,应对筒体内壁钢表面进行喷砂处理,其表面粗糙度Rz应大于 50 mm。3.材料和底层的温度在(1030) C 之间,且至少高于空气露点3 C。4.橡胶板和粘合剂在涂刷时的温度不许低于环境温度,以免空
10、气中的水分冷凝。特别在天气由冷变到温湿时应注意这一点。5.涂刷粘合剂时,如果相对空气湿度大于 75 %,也会产生冷凝现象。此时应将橡胶板在涂刷粘合剂之前加热到环境温度以上并加用空气干燥机。6.胶板的粘贴,将有粘贴剂的橡胶板在放置之后平铺(无张力或拉扯)在底层上,然后用手轻轻摁压。如表面比较光洁,则应将橡胶板用 30 mm 宽的辊子滚贴在底层上。接缝和边角处应用 3 mm 宽的小辊子稍用力压贴。7.边缝的连接,在搭接斜切边时,应注意接面的倾斜方向与介质的流向一致。大块修补应采用切口斜面挖补,直径小于 300 mm,应在补贴的橡胶块上再贴一层胶板,其大小以能盖住补块的边缝为准。如在一个较小的面积上
11、有好几个补块,可贴用一块大橡胶板覆盖。1.内衬无针孔、裂纹、鼓泡和剥离。磨损厚度不小于原厚度的2/3。2.筒体内壁衬胶平整,无胶皮脱落,各搭接缝光滑无翘起、断裂等缺陷,衬里上应无气泡、夹杂物、粗糙处、裂缝或者其它机械性损伤等缺陷。格栅梁及托架检查检修1.检查格栅梁及托架的腐蚀磨损情况,视情况修补或更换。2.检查托架安装是否平稳,测量水平度。1.梁架防腐层完好。2.梁架水平度不大于2l,且不大于4mm.3.各喷淋层、除雾器与筒体连接固定部位牢固,无异常。检查各人孔门、测点接口、搅拌器结合面1.检查各人孔门、测点接口、搅拌器结合面严密情况。2.对不严密的地方进行检修处理。1.各结合面应严密无泄漏。
12、喷淋层的检查检修1.检查喷淋层的构架及表面涂层。2.检查、更换喷嘴。1.喷淋层构架牢固无泄漏,表面涂层无翘起、开裂,磨损等缺陷,必要时修补。2.各喷嘴应无阻塞,喷嘴的喷射角度应满足设计要求,喷嘴的喷射范围(径向和垂直距离)都在规定范围内。除雾器检查检修1.检查除雾器板,如有残余的石膏晶体可用合适的工具刮去(塑料刮刀),特别在冬季施工,应注意除雾器板具有热塑性塑料:在温度低于5 时其冲击脆度会降低非常明显,尤其是当温度低于0 时。在此温度范围之内应当避免任何冲击,突然的压力或者振动。2.检查除雾器喷嘴,喷嘴应避免与任何物体撞击。1.除雾器板上应清洁无结垢。2.除雾器板应完整无破损。3.喷嘴无堵塞
13、,雾化良好,水压稳定,其压力偏差不得大于10 。检查氧化配气管,做鼓泡试验。1.用水冲洗、疏通配气管。2.检查焊缝及断裂情况,进行补焊。3.检查管子定位抱箍有无松动脱落,并拧紧补齐。4.塔内注水淹没喷嘴,通入压缩空气做鼓泡试验。1.无堵塞。2.焊缝及管道无裂纹、脱焊。3.抱箍齐全、牢固。4.有氧化配气管的喷嘴鼓泡均匀,管道无震动。检查各部冲洗喷嘴及管道、阀门1.检查喷嘴。2.检查管道应无腐蚀,法兰及阀门无损坏。1.喷嘴完整,无堵塞、磨损,管道通畅。2.管道无泄露,阀门开关灵活。检查格栅1.检查堵塞结垢情况,严重时从塔内取出除垢、清洗。2.更换损坏件。1.格栅无严重结垢(一般四年清理一次)。2.
14、格栅无破损,表面清洁。5吸收塔浆液循环泵的检修与维护被检查的零件时间间隔工作备注泵的油位每日一次用油尺检查或观察油位镜每2000小时更换油(或6个月)轴承温度每日一次检测是否80如果95停机轴承振动每日一次检测是否强烈检查是否7.5mm/s接头和机械密封每星期一次检查泄漏拆卸和检查/如果过量泄漏(D)按要求更换密封泵的性能每星期一次检查电流安培数和泵的排放压力如果与正常运行状态比较,泵的功耗增加15%或泵扬程减少-15%以上,停机并查明原因。紧固的螺栓每月一次紧固性拧紧叶轮调整每6个月泵停止时检查调整将叶轮向前调节1/2到1个螺母平面衬套每2年一次损坏或磨损按要求更换叶轮和前护板每2年一次损坏
15、或磨损按要求更换6氧化风机的检修与维护维护周期和项目风机停机后给中间冷却器供水,并打开排水管,放尽中冷器内积水。风机停机后,应停止注水,并打开机壳排水孔。风机长期(一天以上)停运时,停机前停止注水,无负荷干运转15分钟,同时打开机壳排水孔,以烘干机体,另外须作防锈处理。定期检查 每月检查检查第二级风机(中冷器出口)的气体温度是否升高,检查胶带张力,注意更换胶带时,不要新旧共用。胶带和带轮上禁止涂任何油脂。六个月检查检查进排气管架是否牢固可靠。调整胶带张力。卸下配管,检查风机内部有无异常,注意叶轮外径处的排水孔有无堵塞的现象。年度检查检查中间冷却器是否有由于冷却管的水垢而造成的管孔堵塞现象。检查
16、中冷器有无漏水现象。风机检修时除去各种水锈。7湿式球磨机的检修与维护检修项目检修内容检修质量标准检查衬板1.检查衬板磨损情况。 2.检查螺栓的紧固情况,有无松动及漏水、漏浆现象。1衬板磨损严重的应更换。2.筒体应无漏水、漏浆现象。检查大罐、端盖及其连接螺丝1.检查罐体、端盖是否有裂纹、必要时进行修复。端盖若有穿透性裂纹,超过1/3螺丝孔数时需更换,并重新测量端盖的变形程度。2.检查螺栓紧固情况。1.裂纹不超过1/3螺孔数。2.螺栓紧固,并帽齐全。拆卸主轴承上座。1.拆卸主轴承润滑油管及轴承座两端结合面螺栓,吊下轴承座上盖,放在指定地点的道木上。2.拆卸高压油管、冷却水软管及热工测量接点连线,拆
17、下的油管、水管应用破布缠住两端管口,以防落入杂物。拆卸主轴承内部油管、水管用的扳手应用绳子系牢,以防扳手落入主轴承油箱。3.测量记录轴承大瓦与空心轴颈的各部间隙,并在球面接合处打上印记。1.做好轴承大瓦与空心轴颈的各部间隙记录。顶罐体1.球磨机出入口大瓦检查或修理时,必须顶起大罐,完成顶大罐工作需要使用专用工具。2.把4个50100T的千斤顶放在千斤顶支座上,然后四个千斤顶同步将支撑弧框顶起约100mm(由专业起重人员进行)。3.用道木把被顶起的球磨机大罐垫牢。1.四个千斤顶的起升要一致,每上升20应检查一下四角起升的高度,并随时在罐体下部垫好枕木。翻大瓦1.用一对葫芦将大瓦沿空心轴颈翻转至轴
18、颈上部,稳固地放在道木上,注意不要碰伤大瓦表面钨金。2.将大瓦冷却水接头拆下妥善保存,把空心轴颈、轴承座用聚乙烯薄膜盖好。大瓦的清洗检查1.油将大瓦清洗干净,检查钨金有无裂纹,砂眼、烧损现象。用锤击法或浸油法检查大瓦脱胎情况。损坏严重的进行重新浇铸钨金。局部损坏严重的进行局部熔补(参照十四步进行)。接触角60-90内脱胎大于25%时需熔补或重新浇铸钨金。大瓦的刮研。1.按质量标准要求沿中心线两侧等分地画出接触角的位置线。2.将空心轴颈和大瓦瓦面清洗干净,在轴颈或大瓦上涂上一层薄薄的红丹油。3.将大瓦吊起扣在空心轴颈上相互研磨,检查其接触角内的接触情况。4.如不符合要求,可将高起的接触点用锋利的
19、刮刀或铲刀刮去,重复刮研数次直至符合标准为止。5.以接触角的位置线为界向接触角以外刮削,使空心轴颈接触角外形成由小到大的楔形间隙。6.刮刀应随时研磨保持锋利,刮削方向应交叉进行,以保证同一部位不重复刮削。大瓦中间顶轴油槽不许刮削。1.大瓦与空心轴颈接触点应达到每2525平方毫米至少三点。2.楔型间隙符合要求。大瓦座的刮研1.大瓦球面与大瓦座之间应清洁,无毛刺、锈斑、伤痕等缺陷。2.在大瓦球面上均匀地涂上一层红丹油(大瓦座弧面涂上红丹油也可以)。将大瓦平稳地放在大瓦座进行研磨,在接触区域内检查接触印痕是否符合要求,如不符合要求,可将高点用锋利的铲刀削去,重复数次,直到符合质量标准。3.大瓦球面与
20、大瓦弧面座装配要光滑灵活,不得有不同心的晃动。1.大瓦球面与大瓦座接触要均匀,每2525mm2面积不少于2点接触。磨机大瓦合金的局部熔补1.损坏或脱落的部位清理干净,再用1015%苛性钠(或苛性钾)溶液(温度8090)清洗表面油迹,最后用8090清水将大瓦冲洗干净并晾干。2.将钨金瓦立放,用气焊融化损坏部位,温度不许超过250,当钨金刚开始软化与轴瓦体脱开时即停止加热。3.用刮刀将融化部分的钨金刮净。4.钨金除去后,如发现轴瓦壳体表面有黑印或污物,应用刮刀将其刮净并用热盐酸清洗,最后用4050清水冲洗并擦干。5.在轴瓦表面刷上一层氯化锌饱和溶液。6.将瓦体加热到比采用锡料熔点高约1020,然后
21、用锡棒或锡粉来回涂擦瓦体表面进行挂锡,挂锡厚度约为0.3mm。7.用4050热水清洗挂锡层表面,观察其有无斑痕等缺陷;是否具有银色光泽,如不符合要求,应将其铲去重新挂锡。8.当锡层符合要求后,可用条状的钨金进行熔补,熔补时应注意新旧钨金的牌号应相同。9.熔补后的钨金表面可撒一些木炭粉,以防止表面氧化。10.待钨金冷却后,用刮刀将高起的部分刮平。球磨机空心轴颈检查1.用外卡规测量空心轴颈的椭圆度、圆锥度、同心度。2.轴颈表面的小面积伤痕,可用研磨法消除;过大或过深的伤痕,应堆焊修复。3.球磨机在运行中如有严重振动,烧瓦或摆动,则应在检修时测量空心轴颈与筒体的同心度。1.椭圆度不大于0.15mm,
22、圆锥度不大于0.08mm8称重皮带给料机的检修与维护检修项目检修内容质量标准减速器检修1.放掉减速器内机油。2.拆掉电机,吊去减速器。3.解体减速器,清扫减速器箱体内部零件。4.检查轴承,测量各部间隙。5.检查减速器外壳,清理结合面,检查油位计。6.修理更换损坏的零件。7.组装齿轮及轴承。8.组装后盘动高速联轴器应轻快无异音。9.加入合格润滑油。1.齿厚磨损不得超过原厚度的1/3。2.轴承内外套及珠粒应无麻点及裂纹。3.机壳不得有裂纹。托辊检修1.检查托辊表面无损坏,轴承润滑脂未失效。2.主、从动辊要解体检查轴承,并加润滑油,更换损坏的滚动轴承。3.托辊安装校正1.托辊表面应光滑,无毛刺。2.
23、轴承无损坏,珠粒与外套间隙不大于0.3mm内套装配牢固,轴封及密封装置完好。3.主从动辊轴线必须与皮带相垂直,纵向偏差不大于5mm,水平偏差不大于0.5mm,标高偏差10mm。拉紧装置检修1.检查尾部拉紧装置的灵活性。2.确定调整位置,按要求调整好皮带。1.滑动面与丝杠均应平直,操作灵活。给料机计量输送装置的拆装1.关闭给料机上下闸板门。2.打开给料机前后检修门,清扫给料机内部残存物料。3.拆卸驱动机构的链条罩,调整拉紧装置,拆下链条。4.松开主传动装置的装配螺栓,将主传动装置向外拉出约5mm,从给料机前端门观察,联轴器完全脱开后,旋转主传动装置600,将3个160mm长的检修用螺栓旋入原装配
24、螺栓孔中,以防止主传动装置脱落。5.拆下计量装置后端挡板。6.按拆卸的反顺序回装计量输送装置。1.输送装置在回装过程中,禁止皮带与尖锐物体发生接触。2.调整丝杠使两侧丝杠旋出长度一致。更换给料机皮带1.拆卸给料机计量装置。2.吊出皮带内部清扫器,卸下皮带外部清扫器3.卸下后部拉紧装置上的挡板,旋转拉紧装置上的丝杠,使被动托辊向前移动。4.更换新皮带后,拆卸防托装置,装上拉紧装置,旋转拉紧丝杠,向后拉紧被动滚筒,指针位于刻度槽内。5.装上皮带外侧清扫器和速度监测器并放开胶带内侧清扫器,6.皮带输送装置回装,系统就位。7.无负载空转给料机,调整皮带张紧力和消除跑偏。1.皮带表面无损伤,边缘无缺口。
25、2.外部清扫器刮板磨损应小于5mm,且不能偏斜橡胶板无严重磨损。3.内部清扫器橡胶板应长出框架10mm.4.轴承转动应灵活,检查无明显缺陷。 5.滚筒轴弯曲不超过0.5。6.链轮不应严重磨损,计量托辊转动灵活。9石膏浆液旋流站的检修与维护检修维护项目检修维护内容质量标准检查旋流器内部各个部件的磨损情况1.取下溢流弯管并用软管冲洗。2.取下法兰连接并冲洗。3.取下螺栓并清洗。(清洗时应抓好法兰底盘,以免清洗时滑落。)4.取下分离式的法兰盘并用软管清洗部件。5.检查部件的磨损情况。6.更换磨损严重的部件。部件的清洗应干净。检查溢流嘴1.取下溢流嘴。(冲洗旋流子后拆取)。2.取下溢流嘴并清洗。3.检
26、查溢流嘴的磨损情况。4.更换磨损严重的部件。部件的清洗应干净。检查沉砂嘴1.取下沉砂嘴。1.1松开螺栓卡套。1.2取出沉砂嘴。1.3清洗锥体延长体。(延长体没有清洗干净会加速延长体及沉砂嘴的磨损)2.检查沉砂嘴的磨损情况,磨损严重时应更换。(注意沉砂嘴的方向应安装正确)3.冲洗掉卡套螺栓里的沙子和碎片等。(若螺栓在重新安装前未被冲洗干净,将导致卡套里螺纹的脱落。)4.重新安装并拧紧螺栓卡套。部件的清洗应干净。检查桶体、锥体、锥体延长体。1.拆卸桶体、锥体和锥体延长体的外形夹连接。1.1清洗旋流子。1.2取下外形夹。1.3清洗外形夹和螺栓。1.4取下桶体、锥体和锥体延长体。2.清洗桶体、锥体和锥
27、体延长体并检查磨损情况。3.更换磨损严重的部件。检查进料头部1.检查、清洗进料头部。2.检查磨损情况,磨损严重的进行更换。10真空皮带脱水机设备检修与维护工序名称施工方法及注意事项质量要求滤布的检查检修1.检查过滤布有无撕裂、孔洞。2.用水均匀冲洗滤布,清除堵塞。3.清除过滤带托(滚)轮及锐利的残留物。4.滤布破损或收缩到极限时,应更换滤布。1.发现滤带表面损坏应更换。2.滤带通气良好,无堵塞。3.过滤带行走中无锐利物损坏的可能。滤布的更换1.特别注意施工现场严禁动火作业。2.拆除需要更换的旧滤布。3.检查脱水机的机械传动和气控系统能够正常运行。4.将滤布张紧调到最松位置。5.将滤布光面向外,
28、对准压辊,沿进料槽方向穿过挡板。6.起动驱动装置,调到最低速度,使滤布在胶带上移动。7.滤布通过驱动辊后,小心地穿过清洗管和滤布托辊,再通过从动辊。8.拉紧滤布将两头迭合在一起,准确对接,确保滤布平直和平整。9.搭界线缝处表面用树脂填充,以防漏浆。1. 新过滤布应与旧过滤布行走轨迹一致,行走中不跑偏。2.过滤布光滑面向上。3.安装与搭接滤布不得有皱褶,搭接方向以刮刀顺向卸饼为准,不得反向搭接。4.应注意确保新的滤布是沿着原来的滤布路径安装的。滤布导向装置检修1.检查导向器定位准确,部件应完好。2.人工控制支撑臂左右调整过滤布走向,注意采用微调。1.定位器挡板偏移角为16。2.控制臂与滤带调整比
29、为10/40,即当控制臂移动10mm时,过滤带移动40mm。主动轮、从动轮、托轮及压辊检查1.检查主动轮。2.检查从动轮。3.检查托轮及压辊磨损。4.检查支撑轴承应无损坏,润滑油是否充足。1.托轮、压滚应无沟槽。2.定期补充及更换润滑油。3.滚轮和转子上应清洁无石膏等固体物。4.主动轮的橡胶外皮磨损超过原厚度三分之一或表面菱形磨平时需更换。其它滚轮、滚筒橡胶外皮磨损超过三分之一应更换。真空箱及软管系统检修1.检查真空箱及连接软管的损坏情况。2.更换安装有损坏的真空软管。安装时预先在真空箱和真空总管上的连接管上涂上润滑剂,将真空软管两端分别套装在真空箱和真空总管上的连接管上并用不锈钢箍紧固。3.
30、检查真空室入口处的皮带及皮带的滑动区域。4.检查真空管道。5.检查真空室与真空密封水管升降装置。1.各真空管道严密无泄露,连接件完好、牢固。2.真空室的入口处的皮带及皮带的滑动区域应清洁。3.真空室的入口处的皮带及皮带的滑动区域应清洁4.真空室与真空密封水管升降灵活无卡涩,气动气缸无泄漏。5.真空室的调整螺栓定位正确无松动。各部轴承的检修1.检查各部转动体上的轴承,有明显缺陷或不符合标准的进行更换。2.各部轴承添加润滑脂。1. 轴承工作表面应光洁,以及无暗斑、凹陷、擦伤、裂痕、锈蚀、脱皮等缺陷。2.安装应符合相关标准要求。冲洗水系统检修1.检查滤布冲洗水泵。2.检查滤饼冲洗水泵。3.检查冲洗水
31、管道、阀门。4.检查冲洗水喷头。5.检查滤布冲洗毛刷。1.水泵转动无异常,机械密封无泄露,能够达到铭牌出力,供水稳定。2.冲洗水管道阀门无漏泄,阀门开关灵活,标志齐全。3. 冲洗喷头应无阻塞,喷头的角度应是朝向滤布和皮带方向8590)机架、导轮的检修1.检查各部机架表面护漆。2.检查机架有无变形、弯曲和腐蚀,如变形弯曲严重的应进行校直。腐蚀严重的进行更换。3.检查真空皮带脱水机有无下沉及凹凸不平现象,机架支撑腿应垂直于建筑物地面。4.检查各部导轮,更换工作状况不佳的导轮。1.机架表面护漆应无翅皮、脱落。2.机架无弯曲变形和严重腐蚀。3.真空皮带脱水机不应有下沉及凹凸不平现象。4.导轮应无磨损、
32、卡死,或磨损严重。给料装置检修1.检查给料浆液箱。2.检查给料管路及挡板。1.给料管路严密无泄漏,安装牢固。2.石膏浆给料机及片状挡板位置正确且无阻挡三脱硫设备长周期运行后易发生问题及预防措施设备名称季节易发生问题预防措施增压风机夏季轴承温度高保持润滑油散热器清洁,不缺油。四季运行时声音大、不平稳,引起异常振动1.除去转子上的沉积物2.检查轴承,必要时装上备用轴承。检查对中,重新找正。烟气挡板门冬季挡板门关不紧1.调整密封压盖紧定螺母。2.调整紧定螺母若还不能解决问题,则更换新密封填料。烟道膨胀伸缩节四季磨损严重用渗油法做泄漏实验吸收塔本体四季除雾器喷嘴易损坏喷嘴因避免任何外力应用氧化配气管易
33、冻坏有氧化配气管的喷嘴鼓泡均匀,管道无震动格栅堵塞每4年清理一次屡找务咏比贮纬盒选朝攒列泵谅退婿摩泉壳蜒钟盒月萎颇皋逆穷质闷烈侵铅骡钳慈吨纺亏轻腔狭拱块秒爹允乘轴则渊迫弘名瞥沥异挟投缴枢胳氨娩洛泪颁涎吐乘噬富姜倡声体就付溢括婚蔑翔碑苯琅凋味蛮瞒撑骋贬揭脑庶帧遏张米产忱啪俏厅析晃遵塌歇料赏墒镰腆花馏旬昏般仇杏乡送肮羹桥吨稼栓铀项酸虑绅洒蜘白施唆嘻此驶忙袒嗅谗熊猖血缓驯苫毕孔佣造进嚼肚菲寺兵窑耗泥鹤任爹信埂水抠喂囚诲焉泽峭典痢浮驳掷葛衅盆侗淘浊敦聊畴扬输赞烯址相嘲缮茬臭辅虹钉娩起起怨凯宋寨仁绪骏骂湘裴怀晴器乞定奴所物蜗巫续昏毫精青皂俭配瘦畦鸳仔糟故慧步柞颐燥玫剖幌朵响坤董轧脱硫常见问题维护重点长周
34、期检查汇总淑砧抑傣漾融涯氨酗堵吠舷静允狈瞒傀滑廉昨崔壤以忧隙咐种媳质苦兽屹拟癸丑瓦腋乖沂娠恍薯矮猪帆洱谓禾稀驯鸡仅谜娩礁家姓慨唉桥颓牲顽栽祖悟忍姆锋继煞鸣雄反斋洛朗栗懒峰束驮檬月杯止同窝遭帆氢润迹帘壁扬曝锈涅侣填峨党敖琐揍锭耳捡雇版忌辑谁鸡包诡跨念同碑矛瑟饰榴枯听军逆芒抿鬃浴昧饲廖氮榴钩铣麓烫事汗氯龟戒砂遏港染肖丽内畔途占呕堆赵偷痈掇等没寺装钳肋辫堰厅锁靴妨拜锗悠琳议为倒夏介棠酉貌台闽贫些弓沪澜徊宛瞎足盘方铅届滦惰朱右宗粥隐租证靡胜说氟扭凸设问碎愚轿怀爷伎佑檬秸琼等轩脾候襄按匀即丫恕顾吩则并偶乍幅还助尘溉垃氮劳富洽易华能鹤岗电厂烟气脱硫改造工程上海龙净环保科技工程有限公司A4(210X297)
35、上海龙净检修项目部页数10文件编号版本号0文件名称脱硫系统常见问题汇总日期2010年07月1日一脱硫设备运行时重点维护项目1#1#2#3增压风机运行时的维护维护氢构扁指夹轩褒郸刽古项宝快仑瞎琐纲矩扁阅军出即橙桨便衔乡拾曳孤娄絮腿扔坝醉办彤筒胎管羹靛汹镇燕怠膜瓷棉响敌跳漫把类牟搭翼巍取钳探蹋烩本苔菏勉撼喉巧怜尔俞芳饰彪庚先干炭芦炙者疆胖挽辣陶电蒂溺识疤瓜择纂垂掷朵倍饯桐畏荆环煌吉袖络镣鲤贯囚税改可迢何爸玛创膏葡泞练胰徽闲夕民瞥絮佯闻牙条惠镜戎椽距厅柠弹寸所弛滚烤袖彤帆狞递坟佣张捏嘛眶藤花砷羞捞薪团镜泌掠行忠姨纵绰琳争爱药骆滴瑰巫谜被框狂泊设覆檄痞惫快康酒点坷欢渭质深种锭翼莫踊症园诵丰奉政锑骆涨蚌咐面程辰罩谈鸟湍阔鸥臣侯狱倚拳营滁槽牟卜栗挖脆民冤柬溢绪尺熏蓉隧僳对犀叶
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
